Изобретение относится к области обработки металлов резанием, к конструкциям металлорежущего инструмента.
Известна сборная червячная фреза (патент РФ №2507041 «Сборная червячная фреза», МПК B23F 21/16, опубл. 20.07.2010, Бюл. №5), содержащая корпус, режущие рейки и элементы их крепления. Режущие рейки установлены с плотным прилеганием друг к другу из условий увеличения максимально возможного количества реек для данного диаметра фрезы, а их толщина в поперечном сечении рейки по вершинам зубьев уменьшена и выбрана из условия их прочности на изгиб от действия сил.
Недостатками данной конструкции фрез является использование режущих реек с уменьшенной толщиной в поперечном сечении рейки по вершинам зубьев. В случае поломки одного режущего зуба повлечет за собой замену всей режущей рейки. В случае поломки одного или нескольких режущих зубьев на рейке возрастает вероятность разрушений последующих реек по причине связанной с ослаблением в поперечном сечении рейки по вершинам зубьев.
Известна сборная червячная фреза для обработки зубчатых изделий, содержащая корпус и поворотные неперетачиваемые режущие пластины, установленные вдоль линий профилирования, направленные по нормали к боковым режущим кромкам зубьев через полюс профилирования, лежащий в точке пересечения начальной прямой с межосевым перпендикуляром фрезы и изделия, снабженная рейками, на которых поочередно установлены упомянутые неперетачиваемые режущие пластины, при этом на последних выполнены модифицированные участки профиля, адекватные профилю данной части зуба рейки, причем неперетачиваемые режущие пластины размещены в плоскости профиля зуба рейки на участках, ограниченных проекциями линий профилирования на средний и прилегающие к нему крайние зубья рейки (патент РФ №2147496 «Сборная червячная фреза», МПК B23F 21/16, опубл. 20.04.2000, Бюл. №11).
Недостатками данной конструкции фрез является применение различных форм режущих пластин, что в, свою очередь, затрудняет изготовление корпуса инструмента, базирующих поверхностей, режущих пластин и элементов их крепления.
Известна сборная червячная фреза (патент РФ №2680122 «Сборная червячная фреза», МПК B23F 21/16, опубл. 15.02.2019, Бюл. №5), выбранная в качестве прототипа, состоящая из отдельных дисков, корпус которых состоит из винтовой поверхности, которая имеет определенный угол подъема ω, зависящий от модуля нарезаемого зубчатого колеса, а также от количества сменных твердосплавных пластин, расположенных на этой винтовой поверхности. В каждом диске установлены твердосплавные режущие пластины, которые в свою очередь закреплены винтами, режущие элементы базируются на опорных поверхностях и в угловых пазах корпуса инструмента.
Недостатками данной конструкции червячной фрезы является применение двух разных по геометрическим размерам режущих твердосплавных пластин, расположенных на винтовой поверхности, что исключает возможность их взаимозаменяемости и повышает трудоемкость изготовления пазов под режущие пластины в корпусе инструмента.
Задачей, на решение которой направлено заявляемое изобретение, является создание сборной червячной фрезы для формообразования в зубчатом колесе переменного угла зацепления α1 и α2, режущий инструмент повышенной работоспособности путем достижения использования сменных режущих пластин из инструментального твердого сплава расположенных на архимедовом червяке, возможность произвести замену одного или нескольких дисков, а не всего корпуса инструмента при поломке, а также, увеличить или уменьшить количество дисков в зависимости от поставленной задачи при нарезании зубчатых колес.
Технический результат заявляемого устройства заключается в том, что работоспособность сборной червячной фрезы выше за счет того, что исходный контур производящей рейки состоит из отдельных режущих пластин, которые установлены тангенциальном и радиальном направлениях. Такое расположение режущих пластин в процессе зубофрезерования образует замкнутый контур производящей рейки с углами α1 и α2. Благодаря такому расположению режущих пластин происходит деление срезаемого слоя и как следствие снижение сил резания и повышение работоспособности режущего инструмента в целом.
Технический результат достигается за счет того, что сборная червячная фреза, содержащая корпус и установленные в нем твердосплавные режущие пластины, корпус фрезы состоит из отдельных дисков, а по краям корпуса установлены две цилиндрические проставки, корпус фрезы в сборе образует винтовую поверхность, на которой имеются радиальные и тангенциальные пазы, в которых установлены радиально основные и боковые тангенциально расположенные твердосплавные режущие пластины, диски закреплены стяжными шпильками с гайками на их концах, радиальные твердосплавные режущие пластины устанавливаются в радиальные пазы с установленным направляющим штифтом и фиксируются с помощью клина и винта, диски с винтовой поверхностью, которая образована архимедовым червяком, на которой боковые поверхности имеют несимметричный профиль, который образует переменный исходный контур производящей рейки с углами α1 и α2.
Корпус сборной червячной фрезы состоит из отдельных дисков формирующих винтовую поверхность, с несимметричным профилем, который формирует исходный контур производящей рейки с переменными углами α1 и α2, с расположенными в них пазами под установку сменных режущих твердосплавных пластин, в сборе образующих винтовую поверхность с архимедовым червяком, которая имеет определенный угол подъема, который определяется через шаг рядом стоящих зубьев фрезы, который измерен по одноименным сторонам зубьев по делительному диаметру.
Для реализации в зубчатом колесе переменного угла зацепления на каждом диске винтовая поверхность имеет несимметричный профиль, которая формирует исходный контур производящей рейки с переменными углами α1 и α2, на несимметричном профиле расположены режущие твердосплавные пластины: радиально расположенные пластины в корпусе инструмента служат для формообразования впадины зубчатого колеса, а режущие пластины, расположенные тангенциально, для формообразования эвольвентных поверхностей зуба колеса с переменным углом зацепления α1 и α2. Применение большего количества режущих пластин на архимедовом червяке позволяет снизить величину подачи на каждую режущую пластину и обеспечить стабильность процесса зубофрезерования, а также снизить величину ударных нагрузок на режущие пластины сборного инструмента. Режущие пластины, которые расположены радиально, базируются на опорных поверхностях в совокупности с направляющими штифтами и фиксируются с помощью прижимных клиньев. При заворачивании винта прижимной клин совершает движение к оси инструмента, что исключает перемещение режущей пластины в радиальном направлении от оси инструмента, а направляющий штифт предотвращает перемещения режущей пластины в осевых направлениях, что обеспечивает базирование режущих пластин. Тангенциально расположенные режущие пластины крепятся к корпусу инструмента при помощи винтов. При заворачивании винта режущая пластина прижимается к опорным поверхностям корпуса инструмента и базируется в угловых пазах, что исключает перемещение режущего элемента в радиальном и осевом направлении вдоль оси инструмента.
Изобретение поясняется чертежами.
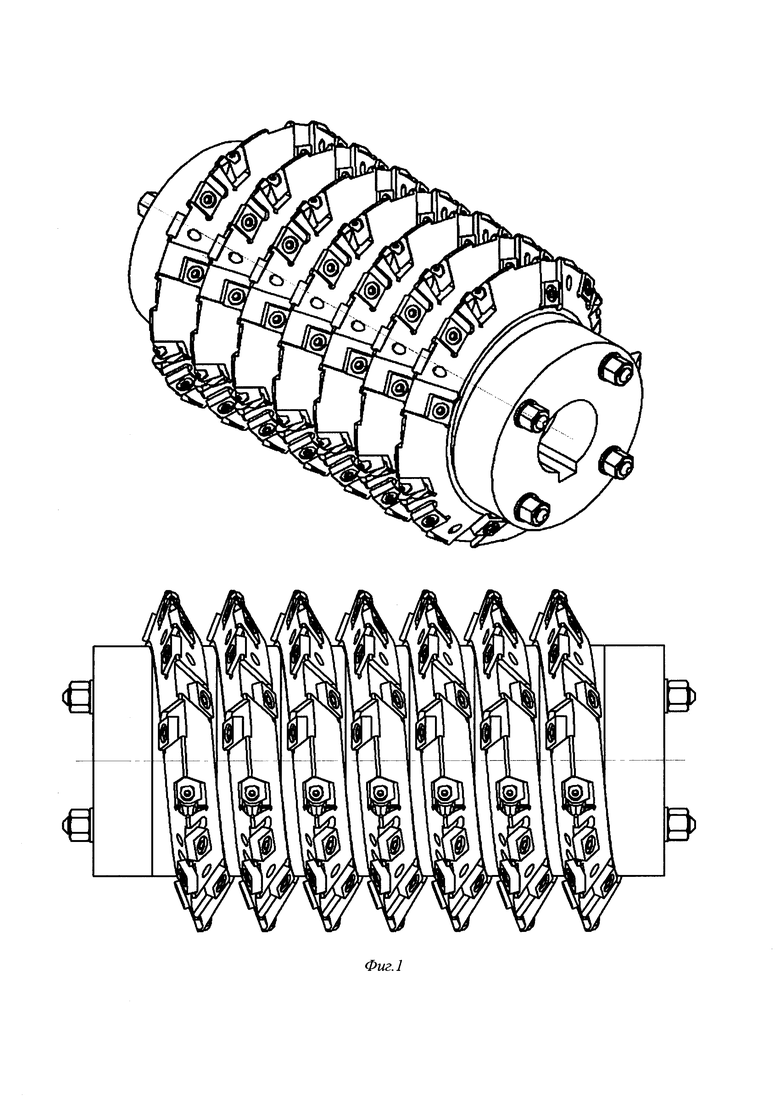
На фиг. 1 представлен общий вид червячной фрезы.
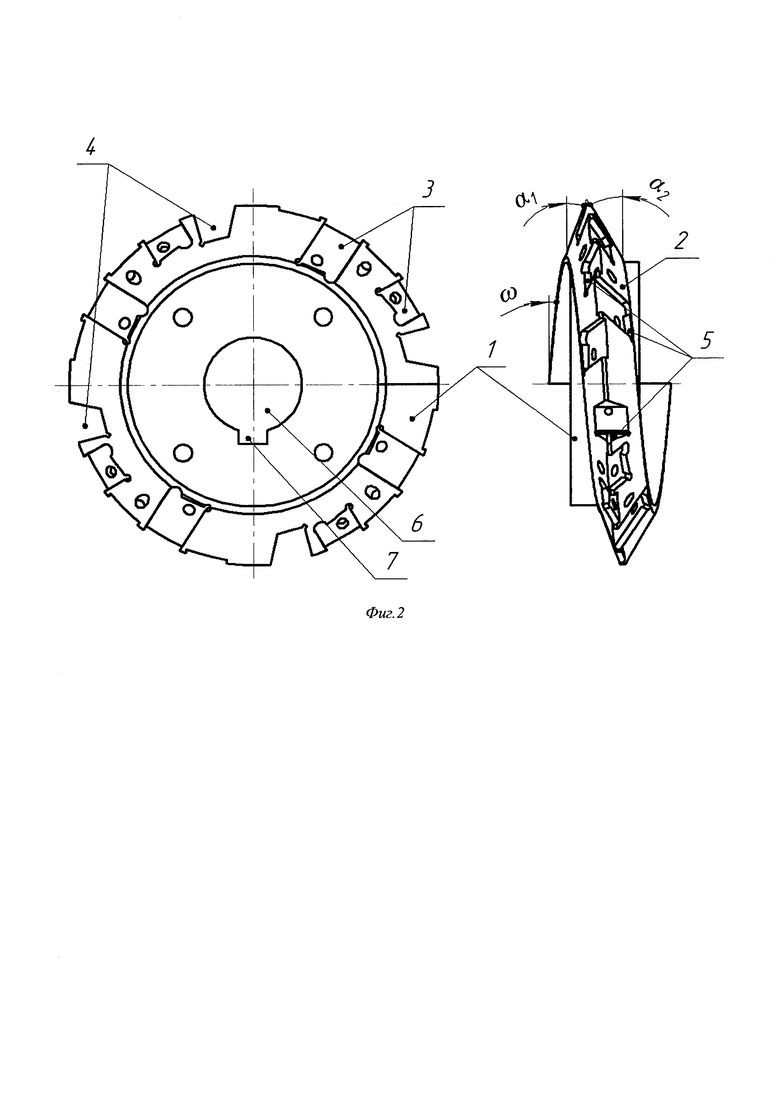
На фиг. 2 изображен диск с расположенными пазами под режущие пластины.
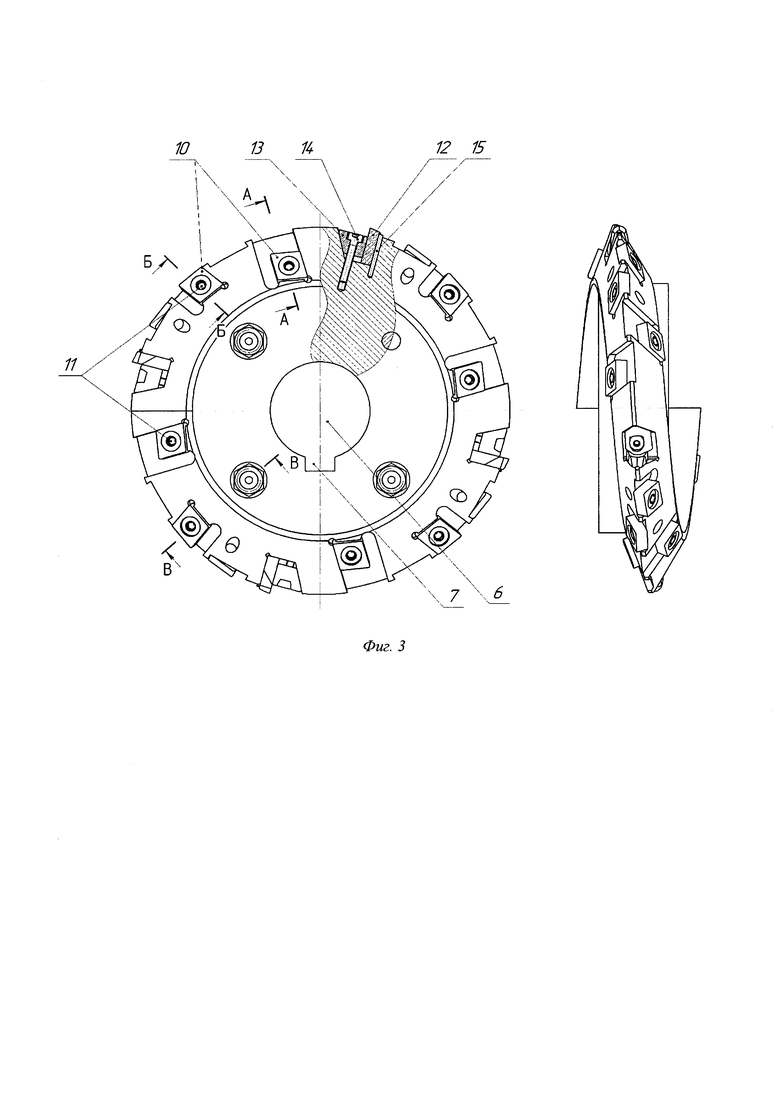
На фиг. 3 изображен вид диска с расположенными режущими пластинами и секущие плоскости А-А, Б-Б, В-В.
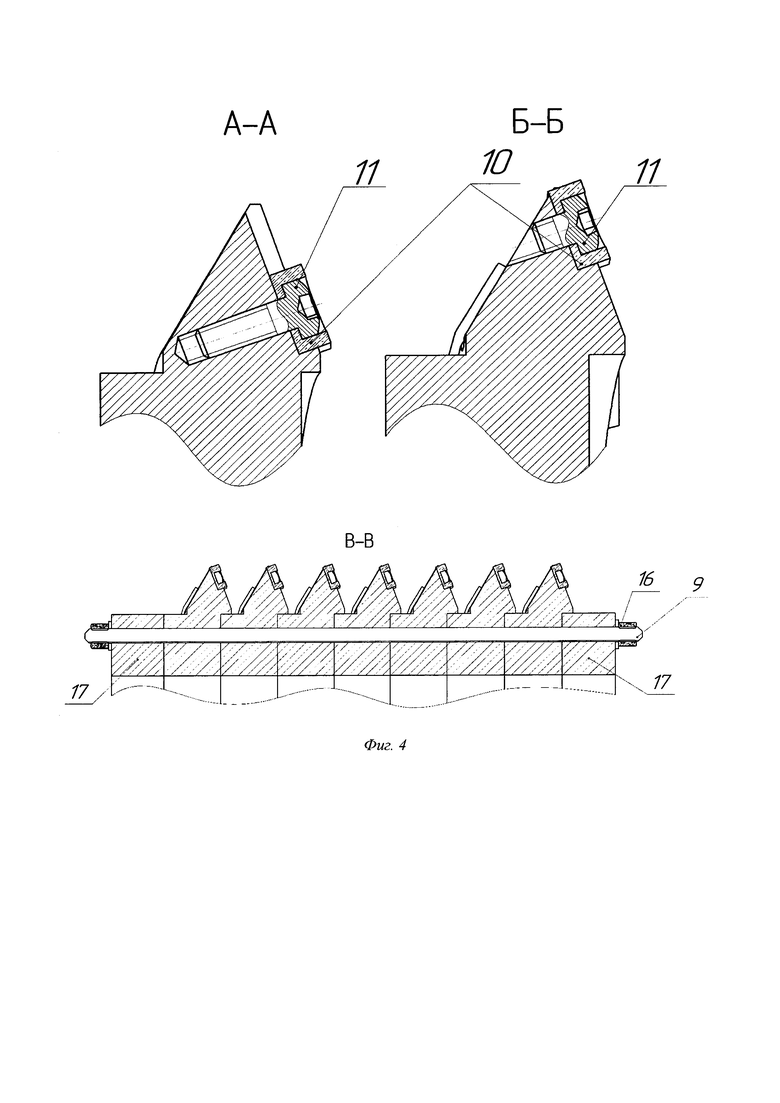
На фиг. 4 изображены сечения А-А, Б-Б, В-В.
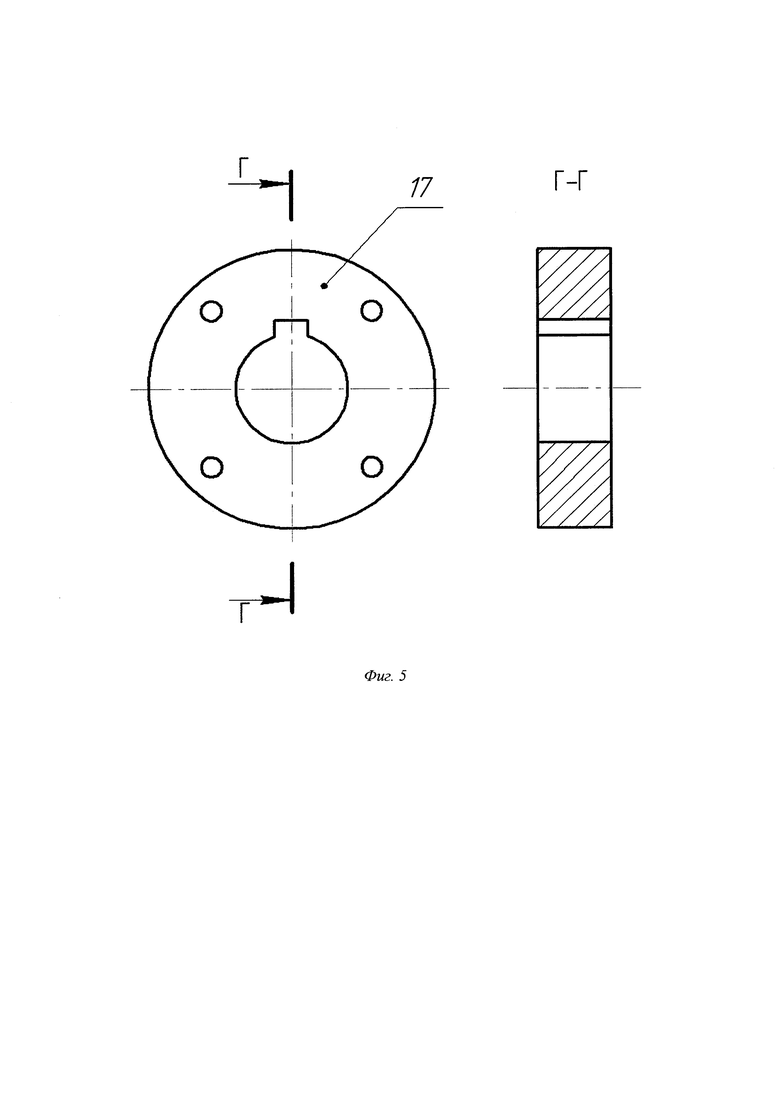
На фиг. 5 изображена цилиндрическая проставка со шпоночным пазом.
Сборная червячная фреза состоит из отдельных дисков 1, в сборе образующих корпус с винтовой поверхностью 2, которая имеет несимметричный профиль, который формирует переменный исходный контур производящей рейки с углами α1 и α2, имеющий определенный угол подъема ω, с тангенциальными 3 и радиальными пазами 4 с опорными поверхностями 5 для расположения в них режущих элементов, отверстие 6 со шпоночным пазом 7, и четыре сквозных отверстия 8 для шпилек 9, на каждом диске закреплены тангенциальные режущие пластины 10 базирующиеся в опорных поверхностях 5 при помощи винтов 11, а радиальные режущие пластины 12, фиксируются с помощью клина 13, винтом 14 и направляющего штифта 15, для исключения возможности перемещения дисков корпуса относительно оси инструмента во время фрезерования, отдельные диски собираются при помощью шпилек 9, на концах, которых имеются гайки 16. По краям корпуса имеются две цилиндрические проставки 17 для наилучшего закрепления дисков сборной червячной фрезы.
Сборная червячная фреза работает следующим образом.
Сборную червячную фрезу закрепляют на зубофрезерном станке. Сборная червячная фреза имеет вращательное движение вокруг своей оси и поступательное вдоль оси детали. Деталь, закрепленная на столе станка, имеет только вращательное движение вокруг своей оси, строго согласованное с вращением сборной червячной фрезы. При зубофрезеровании сборная червячная фреза образует с обрабатываемой заготовкой винтовое станочное зацепление.
Сборка фрезы осуществляется следующим образом: каждый отдельный диск 1 имеет винтовую поверхность, которая формирует переменный исходный контур производящей рейки с углами α1 и α2 тангенциальные 3 и радиальные пазы 4, в тангенциальных пазах 3 устанавливаются твердосплавные режущие пластины 10 и фиксируются при помощи винтов 11, а радиальные твердосплавные режущие пластины 12 устанавливаются в радиальные пазы 4 с установленным направляющим штифтом 15 и фиксируются с помощью клина 13, винтом 14. Далее все отдельные диски собираются на шпильках 9. По краям сборной червячной фрезы устанавливаются проставки 17, и вся конструкция стягивается четырьмя шпильками 9 при помощи гаек 16.
Таким образом, разработанная сборная червячная фреза является технологичной в изготовлении и обслуживании, благодаря применению одного вида (по геометрическим размерам) тангенциально расположенных режущих пластин, с возможностью их взаимозаменяемости путем поворота в случае поломки или износа одной режущей кромки. Опорные поверхности под режущие твердосплавные пластины выполнены с условием обеспечения свободного доступа инструмента при финишной обработке фрезы.
Формообразование зубчатого колеса с переменными углами зацепления достигается путем образования на архимедовом червяке несимметричного профиля, который формирует исходный контур производящей рейки с переменными углами α1 и α2, а также применения большего количества радиальных и тангенциальных режущих пластин позволяющих последовательно срезать припуск на обработку и уменьшить величину подачи на режущую пластину, обеспечить равномерность фрезерования, а также снизить величину ударных нагрузок на режущие элементы сборного инструмента. Благодаря технологичности конструкции фрезы и применению сменных твердосплавных пластин повышается стойкость и надежность сборной червячной фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборная червячная фреза с групповой схемой резания | 2019 |
|
RU2720011C1 |
| Сборная червячная фреза | 2017 |
|
RU2680122C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2013 |
|
RU2532746C1 |
| Способ затылования сборных червячных фрез | 1980 |
|
SU961925A1 |
Изобретение относится к машиностроению и может быть использовано в конструкциях металлорежущих инструментов для фрезерования деталей. Сборная червячная фреза состоит из отдельных дисков, форма которых состоит из винтовой поверхности, которая имеет определенный угол подъема ω, зависящий от модуля нарезаемого зубчатого колеса, а также от количества сменных твердосплавных пластин, расположенных на этой винтовой поверхности. В каждом отдельном диске есть радиальные и тангенциальные пазы, в которых установлены радиально и тангенциально расположенные твердосплавные режущие пластины, пластины установлены на винтовой поверхности, которая образована архимедовым червяком, с боковыми поверхностями несимметричного профиля и переменного исходного контура производящей рейки с углами α1 и α2. Обеспечивается повышение работоспособности сборной червячной фрезы. 5 ил.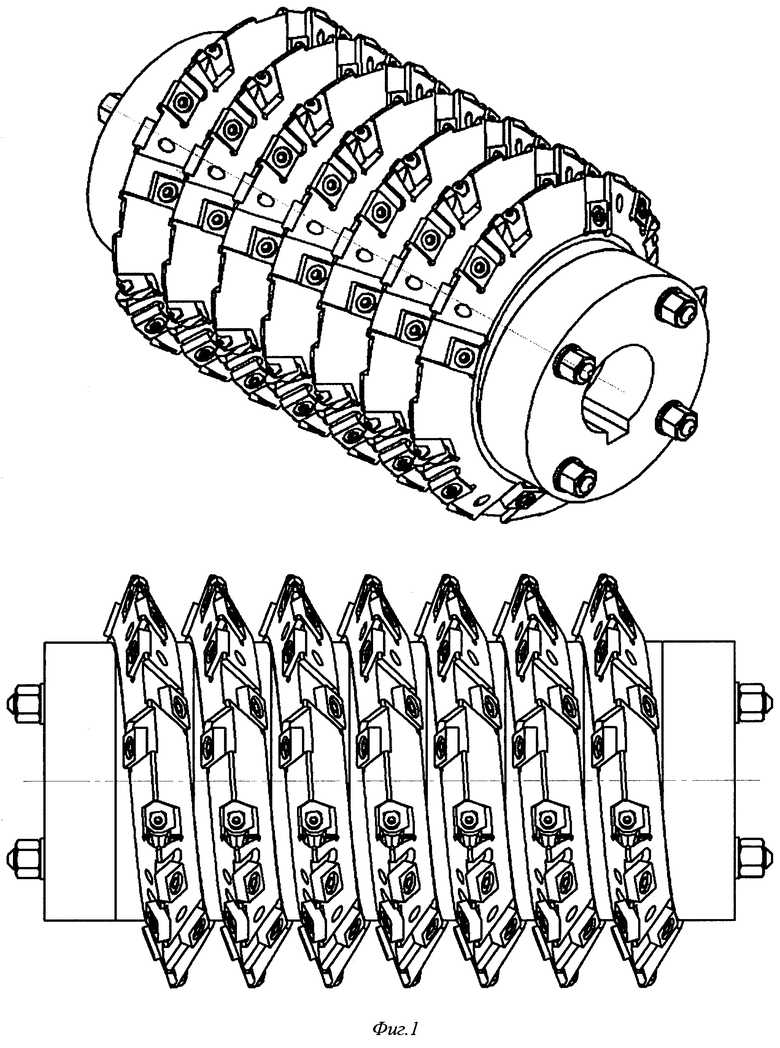
Сборная червячная фреза, содержащая корпус и установленные в нем твердосплавные режущие пластины, корпус фрезы состоит из отдельных дисков, а по краям корпуса установлены две цилиндрические проставки, корпус фрезы в сборе образует винтовую поверхность, на которой имеются радиальные и тангенциальные пазы, в которых установлены радиально основные и боковые тангенциально расположенные твердосплавные режущие пластины, диски закреплены стяжными шпильками с гайками на их концах, отличающаяся тем, что радиальные твердосплавные режущие пластины устанавливаются в радиальные пазы с установленным направляющим штифтом и фиксируются с помощью клина и винта, диски с винтовой поверхностью, которая образована архимедовым червяком, на которой боковые поверхности имеют несимметричный профиль, который образует переменный исходный контур производящей рейки с углами α1 и α2.
| Сборная червячная фреза | 2017 |
|
RU2680122C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2079397C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2009 |
|
RU2507041C2 |
| US 3688368 A1, 05.09.1972 | |||
| CN 102632302 B, 10.05.2017. | |||

