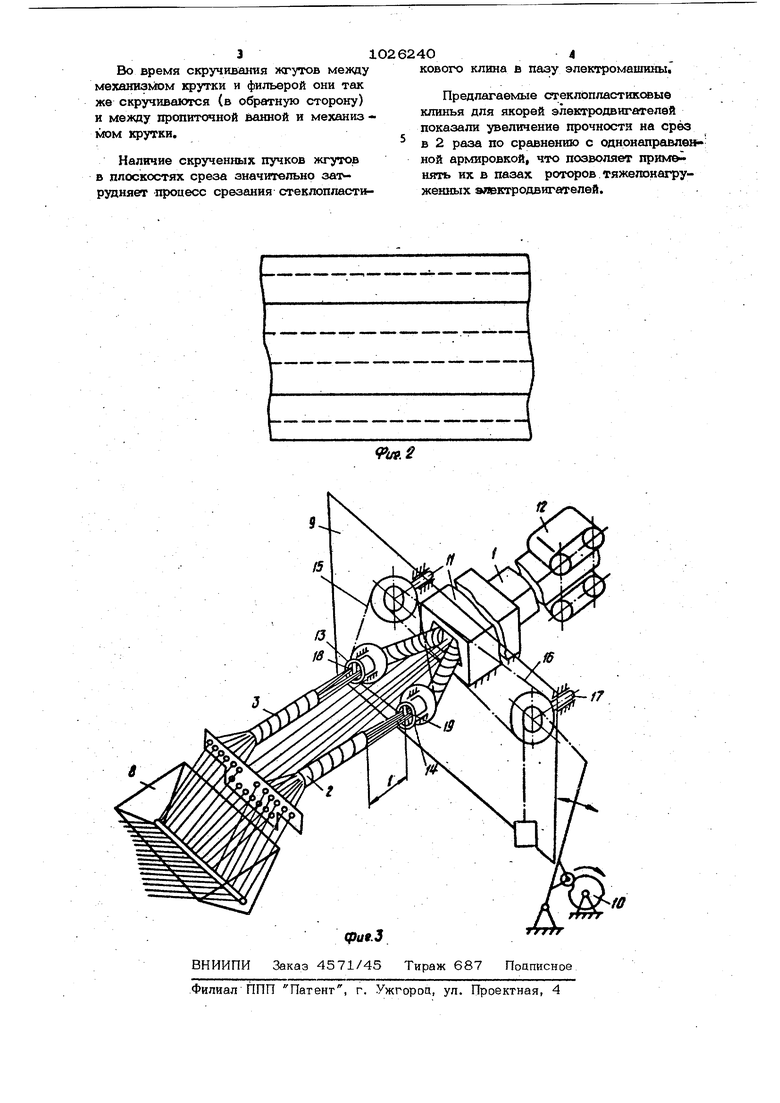
i Изобретение относится к электромац ностроентао, а именно к конструкции ст лопластикового юпша для крепления обмотки в пазах магнитопровода элактрич кой машины. Известен стеклопластиковый клин дл крепления обмоток в пазах магнитопровода электрической машины, состоящий из однонаправленного стекловолокна, пропитанного термореактивным связующи и отвержденного в формующей фильере 1 Недостатком известного стеклопластикового клина является то, что прочность вдоль волокон превышает прочность в перпендикулярном направлении более чем в 10 раз. Стеклопластиковый клин в пазу магнитопровода испьпывает преимущественно нагрузки на срез. Прочность на срез вдоль формующего стекловолокна однонаправленного стеклопластикового клина более чем в 50 раз меньше, чем при растяжении. Полученная прочность на срез таких клиньев для большинства электрических машин не приемлема, что ограничивает производство стеклопластиковых клиньев для якорей электрических машин. Наиболее близким к предлагаемому п технической сущности является стеклопластиковый клин трапецеидальной формы в поперечном сечении, включающий однонаправленное стеловолокно, пропитанно термореактивным связующим С . Клин, кроме стекловолокна, расположе ного вдоль, армирован волокном с поперечной укладкойо Прочность на срез такого клина превосходит прочность однонаправленного стеклопластикового клина более чем в 1,5 раза. Однако для якорей и роторов электрических машин со значйРгельным весом меди и изоляции в пазу с большой частотой вращения это является недостаточным. Цель изобретения - повышение надеж ности путем усиления зоны клина, работ щей на срез. Поставленная цель достигается тем, что в стеклопластиковом клине, для крепления обмотки в пазах магнитопровода электрической машины трапецеидал ной формы в поперечном сечении, включающем однонаправленное стекловолокн но, пропитанное термореактивным связую шим, вдоль наклонных боковых поверягностей расположены скрученные пучки жгутов из стекловолокон, при этом наибольшие площади продольных сечений 40 пучков лежат в зонах работающих на срез, На фиг, 1 показан стеклопластиковый клин, поперечное овчение; на фиг. 2 стеклопластиковый клин, вид сверху; на фиг. 3 - схема устройства для полу чения стеклопластикового клина, содерн. жашего скрученные пучки жгутов из пропитанных стекловолокон. На фиг. 1 и 2 изображен стеклоплаотиковый клин 1, состоящий из скрученных пучков стекло жгута 2 и 3, расположешиых вдоль наклонных боковых повергбностей 4 и 5 в плоскости среза. Остальной объем клина включает однонаправленное стекловолокно 6. Стекловолокно связано междусобой термореактивным связующим 7, например эпоксидной смолой. Для получения клина описанной конст рукции может быть использовано, наприМер, устройство {фиг.З), которое состоит из пропиточной ванны 8, механизма 9 крутки, привода механизма 10, формующей обогреваемой фильеры 11 и тянущего механизма 12. Механизм крутки состоит из вращающихся втулок 13 и 14, которые цепными передачами . 15 и 16 через промежуточный вал 17 связаны с приводом Ю. В середине каждой втулки закреплены разделительные пальцы 18 и 19.Привоа устройства осуществляется, например, кулачковым механизмом. Установка работает следующим о разом. Часть стекложгута 2 и 3 после пропиточной ванны 8 поступает во втулки 13 и 14 механизма крутки, В каждой втулке жгуты разделены пальцами 18 и 19 на два потока, В результате вращения втулок 13 и 14 и наличия пальцев 18 и 19 жгуты между фильерой и механизмом крутки скручиваются между собой и в скрученном аосто$шии поступает в фильеру. Причем пучок вдоль наклонных боковых поверхностей клина располагаегтся так, что максимальная площадь продольного сечения скрученного жгута должна лежать в зоне, работающей на срез, т.е. в плоскости среза клина, Остальной объем фильеры заполняет ся жгутом, который поступает из пропиточной ванны, минуя механизм крутки. Пропитанные жгуты в обогреваемой фильере полимеризуются и на ее выходе получаетсяя стеклопластиковый клин 1 с профилем, соответствующим внутреннем; профилю фильеры.
Во время скручивания жгутов между механизмом крутки и фильерой они так же скручиваются {в обратную сторону) и между пропиточной ванной и механиз мом крутки.
Наличие скрученных пучков жгутов в плоскостях среза значительно зат рудняет процесс срезания стеклопластикового клина в пазу электромашины
Предлагаемые стеклопластиковые клинья для якорей электродвигателей показали увеличение прочности на срез в 2 раза по сравнению с однонаправленной армировкой, что позволяет приме Н5ггь их в пазах роторов тяжелонагруженных электродвигателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СКРУТКИ СЕРДЕЧНИКА КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2534130C2 |
| УСТРОЙСТВО ПОДКРУТКИ НИТЕЙ РОВИНГА НЕСУЩЕГО СТЕРЖНЯ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ ПОДКРУТКИ | 2013 |
|
RU2531711C2 |
| УСТРОЙСТВО СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ С УСТРОЙСТВОМ СПИРАЛЬНОЙ ОБМОТКИ КОМПОЗИТНОЙ АРМАТУРЫ | 2013 |
|
RU2547036C2 |
| Высоковольтная диэлектрическая шпилька и способ её изготовления | 2023 |
|
RU2824317C1 |
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| ЭЛЕКТРИЧЕСКИЙ ИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2118005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КИСТИ | 1992 |
|
RU2007945C1 |
| Способ непрерывного изготовления термопластичного армированного пултрузионного профиля | 2020 |
|
RU2742170C1 |
| Способ изготовления электроизоляционных стеклопластиковых стержней | 1972 |
|
SU476606A1 |
| КОМБИНИРОВАННЫЙ МЕТАЛЛОВОЛОКОННЫЙ КАНАТ | 2023 |
|
RU2818634C1 |
СТЕКЛОПЛАСТИКОВЫЙ КЛИН ДЛЯ КРЕПЛЕНИЯ ОБМОТКИ В ПАЗАХ МАГНИТОПРОВОДА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ трапецеидальной формы в Поперечном сечении, включающий однонапра&лённ«& стекловолокно, пропитанное термореактивным связуюишм, отличающ е ее я тем, что, с целью повышения надежности путем усиления зоны клина, работающей на срез, вдоль наклонных боковых поверхностей расположены скрученные пучки жгутов из стекловолокон, при этом наибольшие площади продольных сечений пучков лежат в зонах, работающих на срез.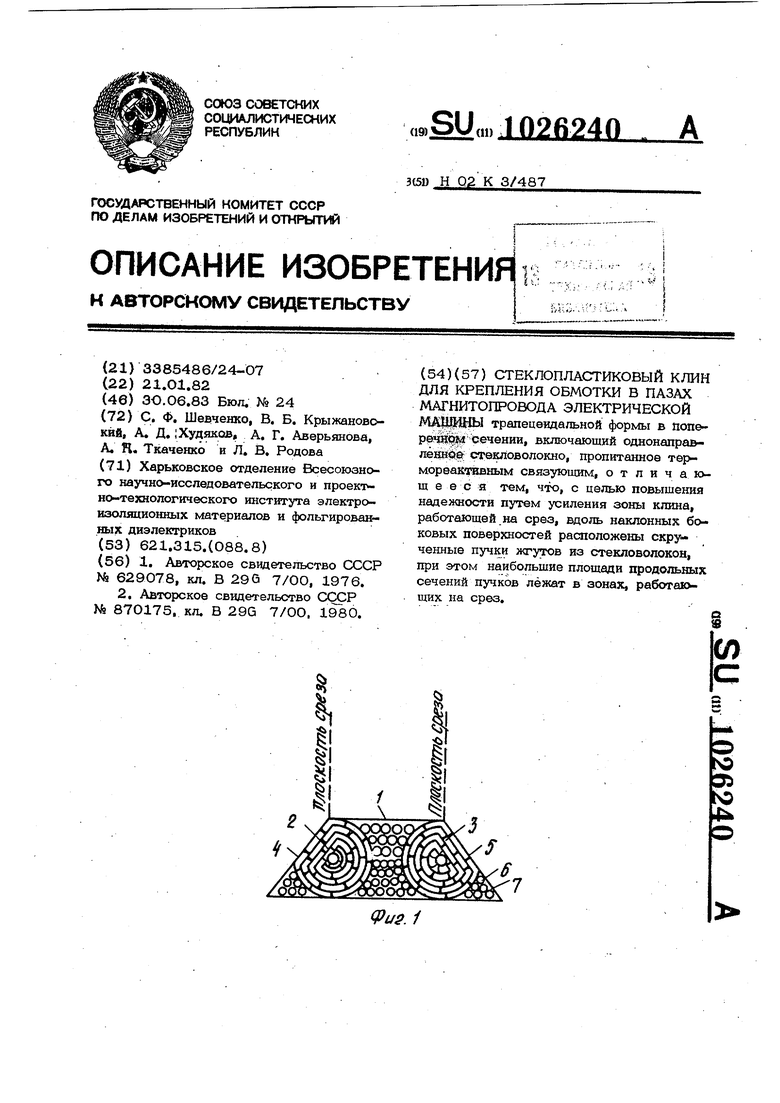
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для формования профильных изделий из армированных пластмасс методом протяжки | 1976 |
|
SU629078A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для формования профильных волокнистых материалов | 1980 |
|
SU870175A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
