1
Изобретение относится к области автоматизации загрузочных средств в станкостроении.
Известны способы подсчета сориентированных деталей из немагнитного материала в процессе их ориентации переменным магнитным полем.
Подсчет сориентированных деталей осуществляют с помощью фотоэлектрических или индукционных датчиков, которые устанавливают на пути движения сориентированных деталей.
Недостатком известного способа является низкое быстродействие и точность.
С целью повышения быстродействия и точности по предлагаемому способу производят подсчет экстремумов значения тока в цени питания электромагнита, по числу которых определяют количество деталей.
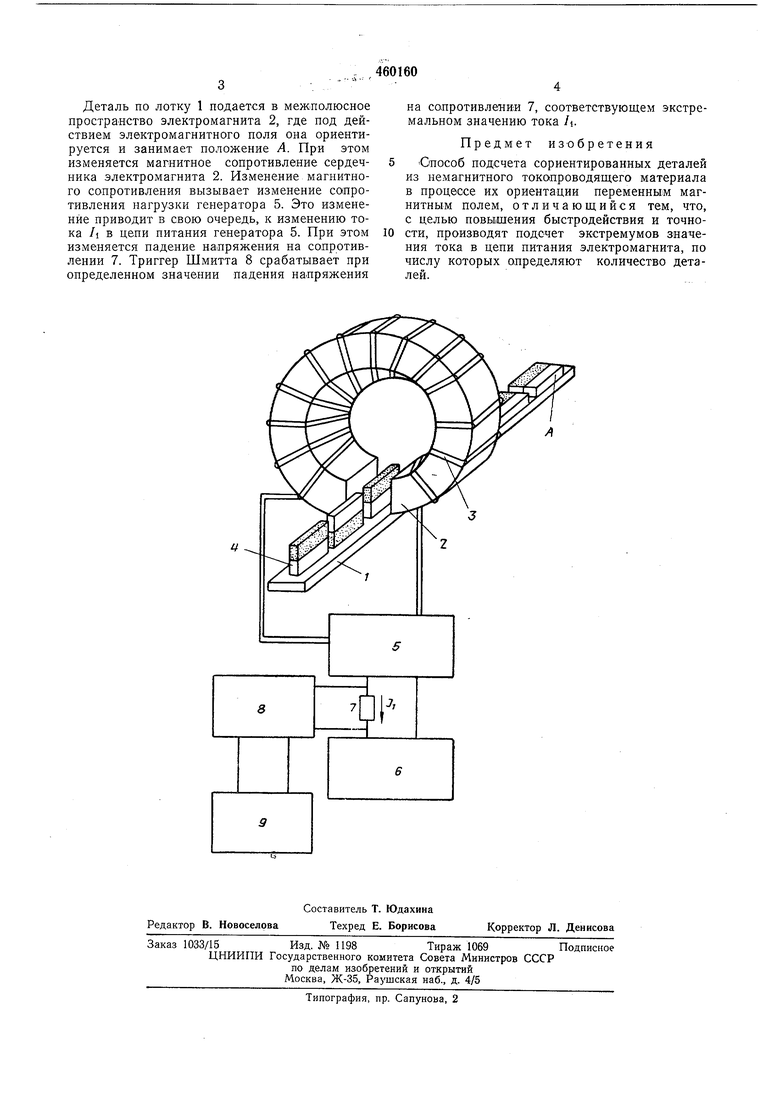
На чертеже показано устройство, реализующее предлагаемый способ.
В устройство для ориентации немагнитных деталей, содержащем средства подачи и отвода деталей, ориентирующий электромагнит с обмоткой, подключенной к генератору переменного тока, и источник питания генератора, в цепь генератора питания переменного тока последовательно включено сопротивление, параллельно которому подключен вход порогового элемента, например триггер Шмитта, выход которого соединен со счетчиком импульсов.
Триггер Шмитта реагирует на экстремальное значение тока в цепи питания генератора
переменного тока и соответственно, на экстремальное значение падения напряжения на сопротивлении, последовательно включенном в цепь питания генератора. Экстремальное значение тока в цепи питания генератора соответствует сориентированному положению детали в межполюсном пространстве электромагнита, т. е. экстремальному значению энергии системы деталь- поле. Таким образом, счетчик, соединенный с триггером Шмитта, считает сориентированную деталь одновременно с ее ориентацией.
Устройство для ориентации немагнитных токапроводящих деталей содержит лоток 1
подачи деталей, проходящий через зону действия электромагнита 2 с обмоткой 3, в межполюсном зазоре Которого ориентируется деталь 4. К обмотке 3 электромагнита 2 подключен генератор 5 переменного тока с источНИКОМ 6 питания. В цепь источника 6 питания последовательно включено сопротивление 7, подключенное параллельно входу триггера Шмитта 8, выход которого соединен со счетчиком 9 импульсов. Средством отвода деталей
является продолжение лотка 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитной ориентации токопроводящих немагнитных деталей | 1970 |
|
SU369774A1 |
| Устройство для контроля тока утечки в системах автономного электроснабжения | 1987 |
|
SU1449945A1 |
| Устройство для ориентации асимметричных ферромагнитных деталей | 1980 |
|
SU876362A1 |
| Способ бесконтактной магнитной ориентации деталей и устройство для его осуществления | 1981 |
|
SU1102641A1 |
| Устройство для автоматической фокусировки электронного луча | 1989 |
|
SU1696222A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯи | 1964 |
|
SU166069A1 |
| Источник питания для дуговой сварки на постоянном токе | 1982 |
|
SU1074672A1 |
| Устройство для проверки максимальной токовой защиты в отключенном состоянии | 1974 |
|
SU792404A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СОСТОЯНИЯ БАТАРЕИ АККУМУЛЯТОРОВ С ПЛОСКИМИ ЭЛЕКТРОДАМИ ЛАМЕЛЬНОЙ КОНСТРУКЦИИ И КОРПУСОМ ИЗ НЕПРОВОДЯЩЕГО НЕМАГНИТНОГО МАТЕРИАЛА | 1990 |
|
SU1833698A3 |
| ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1991 |
|
RU2043678C1 |
