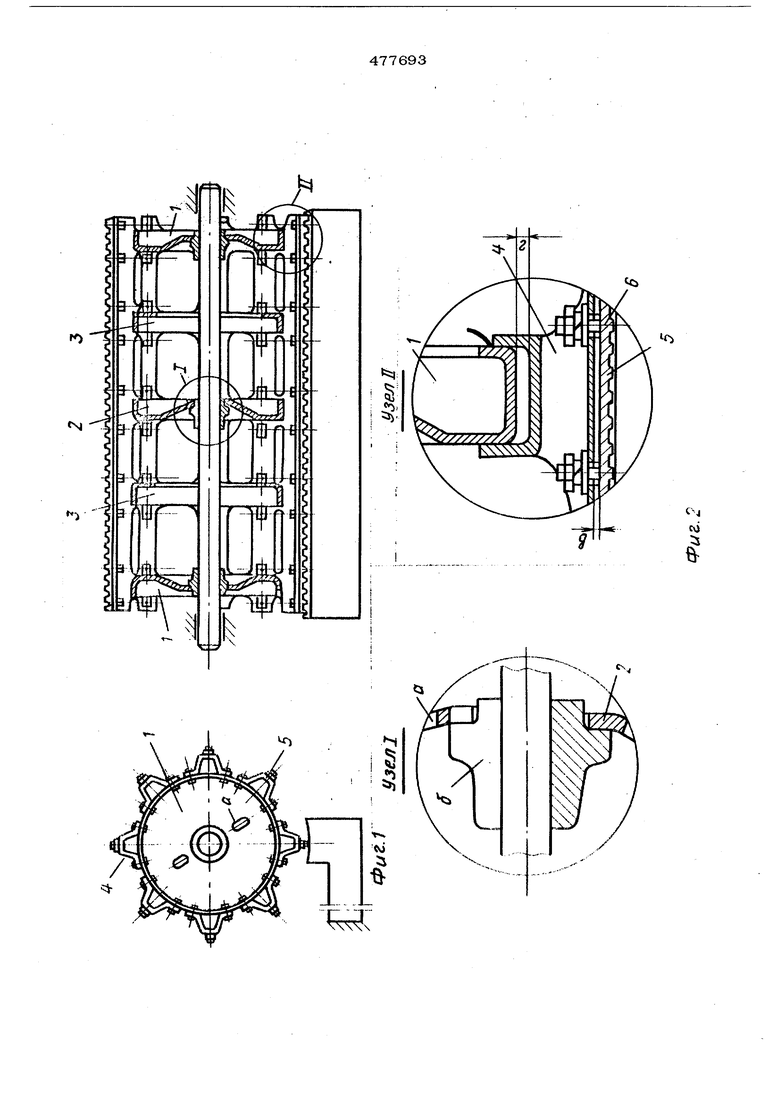
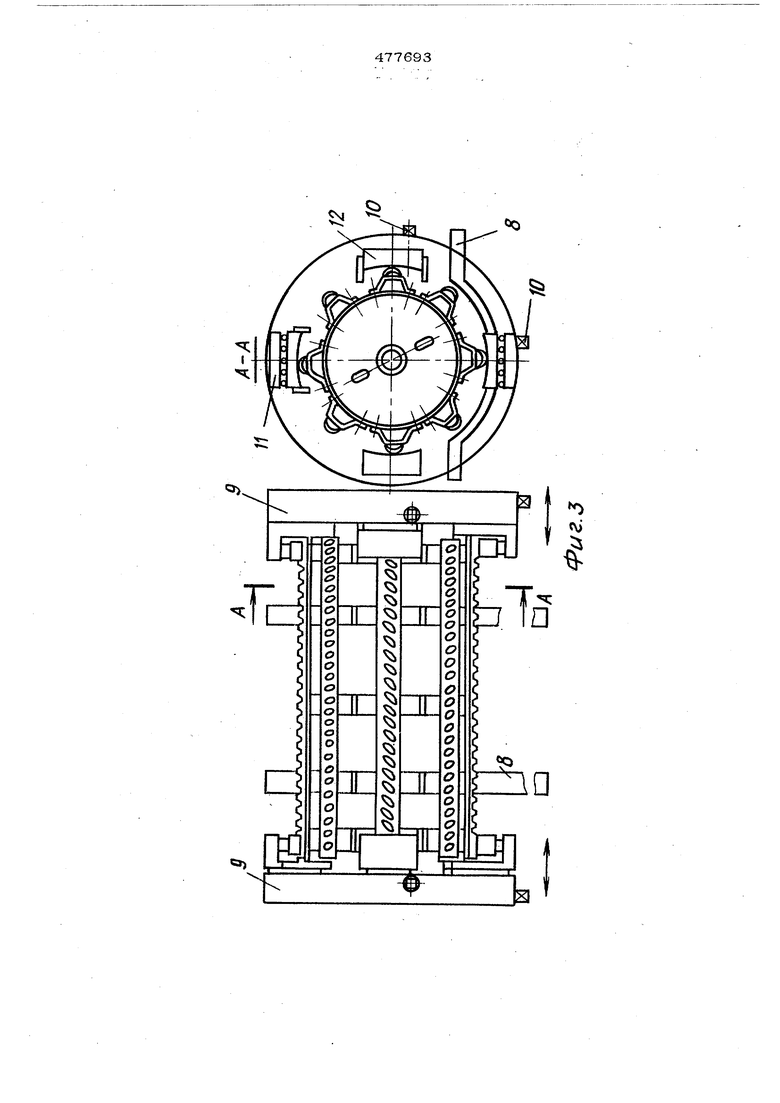
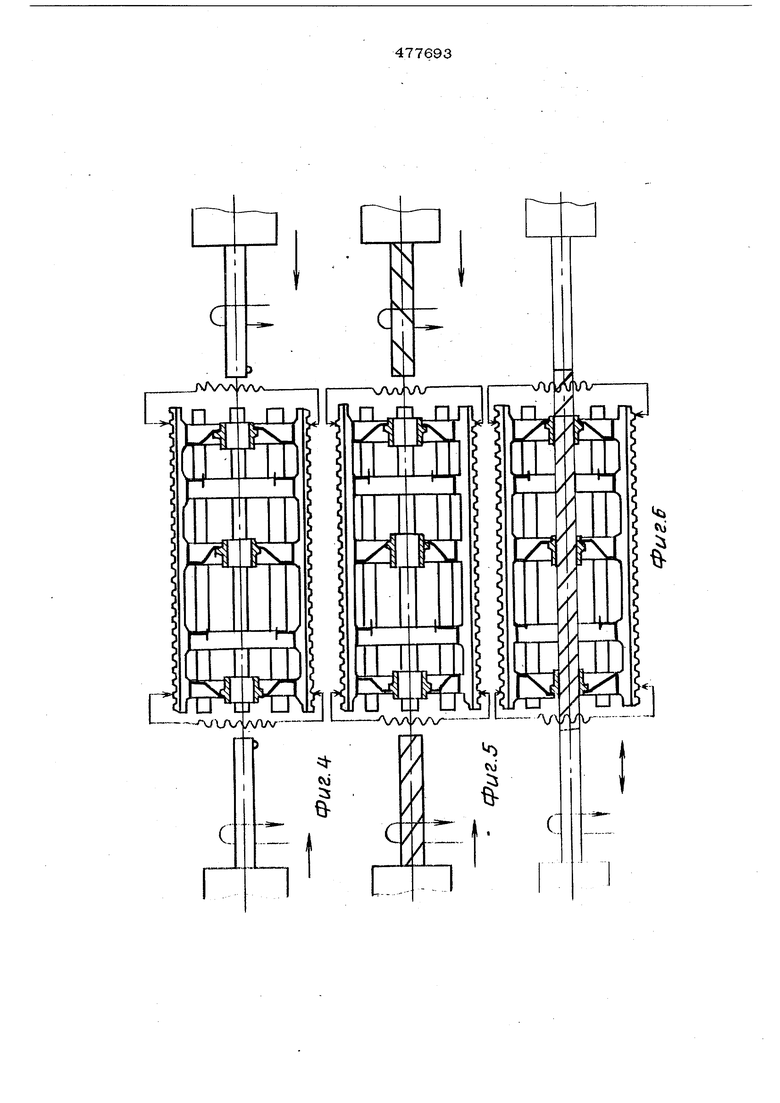
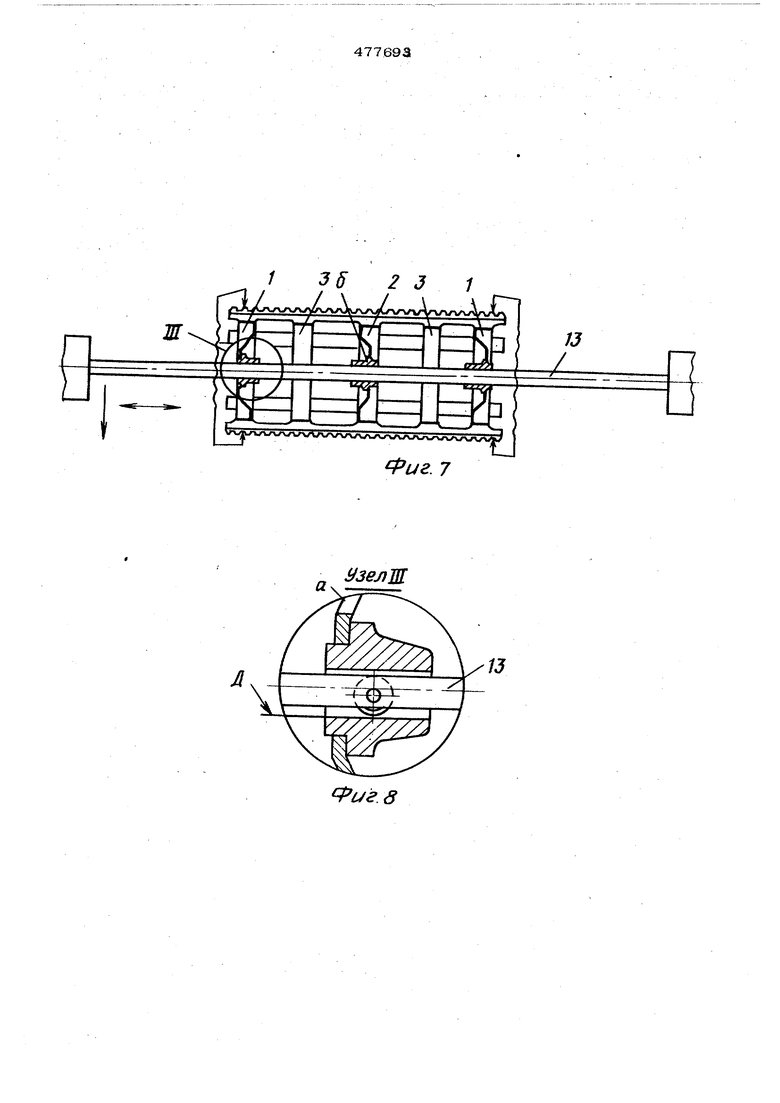
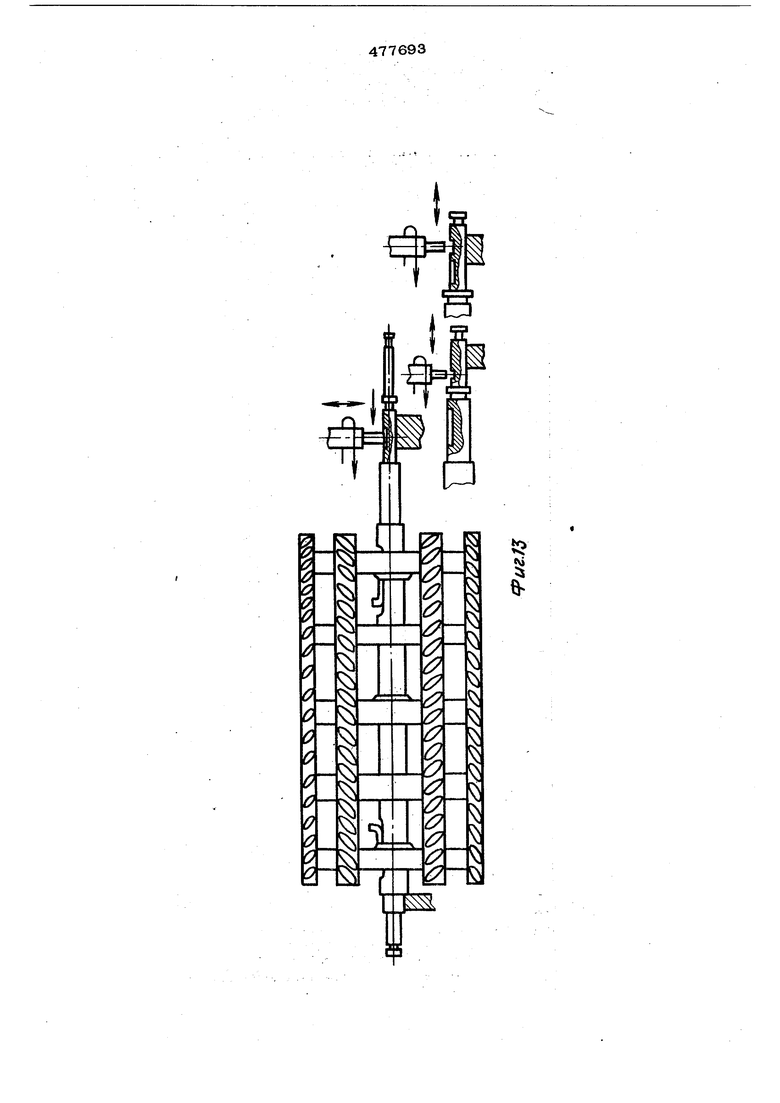
(54) СПОСОБ ИЗГОТОВЛЕ ШЯ МОЛОТИЛЬНОГО БАРАБАНА ЗЕРНОУБОРОЧНОГО КОМБАЙНА круговогх цилнндра каркаса барабана ограничен высотой среза рифа бича и при больг ших отклонениях точности вьщуждает вновь производить ударную рихтовку до операции обтачивания и округления бичей. Искривление шеек вала в местах уста-: новки шкивов и подшипниковых опор даже i в пределах заданной точности вынуждает | увеличивать усилия, необходимые для обес-печения т р1е6уёмЬй посадктн и снижает надежность соединения из-за неполного контактирования поверхностей сопряжения. Целью изобретения является обеспечение геометрической соосности образующей бичей, отверстий во всех опорных дисках и вала барабана и устранение послесборочной рихтовки каркаса и вала. Это достигается тем, что отверстия под вал во всех опорных дисках в сборе с каркасом вьтолняют с одной установки обшим инструментом, за базу фиксации которого принимают образующую бичей, затем в край них .Опорных дисках вьшолняют клиновые шпоночные канавки за две установки инст рументом, пропускаемым через предварительно выпрлненнь1й в среднем опорном диске радиальный технологический лаз, а окон чательную обработку обоих концов закреп- ленного в каркасе вала и мест крепления подшипниковых опор выполняют с одной установки общим инструментом, фиксируемым по той же базе. На фиг. 1 схематически изображен каркас барабана с выставлением бичей по обшей электромагнитной базе кругового цилиндра и установкой прокладок в зазор меж ду поверхностями бича и подбичника; на фиг. 2 - то же, вид спереди и узлы I и Г1 (увеличено); на фиг. 3 - фиксация карка са барабана по поверхности кругового цилиндра бичей перед выполнением отверстий в трех опорных дисках и сечение по А-А; на фиг. 4, 5 6, 7 - последовательность переходов при выполнении отверстий в трех опорных дисках каркаса барабана; на фиг. 8 узел Ш на фиг. 7; на фиг. 9 - положение каркаса барабана и шпоночной протяжки перед протягиванием шпоночной канавки в отверстии одного крайнего опорного диска и сечения по Б-Б, В-В, Г-Г; на фиг. Юположение каркаса барабана и шпоночной протяжки перед протягиванием клиновой шпоночной канавки в отверстии второго крайнего опорного диска и узлы 1У и У (увеличено); на фиг. 11 - форма продольного сечения каркаса барабана с установленным и закрепленным двумя клиновыми шпонками валом; на фиг. 12 - базирование по круговому цилиндру бичей и один из : первых переходов обработки обоих концов вала обточными головками; на фиг. 1-3 - базирование по круговому цилиндру вала при фрезеровании шпоночной канавки на средней и крайних шейках. ; Перед .монтажом каркаса барабана, например, на технологический вал надевают два крайних опорных диска 1,один средний ; опорный диск 2 и два промежуточных ди- ; ска 3 с неокончательно обработанными отАверстиями. Затем к этим дискам приклепы; вают или приваривают восемь подбичниЬков 4. Технологический вал вместе с ди:; сками и подбичниками, установленный в приспособление на вращающиеся опоры, моI жет параллельно перемешаться радиально относительно электромагнитной базы кру; гового цилиндра, выполненной по максимально допустимому размеру кругового цилиндг ,ра бичей. Это позволяет последовательно выставлять бичи 5 по общей электромагнитной базе круговогр .цилиндра после фиксации; настройки приспособления на один ; из допускаемых размеров монтажа всех бичей и обеспечить минимальную постанов ку прокладок. Клепка или сварка подбичников с тремя опорными дисками производится с обязательным совмещением овальных отверстий а одного втносительно другого. При этом паз б в среднем опорном диске должен i совпадать с овальным отверстием а. Г После включения электромагнита бич 5 прижимается к базе кругового цилиндра, и в образовавшийся зазор в через болты 6 устанавливаются прокладки 7. За; полнив зазор прокладками, крепят бичи, не , допуская отрыва поверхности бичей от ба зы кругового цилиндра электромагнита. 5 В сварном варианте крепления подбичI НИКОВ к опорным дискам зазор в исклю. чается, так как вся погрешность изготов; ления переходит в зазор г. 1 На этом этапе процесс монтажа карка-, са барабана завершается.I Затем барабан устанавливают на опоры 8 фиксирующего приспособления шатювого ; конвейера автоматизированной линии. i Фиксируют и крепят каркас барабана ; двумя сходящимися В осевом направле- НИИ четырехкулачковыми патронами 9. Центрирование каркаса барабана произво; дят двумя парами самопентрируюших ку: лачков, которые приводятся в действие
вращением двухзначных винтов 10. Вначале каркас барабана фиксируют двумя плавающими кулачками 11, завершают зажим фиксированием кулачками 12.
После фиксирования и крепления карка-л са барабана по переходным перемещениямшагового конвейера автоматизированной . пинии выполняют отверстия в трех опорных дисках общим инструментом.
Для расположения поверхности контактирования отверстий трех опорных дисков с валом на одном круговом цилиндре на финишном переходе выравнивают эту поверхность общей трехроликовой раскаткой 13, которая имеет возвратно-поступательное движение с радиальным натягом, создавае- мым одновременным параллельным пёремешекием раскатки.
Выравненная поверхность Д контактирования должна быть расположена противоположно фиксированному овальному отверстию а и пазу б.
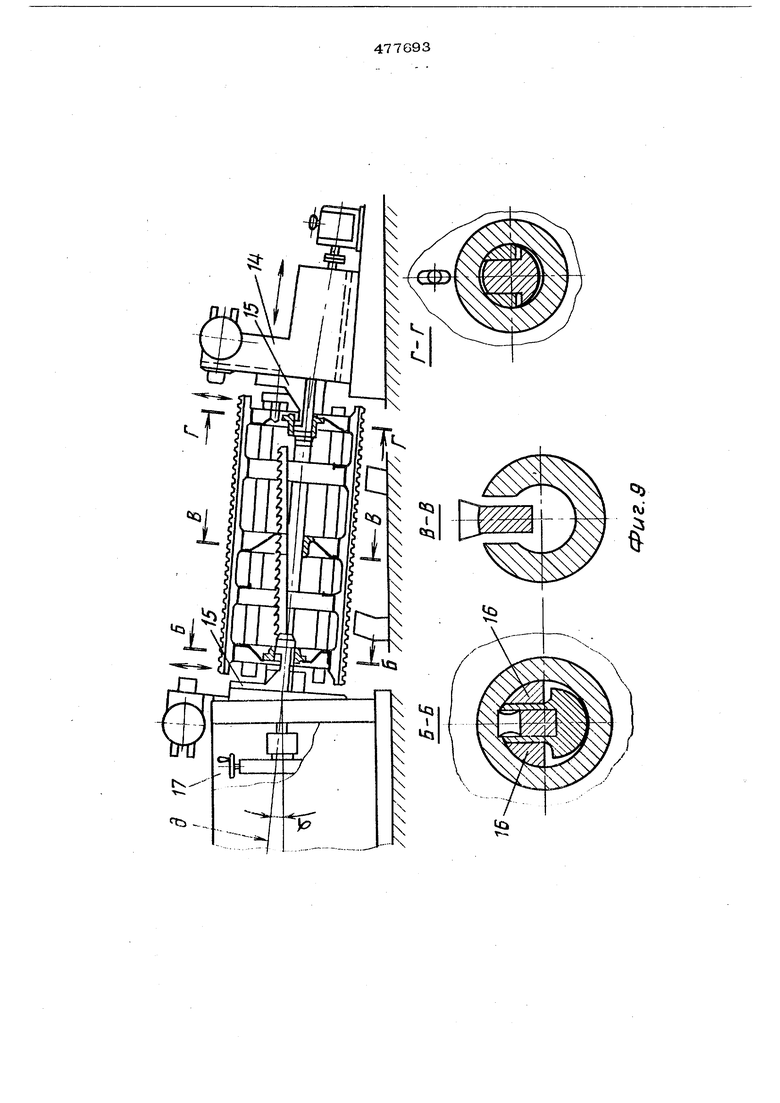
Для получения равных углов уклона клиновых шпоночных канавок в отверстиях двух крайних опорных дисков перед протягиванием их через обработанные от- . верстия и предусмотренный до монтажа каркаса барабана паз в среднем опорном диске устанавливают шпоночную протяжку. Затем каркас барабана с протяжкой перемещением суппорта 14 насаживают на два соосных цилиндрических штыря, ось которых наклонена относительно оси прот.ягивания на угол С(, .
Поджим выравненной поверхности Д контактирования к базовой поверхности двух соосных цилиндрических штырей производят вертикальным перемещением вильчатых кареток 15 и зажимных элементов 16.
Шпоночная протяжка перед зажимом каркаса барабана закрепляется хвостовой частью в патроне тяговото устройства проч яжного станка 1 7 и располагается свободно в пазу среднето опорног-о диска. ,
Перед зажимом каркаса барабана производится фиксация по овальному отверстию в крайнем опорном диске, совпадающем с положением паза в среднем опорном диске.
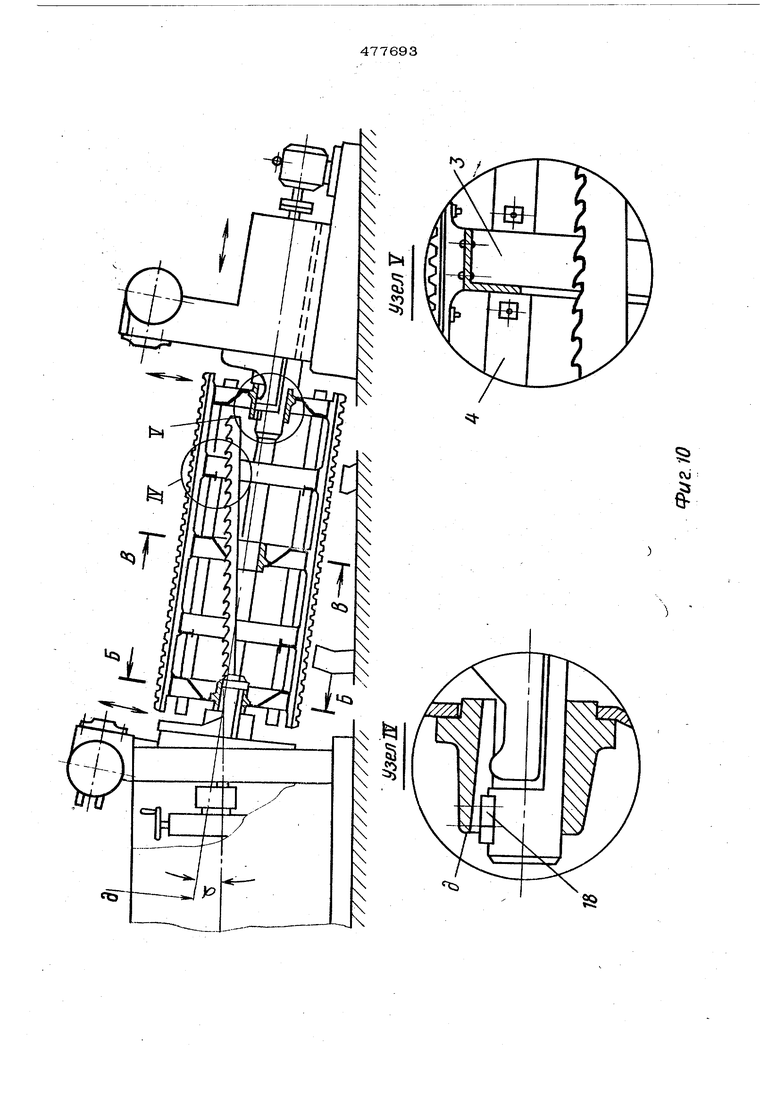
После протягивания одной клиновой шпоночной канавки, повторив операции фиксации и зажима, следующей установкой и протягиванием выполняют вторую клиновую шпоночную канавку. При второй установке, каркаса барабана на с;оосные цилиндрические штыри положение последних опреде: ляется фиксатором 18, которыйимеет iJOPму призматической шпонки с заходной передней частью.
Шпоночная протяжка, кроме свободного расположения в пазу среднего опорного диска, не задевает промежуточные диски, так как в последних отсутствуют ступицы, и дно диска имеет отверютие, намного превышающее размеры отверстий в трех опорных дисках.
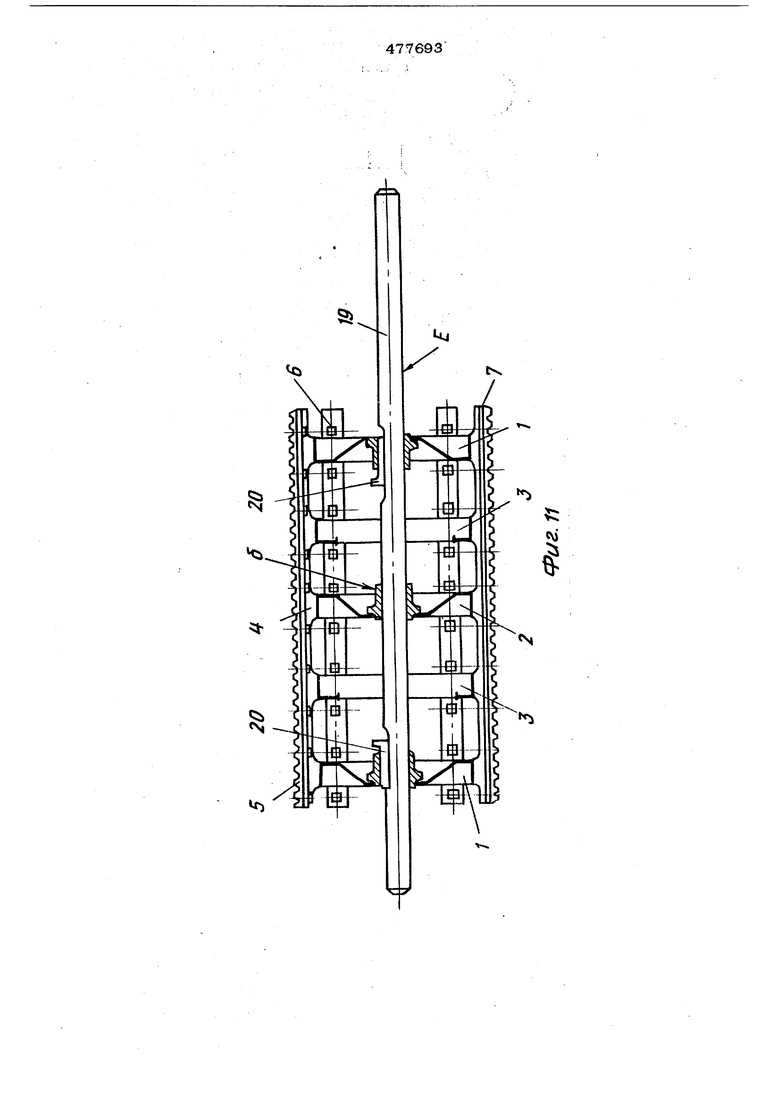
После полной обработки каркаса барабана через отверстия трех опорных дисков устанавливают вал 19, который калиброванной поверхностью Е опирается на выравненную поверхность отверстий опорных дисков. Затем вал закрепляют двумя клиновыми шпонками 20. Установленный и за- крепленный в каркасе барабана вал имеет только две обработанные лыски под клино.вые щпонки и фаски на обоих концах торцов.
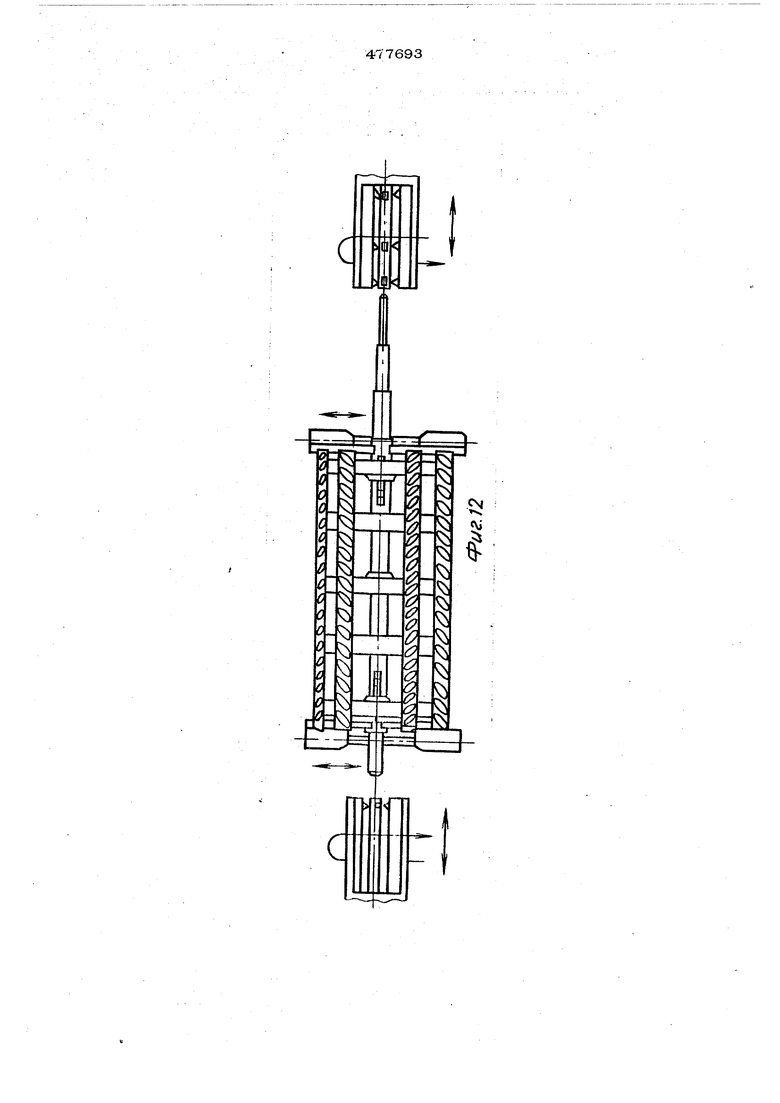
Перед обработкой обоих концов вала молотильного барабана на последний устанавливают самоцентрирующие кулачки фиксирующего приспособления шагового конвей-5ера автоматизированной линии.
После фиксирования и крепления мс лотильного барабана по переходным перемещениям шагового конвейера автоматизированной линии производят обработку обоих
0 концов вала.
Так, например, на первом переходе производят предварительное обтачивание обоих концов вала вращающимися и пе|)емеша- ющймися в осевом направлении резцовыми
5 головками. Затем в последующем переходе производят получистовое обтачивание правого конца и носледовательное све)пение на торце и на обточенном левом конце вала двух О1верстнй, а затем и чистовое
0 обкатывание шейки и протачивание crouop-i , ной канавки на npaBONi конце вапа и нареaamie резьбы на левом.
После этого роликами обкатывают две шейки установки подшипниковых
5 опор и одной шейки под шкив п()ивода, а также обтачивание свободного конца, протачивание стопорной канавки на средней шейке и знака левой резьбы на горце вала, Па финишных этапах пбрс)бо1к.и вала моло0тильного барабана производят фрезерование шпо 1очных канавок, За базу установки и крепления вала и|ии1имаи)Г его круговой , цилиндр.
Предмет и а о б р е т е н и я
изготовления молотильпс)1о барабана зе|)Н()уборочно1о комбайна, вклш..
чающий монтаж каркаса барабана, установку вала и крепление его клиновыми шпон ками в отверстиях крайних опорных дисков, о т- л и ч а ю щ и и с я тем, что, с целью обеспечения геометрической соосности образующей бичей, отверстий во всех опорных дисках и вала барабана и устранения послесборочной рихтовки каркаса и вала, отверстия под вал во всех опорньгх дисках в сборе с каркасом выполняют с одной установки общим инструментом, за базу фиксации которого принимают
образующую бичей, затем в крайних опорных дисках выполняют клиновые щпоночные канавки за две установки инструментом, пропускаемым через предварительно выполненный в среднем опорном диске радиальный технологический паз, а окончатель ную обработку обоих концов закреилеиного в каркасе вала и мест крепления под- ; шипников 1х опор выполняют с одной установки общим инструментом, фиксируемым по той же базе.
t-j
« «
/ 35 2 J 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБАЙНОВОЙ УБОРКИ СЕМЕННЫХ ПОСЕВОВ ГОРЧИЦЫ ПРИ ВОЗДЕЛЫВАНИИ В РИСОВЫХ ЧЕКАХ И МОЛОТИЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2471335C2 |
| БЕЗВАЛЬНЫЙ БАРАБАН | 2003 |
|
RU2261581C2 |
| Крепления щитков перекрытия межбичевых пространств молотильного барабана зерноуборочного комбайна | 2018 |
|
RU2719780C2 |
| БАРАБАН МОЛОТИЛЬНОГО УСТРОЙСТВА | 2006 |
|
RU2308825C1 |
| МОЛОТИЛЬНО-СЕПАРИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ПОДСОЛНЕЧНИКА | 2011 |
|
RU2460273C1 |
| БАРАБАН МОЛОТИЛЬНОГО УСТРОЙСТВА | 2007 |
|
RU2353084C1 |
| Молотильный аппарат | 1990 |
|
SU1750482A1 |
| Молотильный барабан | 1986 |
|
SU1387907A1 |
| ЗЕРНОУБОРОЧНЫЙ КОМБАЙН | 2010 |
|
RU2418402C1 |
| Молотильно-сепарирующее устройство | 1981 |
|
SU1017216A1 |
УзелЖ
иг.в
CVJ
fl
I
i5