1
Изобретение касается механической обработки, в частности способов повышения стойкости режущих инструментов.
Известны способы повышения стойкости режуш,их инструментов. Однако эти способы дают незначительное повышение стойкости, ввиду того, что изделие выдерживают в слабом магнитном поле.
Описываемый способ от известных отличается тем, что с целью увеличения сопротивляемости к истиранию изделие выдерживают в магнитном поле в течение 0,1 - 1 мин с напряженностью, выбираемой из условия полного магнитного насышения материала изделия.
При этом напряженность магнитного поля для инструментальных сталей выбирают 6000-10000 э.
Для получения северной полярности на рабочей части изделия последнюю соприкасают с южным, а опорную с северным полюсами магнита.
Это позволяет повысить стойкость инструмента в 3-4 раза.
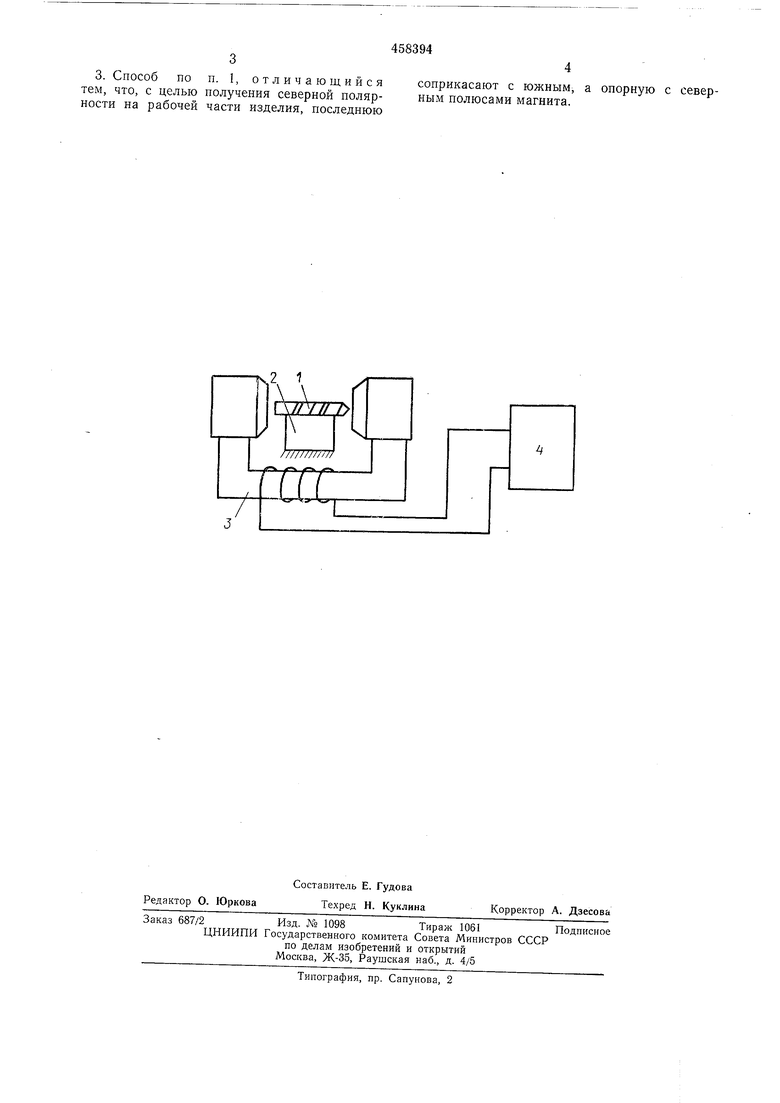
Изобретение поясняется чертежом.
Обрабатываемое изделие - сверло 1 помешают вместе с поддерживаюшим устройством 2 в поле постоянного магнита 3, питаемого от источника 4. Сверло устанавливают симметрично относительно полюсов магнита и выдерживают в таком положении в течение 0,1- 1- мин. Режимы (время и напряженность) выбирают в зависимости от габаритов и массы изделия из условия полного магнитного насыш,ения материала изделия. При этом в случае неврашающегося изделия (резец) оно может быть размещено в магнитном поле так, что его рабочая часть соприкасается с южным, а опорная с северным полюсами магнита. Это
позволяет получить на рабочей поверхности северную полярность, позволяющую резко увеличить стойкость такого изделия.
Предмет изобретения
1.Способ обработки изделий, в частности металлорежущих инструментов, согласно которому последние после термообработки помещают в постоянное магнитное поле, отличающийся тем, что, с целью увеличения сопротивляемости к истиранию, изделие выдерживают в магнитном поле с напряженностью, выбираемой из условия полного магнитного насыщения материала изделия, в течение 0,1 - 1 мин.
2.Способ по п. 1, отличающийся тем, что напряженность магнитного поля для инструментальных сталей выбирают 6000- 10000 э.
3
3. Способ по п. 1, отличающийся тем, что, с целью получения северной нолярности на рабочей части изделия, последнюю
соприкасают с южным, а опорную с северным полюсами магнита.