1
Изобретение относится к способам изготовления электроизоляционных материалов и может использоваться для изготовления высоковольтных изолирующих элементов в аппаратои трансформаторостроении, а также для изготовления изоляции линии электропередачи.
Известен способ получения электроизоляционных стеклопластиковых стержней, по которому производится пропитка стекложгута связующим в ванне, протяжка через формующую фильеру, где происходит отверждение связующего, и резка полученного стержня на изделия необходимых размеров.
Стеклопластиковые стержни, получаемые по известному способу, имеют относительно низкую электрическую прочность вдоль оси стержня.
По предлагаемому способу с целью увеличения электрической прочности стери ней вдоль оси жгут после пропитки скручивают и отверждают в скрученном состоянии.
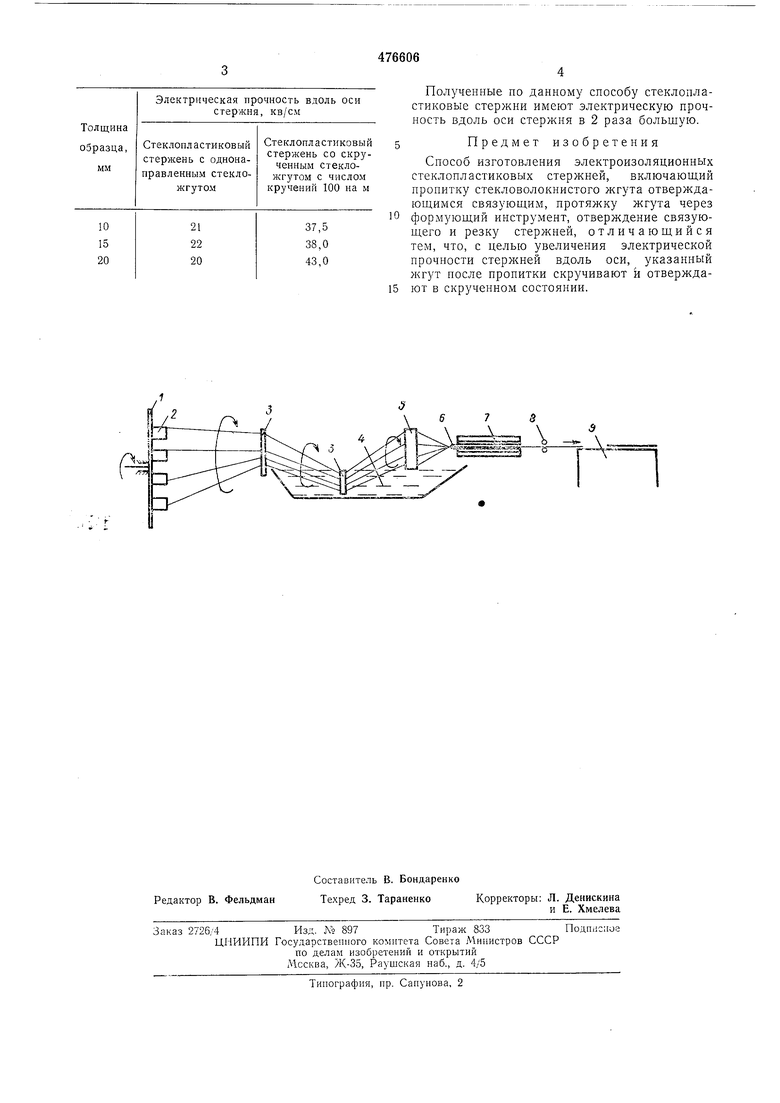
Предлагаемый способ поясняется чертежом, где 1-вращающийся шпулярник; 2 - бобины со стекложгутом; 3 - направляющие кольца; 4- пропиточная ванна со связующим; 5 - вращающийся диск с отверстиями; 6-формующая фильера; 7-обогреватель фильеры; 8 - тянущее устройство; 9 - резка готового материала.
Способ осуществляют следующим образом. Производят размотку стекложгута с бобин 2, установленных на вращающемся шпулярнике 1. Затем стекложгуты с помощью направляющих колец 3 поступают в пропиточную ванну со связующим 4. Пропитанные стекложгуты проходят через отверстия диска 5, который вращается синхронно со шпулярником 1. После вращающегося диска 5 пропитанные стекложгуты скручиваются перед входом в формующую фильеру 6.
В формующей фильере 6 с обогревателем 7 происходит формование стержня и отверждение связующего.
Движение стеклопластикового стержня осуществляется посредством тянущего устройства 8. В конце процесса производят резку полученного стержня 9 на отрезки определенной длины.
В таблице приводятся сравнительные данные электрической прочности вдоль оси стеклопластикового стержня на основе эпоксиполиэфирного связующего с различным расположением стекложгутов.
Полученные по данному способу стеклопластиковые стержни имеют электрическую прочность вдоль оси стержня в 2 раза большую.
Предмет изобретения
Способ изготовления электроизоляционных стеклопластиковых стержней, включающий пронитку стекловолокнистого жгута отверждающимся связующим, протяжку жгута через
формующий инструмент, отверждение связующего и резку стержней, отличающийся тем, что, с целью увеличения электрической прочности стержней вдоль оси, указанный жгут после пропитки скручивают и отверждают в скрученном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| ЛИНИЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2838275C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2024 |
|
RU2837067C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2648900C2 |
| Стеклопластиковый клин для крепления обмотки в пазах магнитопровода электрической машины | 1982 |
|
SU1026240A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2210501C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ | 2014 |
|
RU2597341C2 |
