полней выпуклый конус, входяшнй в вогнуный конус предыдущей заготовки, при этом диаметры оснований конусов равны днаметру рабочего нояска нуансона.
2. Способ по п. 1, отличающийся тем, что углы при вершинах выиуклых н вогнутых КОНУСОВ заготовок находятся в нретелах от 90° до 120°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сварки сеток | 1973 |
|
SU457564A1 |
| Муфта | 1973 |
|
SU469828A1 |
| Фотоэлектрический преобразователь угловых перемещений вала в число импульсов | 1973 |
|
SU463133A1 |
| Станок для разрезания штучного проката | 1973 |
|
SU462696A1 |
| Раствор для обработки керамической формы | 1973 |
|
SU460102A1 |
| Ковочные вальцы | 1973 |
|
SU462645A1 |
| Разъемный подшипник скольжения | 1971 |
|
SU459619A1 |
| Устройство для автоматической индукционной наплавки | 1973 |
|
SU483208A1 |
| Устройство для выдавливания деталей | 1973 |
|
SU484040A1 |
| Способ струйно-абразивной обработки поверхностей изделий | 1973 |
|
SU481413A1 |
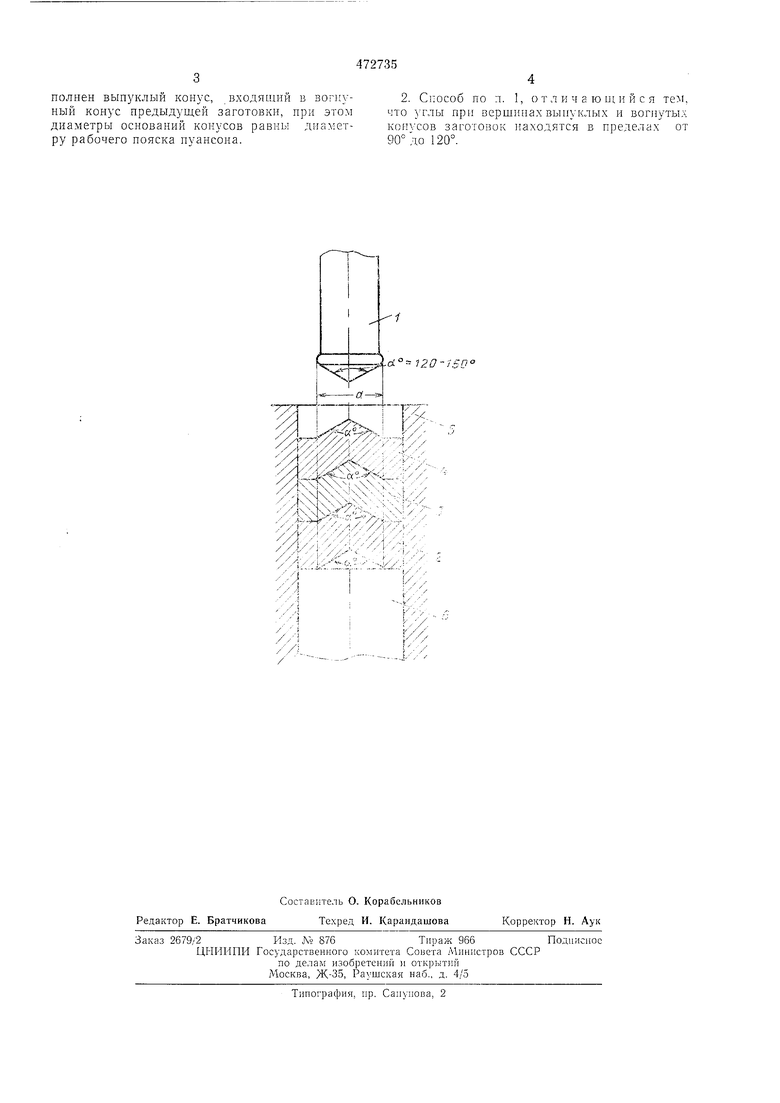
d° 120-1.50
