Изобретение относится к области контроля качества листового стекла, других листовых материалов и может быть использовано при их производстве и последующей эксплуатации для количественного контроля и визуализации наличия в них микродефектов типа микро- и нанотрещин, других структурообразующих стекловидных образований.
Известен способ ультразвукового контроля структуры материала, заключающийся в том, что в контролируемое изделие излучают импульсы ультразвуковой продольной волны, принимают прошедшую через контролируемое изделие волну, измеряют время распространения волны, определяют скорость распространения волны, по которой оценивают структуру материала. При этом излучение и прием волны осуществляются разными преобразователями, которые расположены на одной поверхности и жестко соединены между собой (см. патент РФ №2060494, МПК G01N 29/10).
Однако при использовании этого способа можно только качественно судить о наличии в материале (в чугуне - графитовых зерен, в стекле - локальных уплотнений) структурных дефектов, количество которых влияет на скорость распространения ультразвука, причем количество этих дефектов должно быть весьма значительным, чтобы заметно повлиять на скорость звука (не менее 0.1% концентрации). Кроме того, наличие микротрещин практически не влияет на скорость продольного ультразвука, так как их удельный объем исчезающее мал, и для их обнаружения указанный способ вообще не подходит.
Известен способ ультразвукового контроля структуры листового стекла, заключающийся в том, что в контролируемое листовое стекло ультразвуковым преобразователем излучают ультразвуковые импульсы. Ультразвуковые импульсы имеют частоту 7 МГц и более. Импульсы, распространяясь по толщине стекла, отражаются от структурообразующих стекловидных образований и принимаются этим же ультразвуковым преобразователем, после чего отраженные ультразвуковые импульсы регистрируют на бумажном или электронном носителе в виде светлых и темных участков, интенсивность которых соответствует плотности структурообразующих стекловидных образований в стекле (см. патент РФ №2266533, МПК G01N 29/06).
Этот способ достоверно определяет распределение по толщине листа дефектов типа стекловидных образований иной плотности, однако он не позволяет обнаруживать микротрещины, подавляющее большинство которых имеет поверхность, перпендикулярную к поверхности листа. Кроме того, ультразвуковой преобразователь не может покрывать большую площадь листа вследствие квадратичного возрастания его стоимости, поэтому контроль листового стекла таким способом сопряжен с большими затратами времени.
Наиболее близким способом по совокупности признаков является нелинейный акустический способ обнаружения трещин и их местоположений в конструкции, заключающийся в том, что в конструкцию периодически излучают ультразвуковую волну, последовательно меняя ее угол ввода αi от минимально необходимого до максимального, формируя тем самым диапазон исследуемых дальностей. Для каждого значения угла ввода αi определяют текущее распределение значений амплитуды модуляции ультразвуковой волны от дальности, по крайней мере, для двух частот низкочастотной вибрации (см. патент РФ №2274859, МПК G01N 29/04).
Из полученных распределений выбирают и регистрируют для каждой дальности только максимальные значения амплитуд модуляции ультразвуковых волн. По ним судят о наличии и величине трещин. О местоположении трещин судят по временной задержке распространения ультразвуковой волны. В устройстве установлены блок управления и электронный узел изменения угла ввода ультразвуковой волны, выполненный в виде акустической призмы с установленной на ее поверхности матрицей из n ультразвуковых преобразователей и соединенного с ними блока коммутации. Блок коммутации выполнен с возможностью одновременной поэлементной коммутации m(m<n) ультразвуковых преобразователей и соединен с блоком управления и ультразвуковым эхолокатором. Эхолокатор подключен к блоку обработки информации, с которым соединен также и блок управления. Блок возбуждения низкочастотных колебаний содержит последовательно соединенные генератор низкой частоты и вибратор.
В данном способе используется возбуждение плоских ультразвуковых волн, входящих под разными углами в исследуемый объект, а информация о дефекте передается рассеянной на нем ультразвуковой волной. Это физически возможно, если толщина детали значительно больше длины ультразвуковой волны (не менее чем в 10 раз), так как в противном случае могут возбуждаться только пластинчатые волны Лэмба, распространяющиеся только вдоль поверхности детали независимо от угла ввода. Это ограничивает возможности данного способа для контроля листового стекла, имеющего толщину порядка длины волны ультразвука. Например, на частоте ƒ=1 МГц длина волны ультразвука в стекле λ≈5 мм, поэтому способ, заявленный в прототипе, может быть использован для листового стекла толщиной не менее 50 мм, что встречается очень редко. Для контроля листового стекла толщиной 5 мм таким способом нужно использовать частоту не менее ƒ=10 МГц, однако в этом случае затухание ультразвука возрастает более чем в 100 раз и для приема рассеянного сигнала потребуется аппаратура очень высокой чувствительности, что значительно повышает стоимость установки контроля и снижает ее удобство в эксплуатации из-за чувствительности к паразитным сигналам. К тому же для получения высокой точности определения местоположения дефекта требуется большое число n преобразователей в матрице, расположенной на акустической призме. Так, для точности определения координаты трещины Δ=1 мм на расстоянии от призмы R=1 м должно быть n=1000.
Однако изготовление такой призмы требует сложной и дорогостоящей технологии. Кроме того, в этом способе не определен метод измерения размеров трещины. В указанном способе вследствие значительного ослабления измерительного сигнала для контроля листового стекла больших размеров потребуется, как и в аналоге, перемещение измерительных элементов по всей площади листа, что значительно увеличивает время на проведение контроля.
Задачей изобретения является обнаружение микротрещин в стекле при помощи рассеяния волны Лэмба, что позволит определять положение и размер трещин с погрешностью не более 1 мм на расстоянии до 3 м.
Техническим результатом изобретения является снижение времени контроля при сохранении точности контроля микротрещин и других дефектов листового стекла любой толщины и их визуализации, а также упрощение конструкции за счет отказа от сложной в изготовлении многогранной акустической призмы с установленной на ее поверхности матрицей из n ультразвуковых преобразователей и вибратора.
Поставленная задача достигается тем, что в способе ультразвукового контроля микродефектов в листовом стекле, включающем возбуждение ультразвуковых импульсов в контролируемом листовом стекле излучающими ультразвуковыми преобразователями, прием и анализ рассеянного на микродефектах излучения, по которому судят о координатах и размерах дефектов, согласно решению излучающие ультразвуковые преобразователи располагают вдоль одной оси координат на поверхности стекла, поочередно каждым ультразвуковым преобразователем возбуждают ультразвуковые пучки волн Лэмба с импульсной модуляцией, которые имеют несущую частоту не менее 1 МГц, длительность импульсов не более 20 мкс, прием рассеянного излучения осуществляют выходными ультразвуковыми преобразователями, которые располагают по линии, перпендикулярной оси расположения излучающих преобразователей, вне зоны ультразвуковых импульсов вдоль всей контролируемой области на поверхности стекла.
Заявляемый способ поясняется чертежом, на котором представлена схема осуществления способа ультразвукового контроля микродефектов в листовом стекле, где
1 - блок управления и обработки;
2 - генератор радиоимпульсов;
3 - стекло;
4 - трещина;
5 - компьютер;
6 - излучающие ультразвуковые преобразователи;
7 - приемные ультразвуковые преобразователи.
Один выход блока управления и обработки 1 подключен к генератору радиоимпульсов 2, один выход которого подключен к входу блока управления 1, а другой - к излучающим ультразвуковым преобразователям 6. Приемные ультразвуковые преобразователи 7 подключены ко входам блока управления и обработки 1. Другой выход блока управления и обработки 1 подключен ко входу компьютера 5. На исследуемой поверхности стекла 3 вдоль одной оси координат располагают излучающие ультразвуковые преобразователи 6, а по линии, перпендикулярной указанной оси расположения излучающих преобразователей 6, размещают приемные ультразвуковые преобразователи 7.
Контроль микродефектов в листовом стекле осуществляется следующим образом.
Блок управления и обработки 1 включает генератор радиоимпульсов 2, вырабатывающий прямоугольные импульсы с радиочастотным заполнением с частотой, близкой к резонансной частоте излучающих ультразвуковых преобразователей 6. Временной интервал между этими импульсами должен быть больше времени прохождения двойной длины листа стекла 3. Импульсы поочередно подают на излучающие ультразвуковые преобразователи 6, в которых электрический сигнал преобразуется в импульс ультразвуковой волны Лэмба, распространяющийся в листе стекла 3 в виде ограниченного по ширине пучка. Если на пути распространяющегося импульса встречается микродефект в виде инородного включения или трещины 4, имеющей ширину от 1 нм и более, то происходит рассеяние волны Лэмба в такие же волны, распространяющиеся в разные стороны. Приемные ультразвуковые преобразователи 7, расположенные вне зоны ультразвуковых пучков, принимают рассеянные сигналы в виде импульсов. В блоке управления 1 измеряются времена прихода этих импульсов на приемные ультразвуковые преобразователи 7 и передаются в компьютер 5, который по длительности распространения волны от излучающего ультразвукового преобразователя 6 до приемных ультразвуковых преобразователей 7 вычисляет координаты рассеивающих микродефектов и на мониторе формирует их изображение.
В отличие от известного нелинейного акустического способа обнаружения трещин и их местоположений в конструкции, заключающегося в том, что в листовое стекло вводятся под разными углами ультразвуковые импульсы с помощью ультразвуковых преобразователей, расположенных на многогранной акустической призме, ввод зондирующих ультразвуковых импульсов в контролируемое листовое стекло согласно предлагаемому способу осуществляется ультразвуковыми преобразователями, размещенными на поверхности стекла вдоль одной оси координат. При этом преобразователи поочередно излучают ультразвуковые пучки волн Лэмба с импульсной модуляцией, которые имеют несущую частоту не менее 1 МГц, что определяется областью существования волн Лэмба в листовом стекле толщиной менее 12 мм, длительность импульсов не более 20 мкс (более длинные импульсы затрудняют обнаружение близко расположенных дефектов). Пучки волн Лэмба распространяются через контролируемую область стекла параллельно его поверхности вдоль другой оси координат, рассеиваются на микротрещинах и других дефектах и принимаются ультразвуковыми преобразователями, расположенными вне зоны ультразвуковых пучков вдоль всей контролируемой области на поверхности листа, после чего принятые импульсы направляют в блок управления и обработки, где проводят измерение временных интервалов от момента излучения до момента их поступления на приемные преобразователи, эти данные передают в компьютер, где вычисляют координаты и размер микротрещин и других микродефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИКИ СОСТОЯНИЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2000 |
|
RU2156455C1 |
| НЕЛИНЕЙНЫЙ АКУСТИЧЕСКИЙ СПОСОБ ОБНАРУЖЕНИЯ ТРЕЩИН И ИХ МЕСТОПОЛОЖЕНИЙ В КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2274859C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2005 |
|
RU2299430C1 |
| СЕЛЕКТИВНЫЙ АКУСТИКО-ЭМИССИОННЫЙ ПЬЕЗОПРЕОБРАЗОВАТЕЛЬ УПРУГИХ ВОЛН | 2011 |
|
RU2493672C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБОПРОВОДА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2629896C1 |
| СПОСОБ ВНУТРИТРУБНОЙ УЛЬТРАЗВУКОВОЙ ДИАГНОСТИКИ СОСТОЯНИЯ ТРУБОПРОВОДА | 1999 |
|
RU2153163C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2214590C2 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| Способ ультразвукового контроля поверхности кварцевых керамических изделий на наличие царапин | 2022 |
|
RU2789244C1 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ ПОВЕРХНОСТНЫХ ВОЛН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2520950C1 |
Использование: для ультразвукового контроля микродефектов в листовом стекле. Сущность: заключается в том, что осуществляют возбуждение ультразвуковых импульсов в контролируемом листовом стекле излучающими ультразвуковыми преобразователями, прием и анализ рассеянного на микродефектах излучения, по которому судят о координатах и размерах дефектов, при этом излучающие ультразвуковые преобразователи располагают вдоль одной оси координат на поверхности стекла, поочередно каждым ультразвуковым преобразователем возбуждают ультразвуковые пучки волн Лэмба с импульсной модуляцией, которые имеют несущую частоту не менее 1 МГц, длительность импульсов не более 20 мкс, прием рассеянного излучения осуществляют выходными ультразвуковыми преобразователями, которые располагают по линии, перпендикулярной оси расположения излучающих преобразователей, вне зоны ультразвуковых импульсов вдоль всей контролируемой области на поверхности стекла. Технический результат: снижение времени контроля при сохранении точности контроля микротрещин и других дефектов листового стекла различной толщины, а также обеспечение возможности использования более простой конструкции для ультразвукового контроля микродефектов в листовом стекле. 1 ил.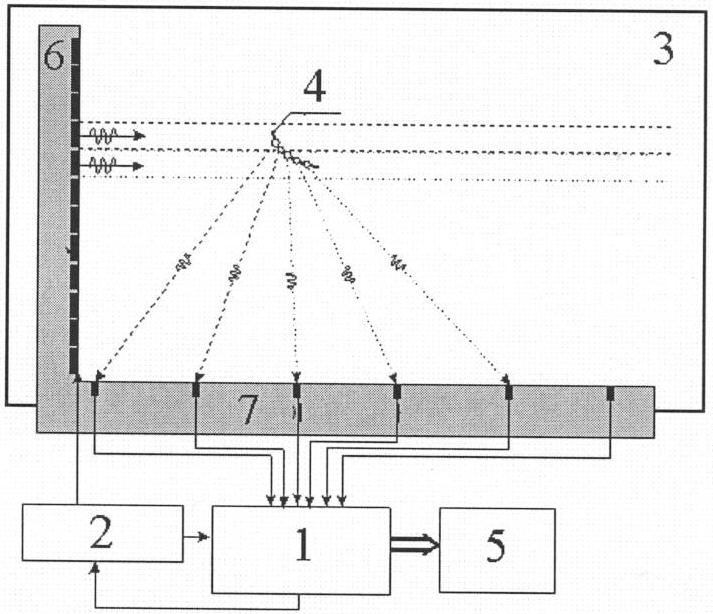
Способ ультразвукового контроля микродефектов в листовом стекле, включающий возбуждение ультразвуковых импульсов в контролируемом листовом стекле излучающими ультразвуковыми преобразователями, прием и анализ рассеянного на микродефектах излучения, по которому судят о координатах и размерах дефектов, отличающийся тем, что излучающие ультразвуковые преобразователи располагают вдоль одной оси координат на поверхности стекла, поочередно каждым ультразвуковым преобразователем возбуждают ультразвуковые пучки волн Лэмба с импульсной модуляцией, которые имеют несущую частоту не менее 1 МГц, длительность импульсов не более 20 мкс, прием рассеянного излучения осуществляют выходными ультразвуковыми преобразователями, которые располагают по линии, перпендикулярной оси расположения излучающих преобразователей, вне зоны ультразвуковых импульсов вдоль всей контролируемой области на поверхности стекла.
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТРУКТУРЫ ЛИСТОВОГО СТЕКЛА | 2004 |
|
RU2266533C1 |
| НЕЛИНЕЙНЫЙ АКУСТИЧЕСКИЙ СПОСОБ ОБНАРУЖЕНИЯ ТРЕЩИН И ИХ МЕСТОПОЛОЖЕНИЙ В КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2274859C1 |
| Способ ультразвуковой дефектоскопии листового материала волнами Лэмба | 1986 |
|
SU1462184A1 |
| Ультразвуковой способ контроля биметаллических листов | 1976 |
|
SU589577A1 |
| JP 61097564 A, 16.05.1986 | |||
| JP 2004053309 A, 19.02.2004 | |||
| Порошковая композиция для получения покрытий | 1983 |
|
SU1171494A1 |
| US 6182512 B1, 06.02.2001. | |||

