Предметом изобретения яв.чяется х.11особ прикрепления резинового низя обуви, который привулканизовыlUieTCH к затяжной кромке и прессформа для осуществления способа, (остояшая из разъемных неподвижной матрицы и пуансона в виде колодки с обувью, монтированного па п.тунжере пресса.
(Однако при изготов.чении низа обуви методом горячей вулканизании п)еждевреме1П1о разруп;ается затяжная кромка под влиянием температурного режима н CH.UjBoio воздс11ст1;ня матриц на кожу,
Отличитс. особенность нре.тjraraeMoio спосг)ба состоит is том, тго низ приву.мкапизовывается к раи1у, прин;итому к стельке через :,) кромкч. Кроме TOIXJ, матрица в пресс-форме выполнена неразт.емной, а iivancon снабжен npoiiMofi, взаимодействующей с ранm н состояще из частей, монтированных на ocfroBaHHH с 15озможirocTiaio разъема,
П)ед,гагаемое изобре1ение нозволяет экономить pacxo.a клея для прикрепления низа обуви, а также предотвран1ает разрун1ение затяжшп кромки.
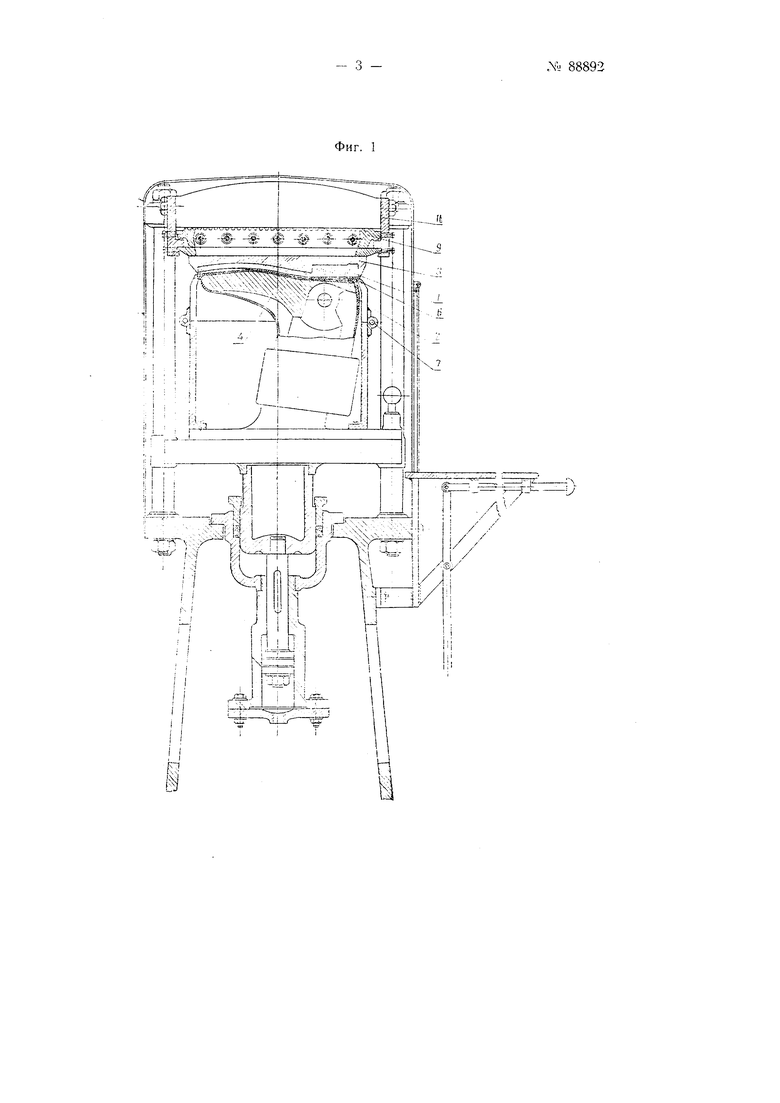
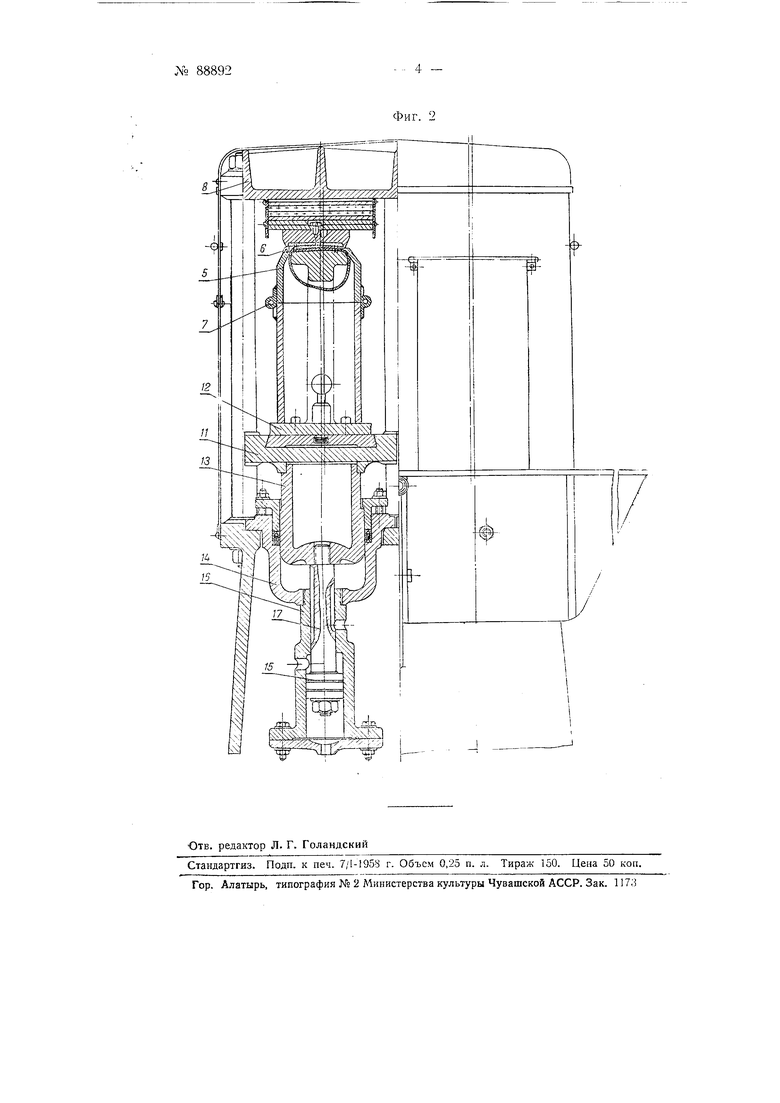
На фиг, 1 изображена пресс-форма сбоку; на (})нг, 2--вид ее сзади.
1 езиновыГ| низ / обуви 2 приву, ка1П13овы11ается к ранту, прп1нитому к сте;1ьке через затяжную кром; у с дополнительным кре11. енпем гвоздями в носке, пятке и пройме, В целях обеспечения водоненронипаемослч; обуви со стороны с.чеда, в промежутке между затяжной кромкой по сте;1ьке и нростилке низ промазывается варом, а нитки во время строчки пропитываются одпим и,з известных составов.
Пресс-форма для ос чпествлепия способа состоит из неподвижно неразъемной матрицы 3, образующей ходовую часть, и пуансона в виде ко.тодки 4 с обувью, монтированного на плунжере нресса.
Пуансон снабжен проймой ,5 с губками 6, взаимодействуюн1. с рантом и состояишй из чаете, N onТ1фоваь пь х на осиован П1 с возмож -10стью разъема при помощи iiiapпиров 7, KOTOp iie служат для прижима рапта по всему контуру низа к краю бзртика матрицы 3 и создания герметичности по краю ioдошвы. При надевании обуви на колодку проймы 5 отводятся в сторону.
Пресс-форм) д.1Я пар, обукч монтируются в идрг1в.личес ;{)м прессе, состоящем из верхней fecyn.ei и. Л , нагревате. i, 9, направ,)иих 10 д, матрицы ,У и нижне | п.чит //, ia которую устанс1вливаю1ся формовочные КО.ПОДКИ 12. Работа пресса обеспечивается при помопи рабочеJ-0 плунжера с норшнем 13 и ци.гиндром 14 и плзнжера холостого хода с поршнем }5 н и1. индром /6, Шток 17 обеспечи1 ает вза 1модействие г ор1ине | плунжеров рабочего и холостого хода, а также нодачу и выпуск жидкости д. рабоче Ч) .чнндра 14.
Способ осун1ествляе- ся с.чедую цим образом.
После затяжки, выполняемой известными способами, след между краями затяжной кромки промазывают варом, затем ставят простилку и снова промазывают. На прошивной машине с приспособлением для направления ранта его прострачивают по всему периметру бахтармой наружу. В носочной и пяточной, частях и проймах кожаный рант дополнительно укрепляют гвоздями, причем рант предварительно отстеклен со стороны бахтармы. Рант припп-1вается так, чтобы край его выступал за затяжную грань на 5-6 мм для обеспечения обжима матрицей. В случае образования на ранте скдадок, последние перед промазкой разглаживаются рантовым молотком.
Промазка клеем 1юверхности ранта производится ровным слоем по всему периметру. При надевании заготовки на проймы 5 на шарнирах 7 отводятся в сторону; пос.че установки заготовки необходимо, чтобы губки 6 расположилис э под ранто.м по всему периметру.
На след )товки накладывается резиновая заготовка так, чтобы она равномерно отстояла от края ранта. Когда обе колодки под1отов.чень, они 15водятся в пресс, ириче.м стол пресса находится в ижнем (опушенном положении), после чего вкл Очают идропривод и пресс срабатывает на формование и вулканизани о.
П р е д .м е т -i з о б р е тс } и я
1.Сгюеоб прикрег ле11ия рези Ю 50го низа обуви, о т л и ч а lo HI и и с я тем, что низ привулканизовывается к ранту, пришитому к через затяжную кромку.
2.Пресс-форма для осу1деств. сиособа по п. 1, состоя лая из неподвиж той матрицы, образующей ходовую часть, и пуансона в виде ко.лодки с обувью, мо} тированно -о на плунжере пресса, отличающ а я с я тем, что матрица выпо; нена неразъемной, а пуансон снабжен проймой, взаи.модействуюш,ей с рантом, состоягцей из частей, монтированных на основании с возможность о разъема при помонш и арниров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячей вулканизации резинового низа обуви | 1944 |
|
SU68544A1 |
| Пресс для клеевого прикрепления формованной резиновой подошвы к низу обуви | 1951 |
|
SU96828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 1998 |
|
RU2134528C1 |
| Способ прикрепления резиновой подошвы к обуви и пресс для приклеивания резиновой подошвы к кожаной обуви | 1935 |
|
SU47812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2223020C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Пневматическая прессовая колодка | 1944 |
|
SU67491A1 |
| Способ затяжки верха обуви на колодке | 1980 |
|
SU984443A1 |
| Способ изготовления обуви | 1984 |
|
SU1227158A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |