Предлагаемый способ, имеющий целью значительно сократить время приклейки и прессовки, повысив тем производительность, приобретает особое значение в виду того, что, согласно вырабо.танному для обувной промышленности производственному плану, предположен но выпустить до от всего выпуска обуви с резиновыми подошвами. Хотя способ прикреп.1ения резиновой подошвы к кожаному верху помощью приклейки (в отличие от механических способов пришивки и привинчивания) сам по себе не представляет , но предлагаемые в нескольких вариантах приемы приклейки не нарушая проч ности приклейки и не вредя кожаному верху, обеспечивают ускорение процесса, что вполне подтверждается специальными опытами, произведенными на Московской фабрике „Парижская Коммуна , которая с мая м-ца .19Ь5 г. выпускает по предлагаемому способу около 1500 пар обуви ежедневно.
Сущность способа заключается в применении горячей вулканизации для склеивания с кожаным верхом резиновой или гуттаперчевой пленки, причем особенно благоприятные результаты получаются при применении клея из советской гуттаперчи, которой, однако, нехватает для удовлетворения всей потребности, так что необходимо изыскать другие клеящие материалы. Характерной особенностью предложения, существенно отличающей его от уже известных, является применение таких приемов составления и промазывания клеем, при которых высокая температура вулканизации, вредная для кожи, ограничивается пределами подошвы и приклеивающей пленки, не касаясь кожи, для чего предназначены прессы, специально сконструированные для o3Ha4eHiioA цели, которые изображены в трех вариантах на прилагаемом чертеже (фиг. 1, 2 и 3).
Заявленный способ предлагается в пяти вариантах:
1-й вариант (горячая вулканизация) состоит в том, что на подошву намазывают последовательно три слоя резинового клея, из которых первые два содержат в своем составе серу, ускорители и активаторы вулканизации, а третий таковых не содержит, после чего подошву, нагретую в термостате до 135-140°, накладывают на ботинок, затяжная кромка которого предварительно промазывается несколькими слоями клея, содержащего также серу, ускорители и активаторы вулканизации, и прессуют.
2-ой вариант (полугорячая вулканизация) состоит в том, что к резиновому клею прибавляют ультраускорители и прогревают не всю подошву, а только клеящую пленку, что позволяет сократить длительность процесса вулканизации до 0,5-1 минуты.
3-й вариант (полувулканизация) состоит в том, что клей до нанесения его на подошву и кожу частично вулканизуется, причем процесс вулканизации заканчивается при прессовании.
4-й вариант, применяемый ко второму варианту, состоит в том, что на кожу вместо резинового клея наносится гуттаперчевый, который размягчается при соприкосновении с горячей вулканизованной резиновой подошвой.
5-й вариант состоит в том, что для нанесения на кожу и резину приК1еняется смесь гуттаперчи и резинового клея в количестве до 50% от веса гуттаперчевого клея. Метод работы соответствует методу склеивания гуттаперчевым клеем, причем повышается термоустойчивость клея.
Прессы для горячей вулканизации, предлагаемые в трех вариантах, по общей своей конструкции ничем существенно не отличаются от общеизвестных, так как состоят из прессовой коробки, откидного хомута, затяжного рычага с ручкой и упоров, прижимающих колодку к прессовой коробке. Характерной Отличител ной особенностью является устройство прессовых короток.
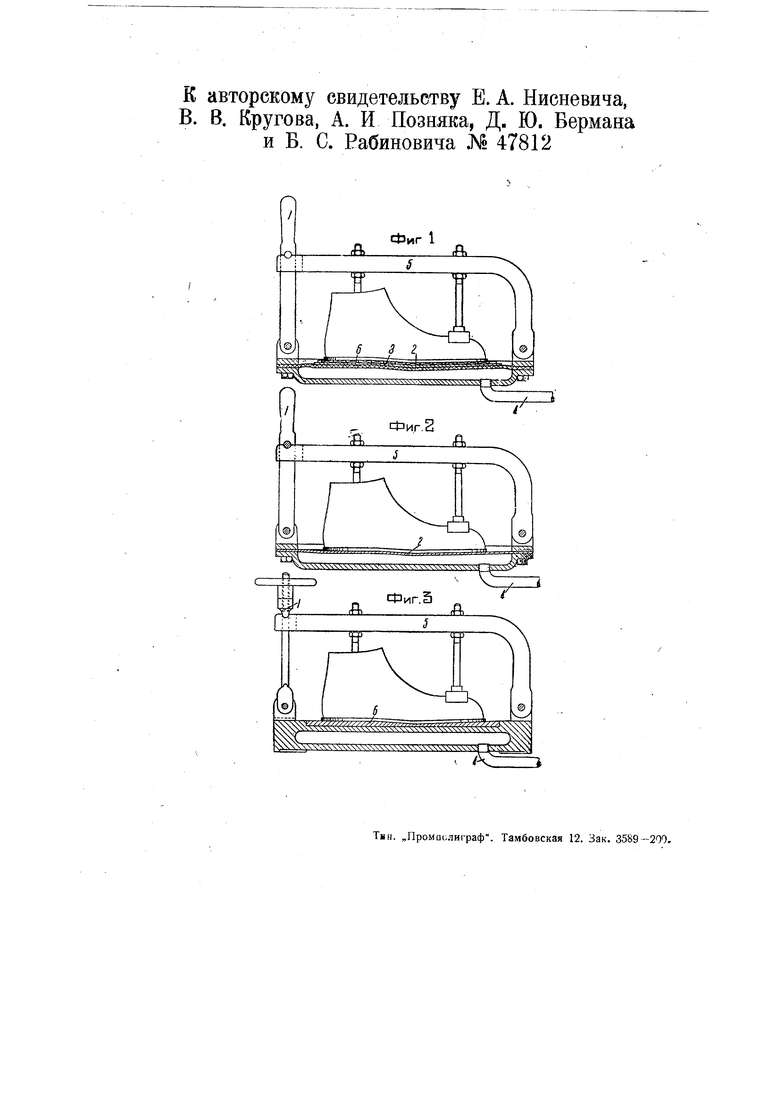
В прессе по 1-му варианту (фиг. 1) прессовая железная коробка, связанная с отки 1НЫМ хомутом 5 и затяжным рычагом с ручкой 1, покрывается гибкой мембраной 2, состоящей из прорезиненной ткани и кожи, поверх которой кладется изолирующий асбестовый слой 3, а поверх последнего-электронагреватель 6, состоящий из переплетения асбестового шнура с нихромом. При пропускании через него электрического тока получается нагревание резиновой подошвы и слоя клея, нанесенного на затяжную кромку ботинка, для создания же необходимого давления, прижимающего подошву к затяжной кромке во всех точках их поверхности, служат вода или воздух, нагнетаемые через трубку 4 в коробку, покрытую гибкой мембраной 2. Когда подошва приклеилась, а пленка завулканизовалась, через трубу 4 выпускают воздух или воду, давление падает, откидной рычаг с ручкой 1 откидывается, хомут 5 такжо, а ботинок с приклеенной подошвой вынимается вместе с колодкой из пресса.
В прессе по 2-му варианту (фиг. 2) характерной отличительной особен ностью служит то, что нагревание и создание необходимого давления производится паром, впускаемым в коробку через трубу 4, в связи с чем мембрана из ткани заменяется тонким листом красной меди, а надобность в электронагревателе отпадает.
В прессе по 3-му варианту (фиг. 3) отличительной особенностью устройства коробки является то, что вместо гибкой мембраны из ткани или меди применена бронзовая рама 6, изготовленная по профилю колодки и низа ботинка, причем она служит также и нагревателем при помощи впускаемого в прессовую коробку пара.
Наиболее пригодным заявители считают применение способа по 2-му ваj рианту, так как он может производиться при помощи любого пресса, не требует обогрева, сокращает время прессования до одной и, максимум, двух минут и дает значительную экономию в стоимости оборудования и в размерах производственной площади, вследствие чего и проведен в жизнь, как
упоминалось, на фабрике „Парижская Коммуна.
Предмет изобретения.
1.Способ прикрепления резиновой подошвы к обуви, отличающийся тем, что на резиновую подошву намазывают два слоя резинового клея, содержащего серу, ускорители и активаторы вулканизации, и покрывают третьим слоем резинового клея, не содержащего в своем составе серы, ускорителей и активаторов, после чего подошву подогревают до 135-140° и в горячем состоянии накладывают на ботинок, затяжную кромку коего промазывают предварительно несколькими слоями резинового клея, содержащего серу, ускорители и активаторы вулканизации, и спрессовывают по-обычному.
2.Видоизменение способа согласно п. 1, отличающееся тем, что к резиновому клею прибавляют ультраускорители и прогревают не всю подошву, а только клеящую пленку в течение 30-60 секунд.
3.Видоизменение способа по п. 1, отличающееся тем, что подошву подогревают в процессе прессования.
4.Прием выполнения способа по п. 1, отличающийся тем, что на кожу вместо резинового клея наносят гуттаперчевый клей.
5.Прием выполнения способа по п. 1, отличающийся тем, что для приклеивания подошвы применяют смесь каучукового и гуттаперчевого клея.
6.Пресс для приклеивания резиновой подошвы к обуви, отличающийся тем, что он снабжен мембраной из волокнистого материала, поверх которой расположен а сбестовый слой 3 и электронагреватель 6 (фиг. I).
7.Видоизменение охарактеризованного в п. б пресса, отличающееся тем, что мембрана 2 выполнена из листовой красной меди и представляет собою призму паровой коробки (фиг. 2Л
8.Видоизменение охарактеризованного в п. 7 пресса, отличающееся тем, что он состоит из обогреваемой паром коробки с бронзовой рамой, изготовленной по профилю ботинка (фиг. 3).
.:
.

