1
Изобретение относится к области общего машиностроения.
Известен резьбовой элемент из коррозионностойких сплавов, например болт, на стальной (Корпус которого нанесено многослойное покрытие, включающее слои никеля и кадмия.
Однако из-за холодной сварки между соприкасающимися поверхностями резьба лри темлературе 500-700°С заедает.
Для Предотвращения заедания резьбовых соединений применяется комбинированное двухслойное покрытие никель-кадмий. Никель и кадмий осаждаются последовательно из стандартных растворов без органических добавок, причем верхний слой (кадмий) имеет толщину в 3-4 раза меньшую, чем нижний слой (никель). Деталь с никель-кадмиевым покрытием обязательно подвергают тер-модиффузионному отжигу при температуре 330- 350°С в течение 1 - 1 час 30 мин. Температурный предел покрытия составляет 500°С; при более высокой температуре это покрытие применять не рекомендуется из-за его отрицательного влияния на механические свойства стали.
Для улучшения свинчиваемости резьбовых соединений, повышения надежности его в работе в условиях длительных нагревов (500- 700°С) предлагается резьбовой элемент, на стальной корпус которого наносят многослойное покрытие, включающее слои никеля и
кадмия, (Причем между слоями никеля и кадмия введен слой серебра, при этом отношение слоев серебра и кадмия находится в пределах от 3 : 1 до 4 : 1 при общей толщине покрытия
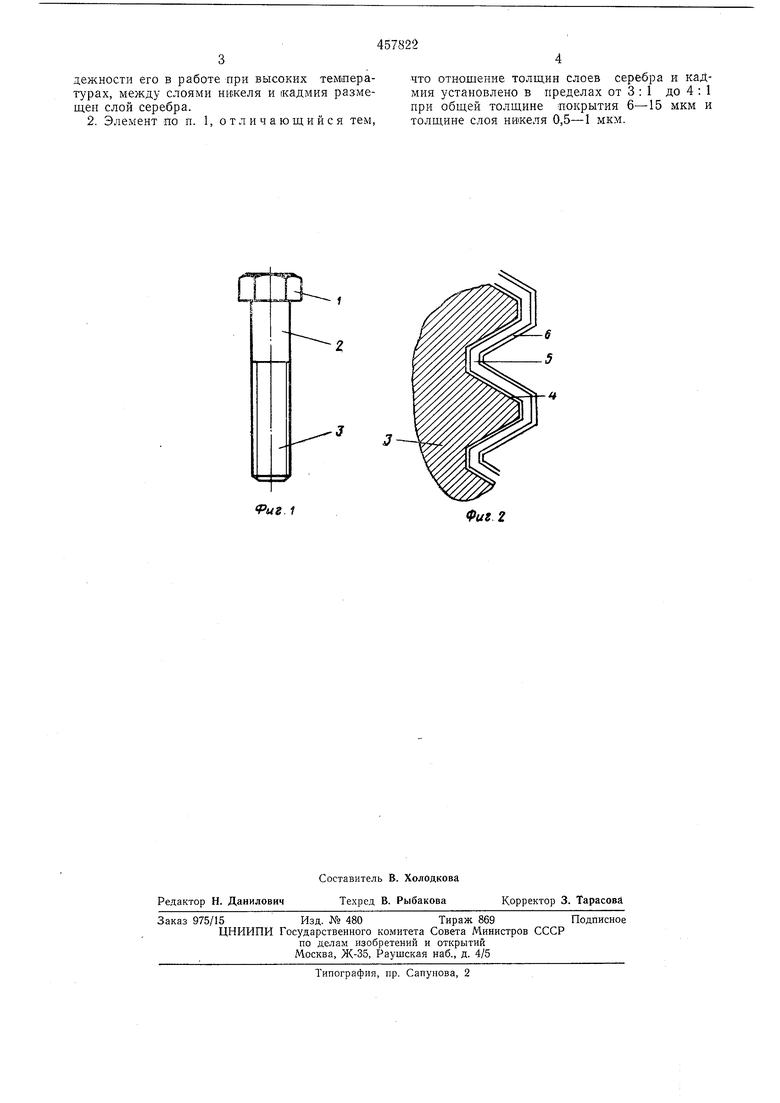
6-15 мкм и толщине слоя никеля 0,5-1 мкм. На фиг. 1 изображен болт с резьбой; на фиг. 2 дан вид резьбы по вырыву.
Болт имеет головку 1, корпус 2 с резьбой 3, на который нанесены слой 4 никеля, слой
5 серебра и слой 6 кадмия.
Предлагаемую деталь получают путем последовательного осаждения на нее электролитических слоев никеля, серебра и кадмия. При этом толщина серебряного покрытия должна
быть в 3-4 раза больще, чем кадмиевого при общей толщине покрытия 6-15 мкм. Толщина никелевого покрытия, наносимого для повышения адгезии покрытия к основе, во всех случаях не превышает 0,8-1 мкм.
После осаждения покрытий проводят пассивацию в хроматном растворе и термодиффузионный отжиг.
Предмет изобретения
I. Резьбовой элемент из коррозионностойких сплавов, например болт, на стальной корпус которого нанесено многослойное покрытие, включающее слои никеля и кадмия, отличающийся тем, что, с целью - повышения на3
дежности его в работе при высоких температурах, между слоями никеля и кадмия размещен слой серебра. 2. Элемент по п. 1, отличающийся тем,
что отношение толщин слоев серебра и кадмия установлено в пределах от 3: 1 до 4 : 1 при общей толщине покрытия 6-15 мкм и толщине слоя нижеля 0,5-1 мкм.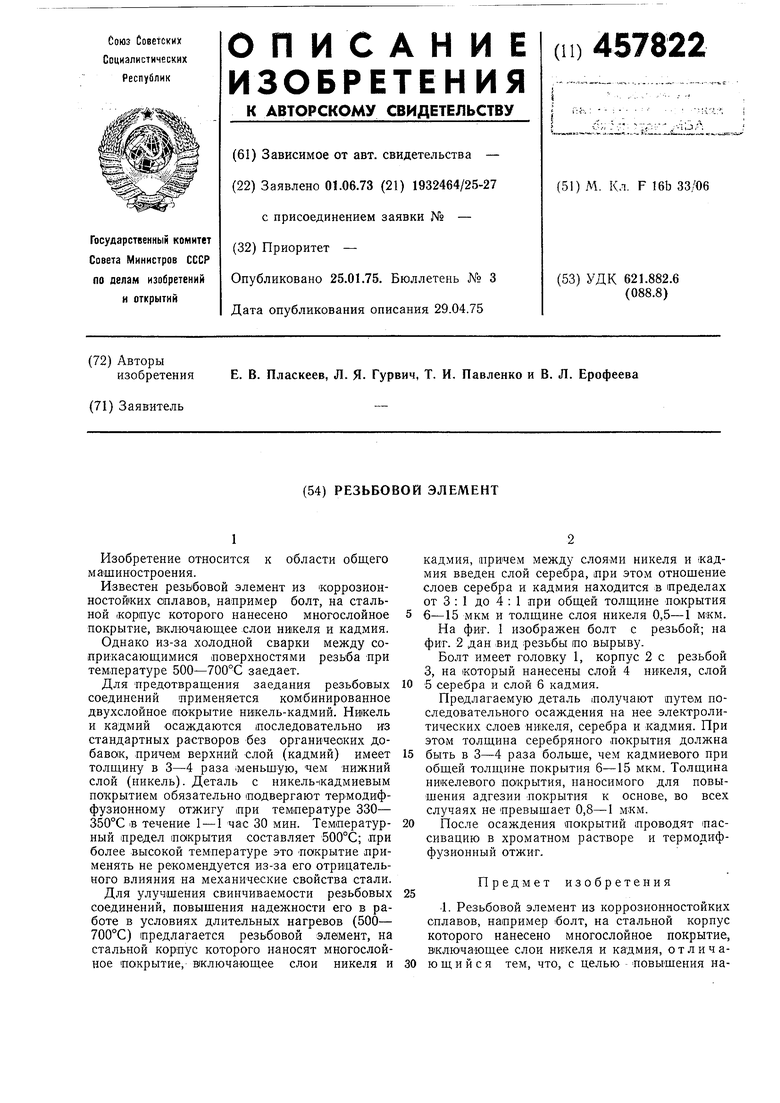
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЗАЩИТНОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ДЕТАЛИ | 2010 |
|
RU2427671C1 |
| Композиция для получения методом катодного электроосаждения металлополимерных кадмий-содержащих лакокрасочных покрытий с повышенной коррозионной стойкостью | 2018 |
|
RU2674529C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 2019 |
|
RU2718794C1 |
| МНОГОСЛОЙНОЕ ПОКРЫТИЕ, КОРРОЗИОННОСТОЙКОЕ В ГАЛОГЕНИДСОДЕРЖАЩИХ СРЕДАХ | 1993 |
|
RU2065894C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ | 2015 |
|
RU2606364C1 |
| МНОГОСЛОЙНОЕ КОМПОЗИТНОЕ ПОКРЫТИЕ НА СТАЛИ, ПОЛУЧЕННОЕ МЕТОДОМ ХИМИЧЕСКОГО ОСАЖДЕНИЯ | 2013 |
|
RU2547518C1 |
| Способ нанесения слоистых покрытий и устройство для его осуществления (варианты) | 2022 |
|
RU2797562C1 |
| МУФТОВОЕ УСТРОЙСТВО С ПОКРЫТИЕМ ДЛЯ ЭКСПЛУАТАЦИИ В ГАЗОНЕФТЯНЫХ СКВАЖИНАХ | 2011 |
|
RU2572617C2 |
| Многослойное коррозионностойкое покрытие на основе бинарного сплава тугоплавкого металла Ni-W | 2017 |
|
RU2701607C1 |
| МНОГОСЛОЙНЫЙ ЛИСТОВОЙ ИЛИ РУЛОННЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 1999 |
|
RU2149101C1 |
i-,
Риг. 1
Фиг г
