1
Изобретение касается ультразвуковой дефектоскопии материалов и изделий.
Известен способ контроля качества поверхностного слоя материалов, заключающийся в том, что в слое возбуждают ультразвуковую волну и производят прием ее отражения от дефектов, недостатком которого является суженная область применения, обусловленная трудностями возбуждения волн в материалах с малой скоростью распространения ультразвука,
Описываемый способ отличается от известного способа тем, что возбуждают поверхностно-продольные волны в поверхностном слое контролируемого материала и по наличию их отражений судят о деф|ектности поверхностного слоя, а также тем, что возбуждают по очереди поверхностно-продольные и поверхностные волны типа Рэлея, измеряют разность времен распространения импульсов поверхностных и поверхностно-продольных волн и по ней, а также по известным скоростям поверхностно-продольных и поверхностных волн, определяют местоположение дефекта. Это расширяет область применения и упрощает процесс обнаружения дефектов в материалах с малой скоростью ультразвука, например в пластмассах.
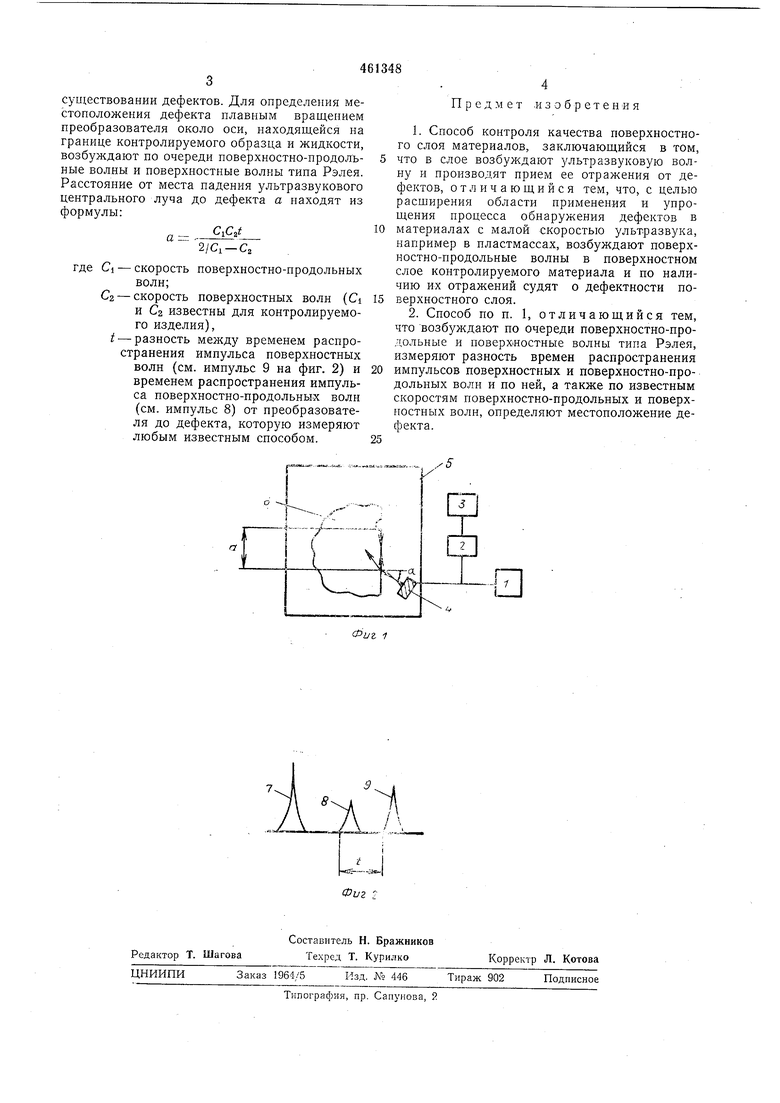
На фиг. 1 изображено устройство для реализации предложенного способа; на фиг. 2 - вид импульсов на экране осциллографа.
Устройство содержит генератор 1 импульсов, усилитель 2, подключенный к генератору 1, индикатор 3 (осциллограф), подключенный к усилителю 2, приемно-изучающий преобразователь 4, соединенный с генератором 1 и усилителем 2, иммерсионную жидкость 5 и контролируемый образец 6. На экране осциллографа номером 7 показан зондирующий импульс, 8 - импульс поверхностно-продольных волн, отраженных от деф)екта, и 9 - импульсы поверхностных волн, отраженных от этого же дефекта.
От пьезопреобразователя 4 под углом а направляют в жидкость 5 ультразвуковую волну, которая падает на границу раздела жидкости 5 - контролируемый образец 6 и трансформируется в продольную и поперечную волны. При плавном вращении преобразователя 4 подбирают такой угол а, при котором продольные волны в контролируемом материале отражаются и происходит максимальное преобразование продольных волн, распространяющихся в жидкости 5, в поверхностно-продольные волны. Поверхностно-продольные волны, распространяющиеся в поверхностном слое контролируемого образца 6, отражаются от дефектов, находящихся в этом слое и возвращаются в преобразователь 4. Этот момент фиксируют по появлению импульса на экране индикатора 3, и по наблюдению его судят о
существовании дефектов. Для определения местоположения дефекта плавным вращением преобразователя около оси, находящейся на границе контролируемого образца и жидкости, возбуждают по очереди поверхностно-продольные волны и поверхностные волны типа Рэлея. Расстояние от места падения ультразвукового центрального луча до дефекта а находят из формулы:
CiCzf
а
2/Ci-C2
е Ci - скорость поверхностно-продольных
волн;
Cz - скорость поверхностных волн (Ci и Cz известны для контролируемого изделия),
i-разность между временем распространения импульса поверхностных волн (см. импульс 9 на фиг. 2) и временем распространения импульса поверхностно-продольных волн (см. импульс 8) от преобразователя до дефекта, которую измеряют любым известным способом.
Предмет .изобретения
1.Способ контроля качества поверхностного слоя материалов, заключающийся в том, что в слое возбуждают ультразвуковую волну и производят прием ее отражения от дефектов, отличающийся тем, что, с целью расширения области применения и упрощения процесса обнаружения дефектов в материалах с малой скоростью ультразвука, например в пластмассах, возбуждают поверхностно-продольные волны в поверхностном слое контролируемого материала и по наличию их отражений судят о дефектности поверхностного слоя.
2.Способ но п. 1, отличающийся тем, что возбуждают по очереди поверхностно-продольные и поверхяостные волны типа Рэлея, измеряют разность времен распространения импульсов поверхностных и поверхностно-продольных волн и по ней, а также по известным скоростям поверхностно-продольных и поверхностных волн, определяют местоположение дефекта.
-5
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой толщиномер | 1974 |
|
SU658857A1 |
| Ультразвуковой способ измерения физических параметров вещества | 1981 |
|
SU1002901A1 |
| Способ определения акустических параметров материалов | 1988 |
|
SU1682915A1 |
| Устройство для ультразвукового контроля изделий в виде тел вращения | 1979 |
|
SU896548A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МИКРОДЕФЕКТОВ В ЛИСТОВОМ СТЕКЛЕ | 2009 |
|
RU2390770C1 |
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ТОНКОЛИСТОВОГО ПРОКАТА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2004 |
|
RU2262694C1 |
| Устройство для иммерсионного ультразвукового контроля | 2020 |
|
RU2723913C1 |
| Способ ультразвукового контроля конических резьбовых соединений с упорными уступами | 1991 |
|
SU1792530A3 |
| Способ ультразвукового контроля изделий | 1978 |
|
SU855485A1 |
| Способ ультразвукового контроля сварных соединений изделия | 1981 |
|
SU989472A1 |
