Изобретение относится к деревообработке и может быть использовано на лесопильно-деревообрабатывающих предприятиях для обработки горбыля.
Известна система автоматического регулирования мощности фрезерования при обработке горбыля, обеспечивающая изменение скорости подачи заготовки в зависимости от нагрузки на фрезе, включающая регулятор скорости, связанный с двигателем привода фрезы и двигателем подачи заготовки (см. патент RU 2279973, кл. В27С 1/00, опубл. 20.07.2006). Недостатком известного устройства является нерациональное регулирование скорости подачи в автоматическом режиме.
Задачей изобретения является устранение указанного недостатка. Технический результат заключается в повышении эффективности и надежности работы фрезерного оборудования. Поставленная задача решается, а технический результат достигается тем, что в системе автоматического регулирования мощности фрезерования, обеспечивающей изменение скорости подачи заготовки в зависимости от нагрузки на фрезе и включающей регулятор скорости, связанный с двигателем привода фрезы и двигателем подачи заготовки, в качестве регулятора скорости используется регулятор пропорционально-интегрального типа, на вход которого подается суммарное напряжение от задатчика скорости и отрицательной обратной связи по току, причем указанная обратная связь реализована посредством установленных друг за другом батареи трансформаторов тока, выпрямительного моста, потенциометра, стабилитрона и блока ограничения выходного напряжения.
На фиг.1 представлена функциональная схема предлагаемой системы;
на фиг.2 - номограмма определения скорости подачи.
Особенностью заготовок горбыля является крайне неравномерная толщина слоя, который необходимо снять для получения изделия. В процессе обработки, в зависимости от величины снимаемого слоя и его твердости, меняется нагрузка, приходящаяся на фрезерное оборудование. При этом для сглаживания подобных неоднородностей необходимо регулировать скорость подачи заготовки: чем больше нагрузка, тем ниже должна быть скорость подачи. В промышленных условиях предпочтительнее управлять скоростью подачи заготовки, стабилизируя мощность фрезерования. В этом случае система автоматического управления представляет собой автоматическую систему регулирования мощности фрезерования, которая может быть представлена в виде предлагаемой системы.
В предлагаемой системе фактическая мощность резания измеряется косвенным образом по току. Полученный сигнал в виде обратной связи подается на разностное звено, где сравнивается с электрическим напряжением задатчика тока (скорости подачи) в виде некоторого напряжения. Получается сигнал рассогласования, который подается на звенья регулирующего устройства.
В соответствии с алгоритмом автоматического регулятора вырабатывается регулирующий фактор, который через преобразователь частоты обеспечивает изменение частоты питающего напряжения электродвигателя механизма подачи станка. Сравнивающие и регулирующие звенья автоматической системы регулирования сосредоточены в одном микропроцессоре.
Автоматическая система регулирования призвана отработать не только изменение припуска на обработку, но и неоднородные включения (сучок, кора и т.п.).
В основе предлагаемой системы регулирования мощности фрезерования горбыля лежит использование обратной связи по току статора асинхронного двигателя 1 привода фрезы. На входе регулятора скорости 2, где реализован пропорционально-интегральный закон регулирования, суммируются напряжения задания скорости uз.с. и отрицательной обратной связи по току uo.c.. Обратная связь реализована посредством установленных друг за другом батареи трансформаторов тока 3-5, выпрямительного моста 6, потенциометра 7 и стабилитрона 8, и блока ограничения 9 выходного напряжения. Выходными сигналами регулятора являются сигналы управления частотой uf преобразователя частоты 10.
Формирование темпа изменения скорости на двигателе 11 подачи заготовки осуществляется с помощью задатчика скорости 12, на вход которого поступает напряжение uу.c управления скоростью двигателя 11. Возмущающие воздействия t, W, НВ вызывают изменения момента сопротивления Мс на валу электродвигателя 1.
Регулирование скорости подачи заготовки производится с учетом колебаний момента сопротивления на валу электродвигателя 1 привода фрезы под действием случайных факторов. Изменение момента сопротивления приводит к появлению отклонения силы тока двигателя 1 от номинального значения. Зафиксированное отклонение, умноженное на коэффициент передачи, вычитается с противоположным знаком из фактической скорости подачи. Скорректированная подача заготовки выводит работу двигателя на номинальный режим.
Возможно усовершенствование предлагаемой системы, то есть увеличение быстродействия и устойчивости системы, на основе применения адаптивной системы управления с эталонной моделью ЭМ.
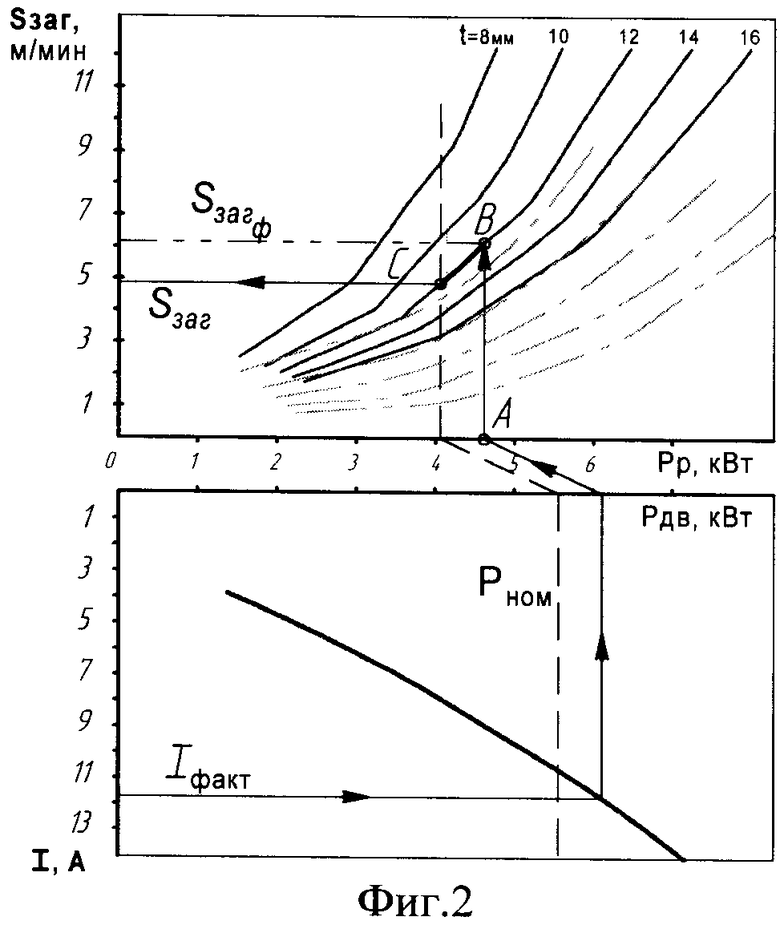
Эталонная модель представляет собой совокупность статических характеристик объекта управления, определяющих связь между значениями входа и выхода. Графически эталонная модель представлена номограммой на фиг.2. В верхней части номограммы изображена зависимость мощности резания Рр от скорости подачи заготовки Sзаг для различной глубины фрезерования горбыля t. Штрих-пунктиром показан характер изменения мощности резания при обработке горбыля с 20%-ным содержанием сучков в обрабатываемом поперечном сечении (плоскости резания).
По изменению силы тока определяется мощность резания Рр (точка А), отличающаяся от мощности двигателя Рдв на величину потерь холостого хода. Затем определяется кривая (для однородной древесины), проходящая через точку с абсциссой, равной мощности резания, и ординатой, равной фактической скорости подачи заготовки (точка В). Тангенс угла наклона выбранной кривой задает величину изменения скорости подачи для вывода двигателя на работу с номинальной мощностью (точка С). Идентификация кривых, имеющих неоднородный состав древесины, производится на основе сравнения частных производных этих функций, что выполняет корректирующий контур предлагаемой системы.
Применение системы автоматического регулирования скоростью подачи при обработке горбыля с минимальным припуском 8 мм и максимальным 18 мм повысило производительность станка в 1,54 раза и снизило удельные затраты электроэнергии на 24%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ГОРБЫЛЯ | 2004 |
|
RU2279973C2 |
| Регулятор мощности дуговой электрической печи | 1973 |
|
SU463241A1 |
| Система автоматического управления шахтной подъемной машиной с асинхронным электроприводом | 1979 |
|
SU893778A1 |
| РЕГУЛЯТОР МОЩНОСТИ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2009 |
|
RU2448165C2 |
| Регулятор мощности дуговой электропечи | 1986 |
|
SU1365375A1 |
| Регулятор мощности дуговой электропечи | 1978 |
|
SU678733A1 |
| Устройство для адаптивного управления процессом металлообработки | 1983 |
|
SU1198456A1 |
| Способ механической обработкиРЕзАНиЕМ и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU841896A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО | 1973 |
|
SU370394A1 |
| Способ управления фрезерным станком | 1984 |
|
SU1224134A1 |
Система автоматического регулирования мощности фрезерования при обработке горбыля содержит регулятор скорости (2), который связан с двигателем (1) привода фрезы и двигателем (11) подачи заготовки. В качестве регулятора скорости используется регулятор пропорционально-интегрального типа. На вход регулятора подается суммарное напряжение от задатчика скорости (12) и отрицательной обратной связи по току. Указанная обратная связь реализована посредством установленных друг за другом батареи трансформаторов тока (3, 4, 5), выпрямительного моста (6), потенциометра (7), стабилитрона (8) и блока (9) ограничения выходного напряжения. Выходными сигналами регулятора являются сигналы управления частотой преобразователя частоты (10). Изменение скорости подачи заготовки в зависимости от нагрузки на фрезе позволяет повысить эффективность и надежность работы фрезерного оборудования. 2 ил.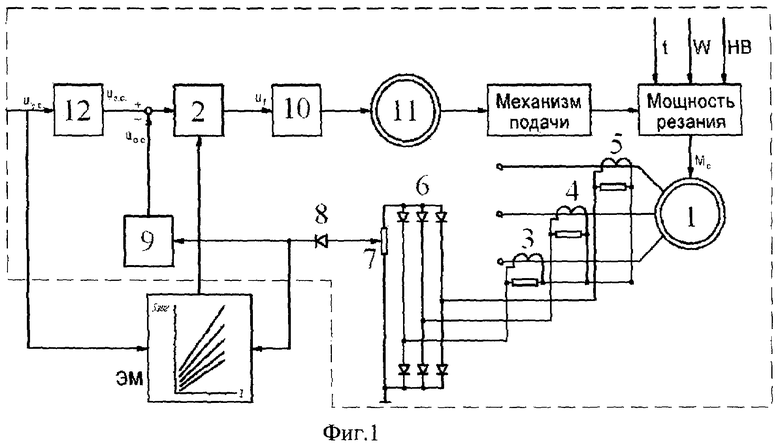
Система автоматического регулирования мощности фрезерования при обработке горбыля, обеспечивающая изменение скорости подачи заготовки в зависимости от нагрузки на фрезе, включающая регулятор скорости, связанный с двигателем привода фрезы и двигателем подачи заготовки, отличающаяся тем, что в качестве регулятора скорости используется регулятор пропорционально-интегрального типа, на вход которого подается суммарное напряжение от задатчика скорости и отрицательной обратной связи по току, причем указанная обратная связь реализована посредством установленных друг за другом батареи трансформаторов тока, выпрямительного моста, потенциометра, стабилитрона и блока ограничения выходного напряжения.
| СПОСОБ ОБРАБОТКИ ГОРБЫЛЯ | 2004 |
|
RU2279973C2 |
| Устройство для управления электроприводом натяжного механизма | 1975 |
|
SU560312A1 |
| Устройство для задания скорости электропривода | 1977 |
|
SU738077A1 |
| Задающее устройство | 1978 |
|
SU769487A1 |
| СПОСОБ ОЦЕНКИ УДОБОУКЛАДЫВАЕМОСТИ БЕТОННОЙ СМЕСИ | 1990 |
|
RU2024018C1 |
| Устройство для управления преобразователем частоты | 1991 |
|
SU1815770A1 |
| Способ приготовления катализатора для обессеривания нефтяных дестиллатов | 1935 |
|
SU43702A1 |

