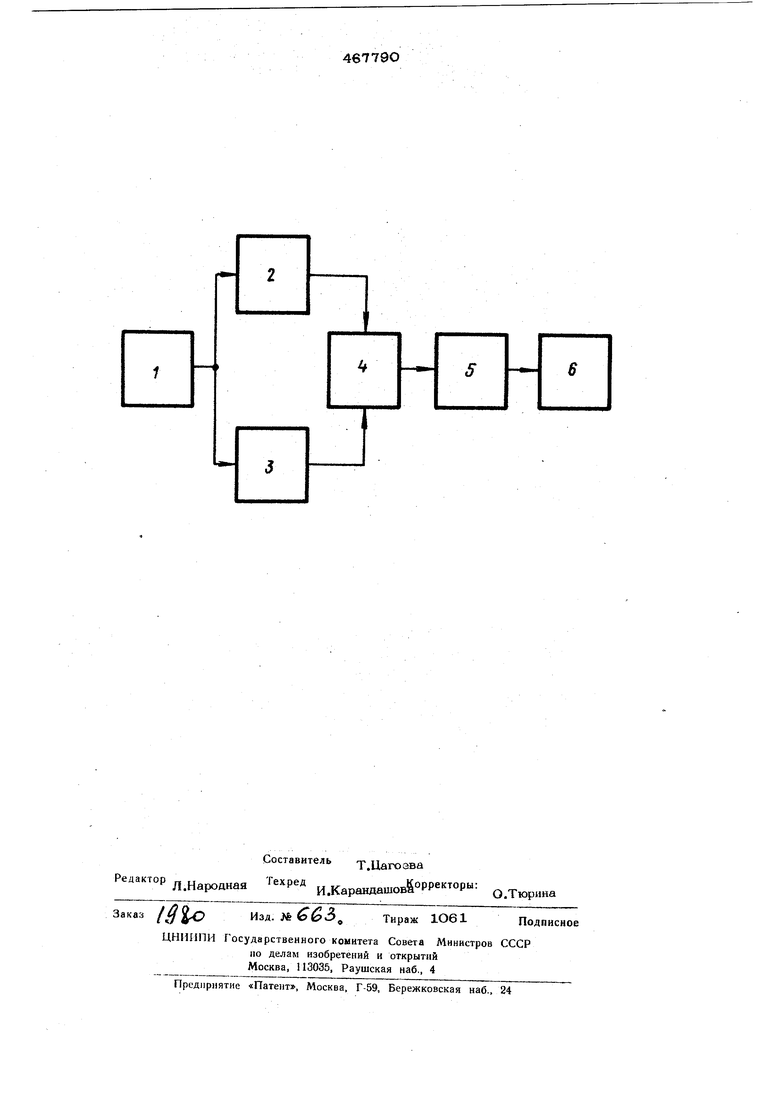
или Pi, UlcosYi. ) где и - напряжение, приложенное к жимам двигателя; XQ.- активный ток; т. - полный ток; - фаза между напряжением , и KON. Учигьюая (2) и (З) перепишем (1) ui cosYj -и1эСОзУэ рС1аК-1йэ) Таким образом, разность токов дГЛцЧэ асинхронного двигателя подачи контролируемого инструмента и модели асинхронн го двигателя подачи эталонного инструм та можно рассматривать как двухмерный сигнал, представленный на комплексной плоскости, состоящей из величины тока Д1о пропорциональной контро шруемой величины; и величины тока д,,,, вызы ваемой действием мещающих факторов (н магничивания, потерь и т. д.). Вектор сигнала разбаланса токов аси ронного двигателя и модели в фазочувствительном устройстве скаляр умножаются на опорное напряжение .iN-AloN , где Ц - опорное напряжение. С помощью фазорегулятора устанавли ют вспомогательный вектор N дак, чтоб он был ортогонален вектору д . яв ляющемуся помехой в процессе измерени При скалярном умножений должно Ъыпоянягься условие , при котором исключается влияние мещающего фактора на результат измерения и поэтому урайнение (4) можно переписать так: ()й1а. Исгояник энергии 1 питает двигатель2 .подачи контролируемого инструмента и модель 3 двигателя подачи эталонного режущего инструмента. Многофазный асинхронный двигатель 2 п0 своему рабочему процессу эквивалентен трансформатору, нагруженному на активное сопротивление. Поэтому процессы, происходящие в двигателе с эталонной нагрузкой на режущий инструмент, могут быть осуществлены с помощью модели 3, представляющей собой схему замещения асинхронного двигателя по аналогии с трансформатором и учитьтающей влияние потерь двигателя на результат измерения. Токи двигателя 2 и модели 3 подаются на сравнивающее устройство 4, а потом на фазочувствительное устройство 5, выход которого соединен с индикатором 6. Предмет изо,б ре тения Способ контроля нагрузки на режущий инструмент металлообрабатывающих станков в процессе их работы, заключающийся в измерении изменения тока питания двигателя, перемещающего инструмент, о т л и ч а ющ и и с я тем, что, с целью повыщения точности измерения и отстройки от помех, контрсйь производят с п6мощ ю электрической модели двигателя, ток двигателя, перемещающего инструмент, сравнивают с ток он электрической модели двигате/ш и определяют вектор разностного тока, который скалярно умножают на опорное напряжение, направление которого устанавливают ортотональным составляющей вектора разностного гока, и по произведению судят о величине нагрузки 9 режущий инртйумент.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ защиты инструмента при сверлении отверстий малого диаметра | 1985 |
|
SU1269921A1 |
| Устройство для контроля нагрузки на режущий инструмент металлообрабатывающих станков | 1972 |
|
SU466069A1 |
| УСТРОЙСТВО АНАЛОГОВОГО ДАТЧИКА РЕАКТИВНОЙ СОСТАВЛЯЮЩЕЙ ПЕРЕМЕННОГО ТОКА | 2017 |
|
RU2673335C2 |
| Регулятор подачи буровой машины | 1984 |
|
SU1162952A1 |
| ЭЛЕКТРОМАГНИТНЫЙ МНОГОПАРАМЕТРОВЫЙ СПОСОБ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ МЕТАЛЛИЧЕСКИХИЗДЕЛИЙ | 1970 |
|
SU258687A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ МОЩНОСТИ ФРЕЗЕРОВАНИЯ ПРИ ОБРАБОТКЕ ГОРБЫЛЯ | 2010 |
|
RU2416512C1 |
| Устройство для измерения запирающего напряжения электровакуумных приборов | 1977 |
|
SU654916A1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| Устройство для автоматической отстройки от зазора при многочастотном контроле | 1973 |
|
SU561127A1 |
| Способ измерения нагрузки на режущий инструмент | 1983 |
|
SU1151360A1 |