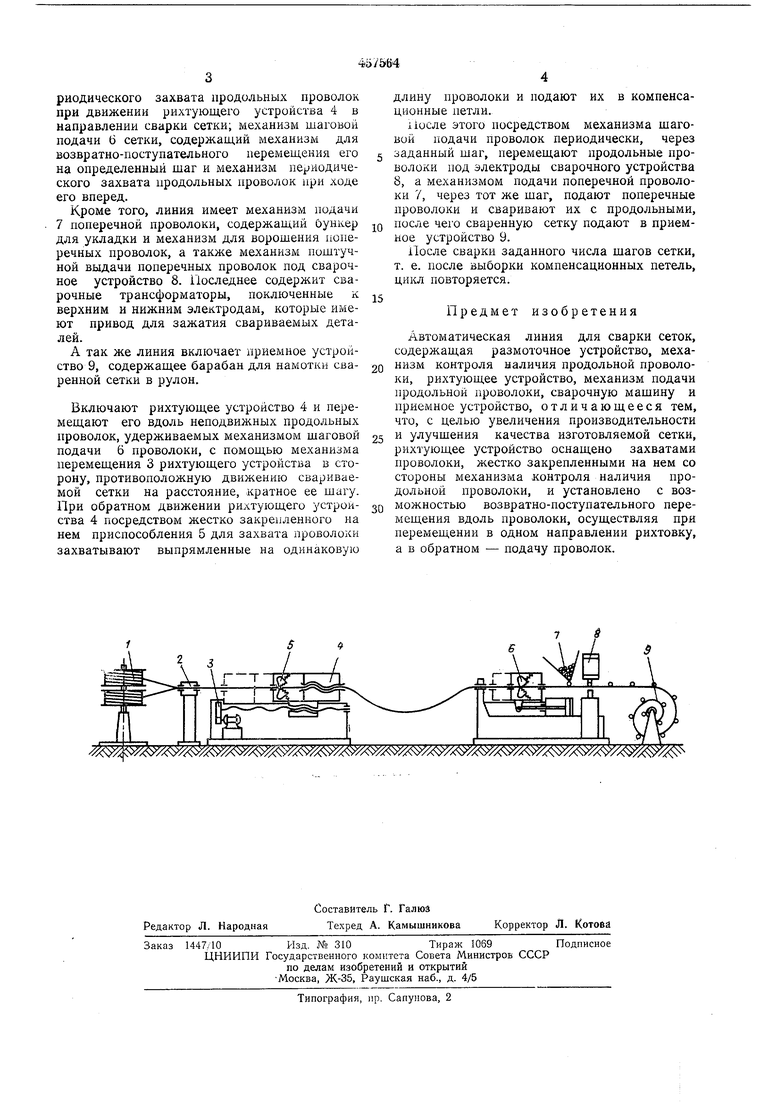
риодического захвата продольных проволок при движении рихтующего устройства 4 в направлении сварки сетки; механизм шаговой подачи 6 сетки, содержащий механизм для возвратно-поступательного перемещения его на определенный шаг и механизм пе иодического захвата продольных проволок при ходе его вперед.
Кроме того, линия имеет механизм подачи 7 поперечной проволоки, содержащий бункер для укладки и механизм для ворошения поперечных проволок, а также механизм поштучной выдачи поперечных проволок под сварочное устройство 8. Последнее содержит сварочные трансформаторы, поключенные к верхним и нижним электродам, которые имеют привод для зажатия свариваемых деталей.
А так же линия включает приемное устройство 9, содержащее барабан для намотки сваренной сетки в рулон.
Включают рихтующее устройство 4 и перемещают его вдоль неподвижных продольных проволок, удерживаемых механизмом шаговой подачи 6 проволоки, с помощью механизма перемещения 3 рихтующего устройства в сторону, противоположную движению свариваемой сетки на расстояние, кратное ее шагу. При обратном движении рихтующего устройства 4 посредством жестко закрепленного на нем приспособления 5 для захвата проволоки захватывают выпрямленные на одинаковую
длину проволоки и подают их в компенсационные петли.
После этого посредством механизма шаговой подачи проволок периодически, через 5 заданный шаг, перемещают продольные проволоки под электроды сварочного устройства 8, а механизмом подачи поперечной проволоки 7, через тот же шаг, подают поперечные проволоки и сваривают их с продольными, Q после чего сваренную сетку подают в приемное устройство 9.
После сварки заданного числа шагов сетки, т. е. после выборки компенсационных петель, цикл повторяется.
Предмет изобретения
Автоматическая линия для сварки сеток, содержащая размоточное устройство, механизм контроля наличия продольной проволоки, рихтующее устройство, механизм подачи продольной проволоки, сварочную машину и приемное устройство, отличающееся тем, что, с целью увеличения производительности
5 и улучшения качества изготовляемой сетки, рихтующее устройство оснащено захватами проволоки, жестко закрепленными на нем со стороны механизма контроля наличия продольной проволоки, и установлено с возможностью возвратно-поступательного перемещения вдоль проволоки, осуществляя при перемещении в одном направлении рихтовку, а в обратном - подачу проволок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сварки сеток | 1974 |
|
SU555953A1 |
| Автоматическая линия для производства арматурных сеток | 1987 |
|
SU1496885A1 |
| Установка для контактной сварки сеток | 1972 |
|
SU474410A1 |
| Машина для контактной точечной сварки сеток | 1976 |
|
SU596344A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Машина для контактной точечной сварки сеток | 1974 |
|
SU521095A1 |
| Установка для контактной сварки решеток | 1984 |
|
SU1171253A1 |
| Машина для изготовления сварных сеток | 1970 |
|
SU446122A3 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
,-Ш--1 rrJi.........,-... - :2;S: {c i . ,,.V г
