Изобретение относится к блокообрабатывающим машинам, нри.меняемым в брошюровочно-переплетных процессах.
Известна оклеечно-ка,птальная машина, содержандая транспортер блоков, клеевые секции, мех-анизм переноса и .приклейки марли, механизм отрезки, подачи и приклейки бумажной ленты с приклеенными каптальными тесьма ми и секцию прикатки.
Приклейка материала в этих машинах производится при выстаиваюшем или медленно движущемся (не более 15 м/мин) блоке, причем механизмы подачи и приклейки совершают периодическое движение. Техническая скорость известных машин существенно ограничена значительными инерционными нагрузками.
Для повышения производительности путем безвыстойной обработки блоков предложено клеевые секции снабдить подпружиненными рычагами с укрепленными на них раклями, причем каждая клеевая секция имеет кулак для привода соответствующего ракля, а механизм отрезки, подачи и приклейки бумажной ленты с прикрепленными к ней каптальными тесьмами выполнеп в виде шарнирного параллелограмма. При этом его нож и столик расположены на шатуне параллелограмма. Механизм переноса и приклейки марли выполнен в виде барабана, в котором радиально установлены нодвижные иглы для фиксации и переноса отрезанной полос-кл марли к корешку блока.
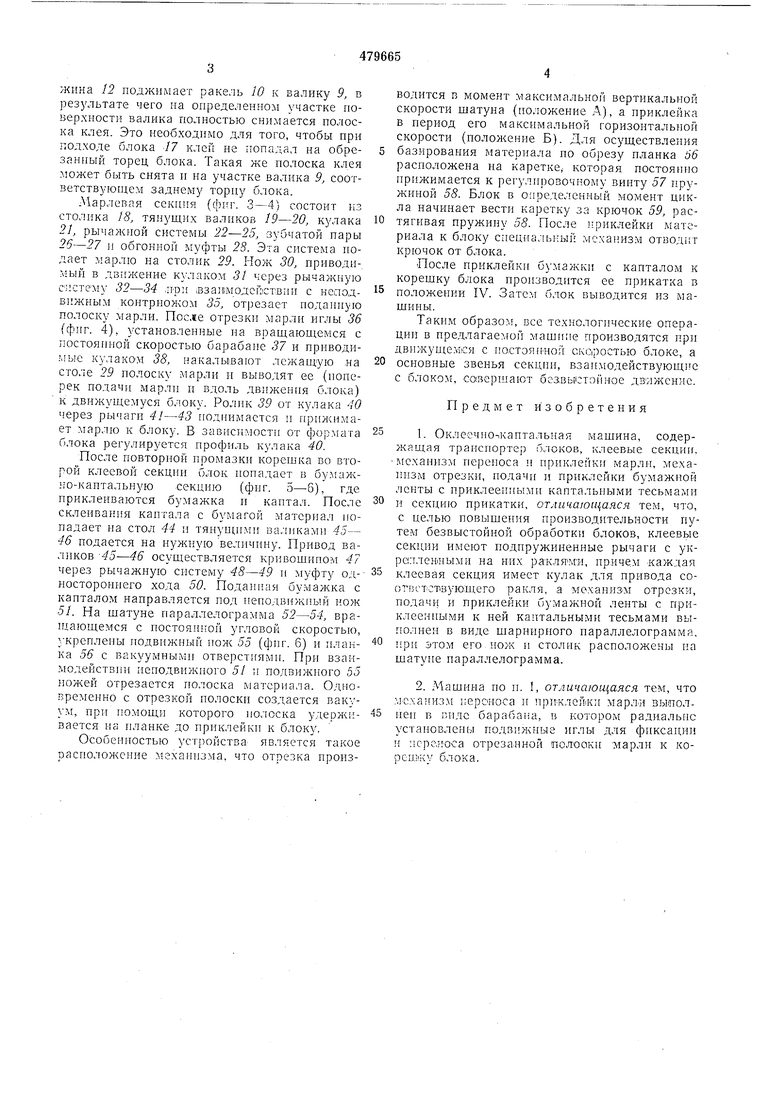
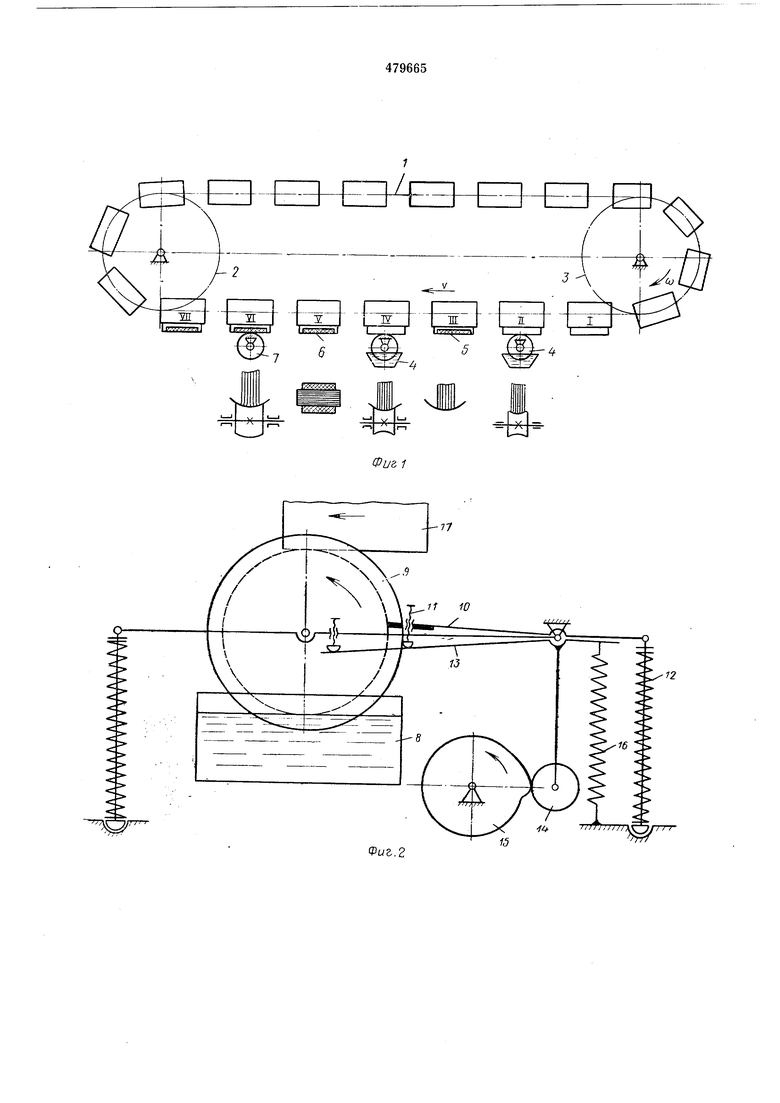
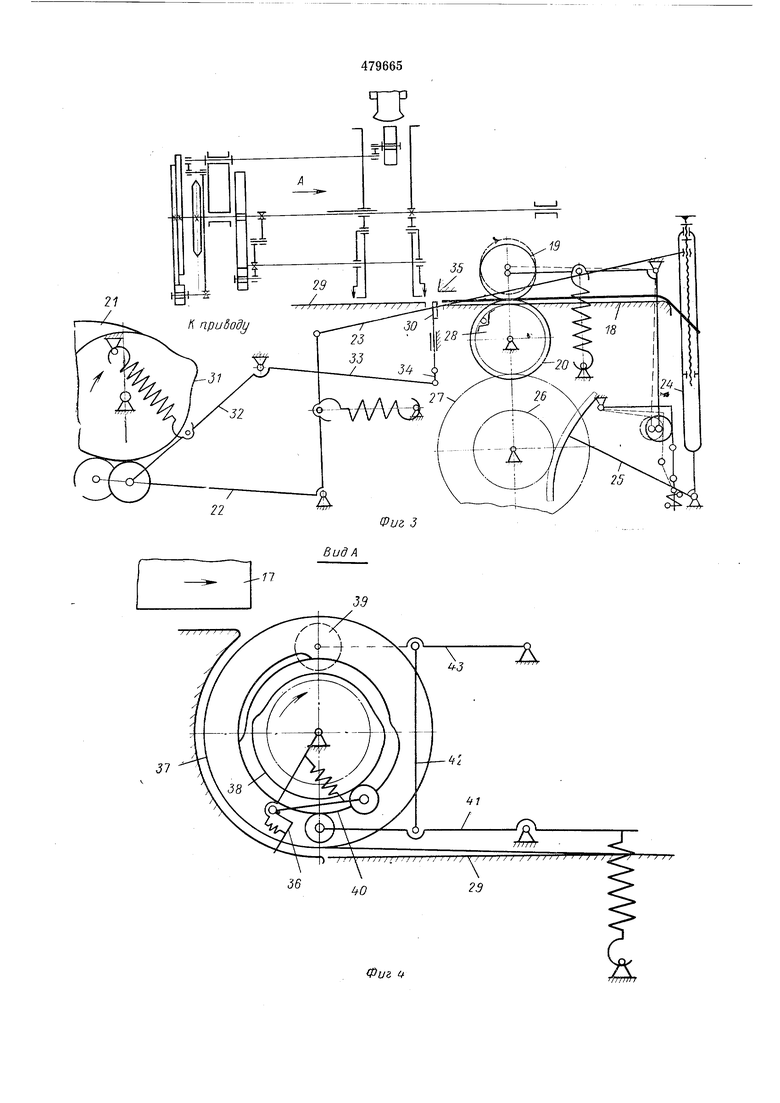
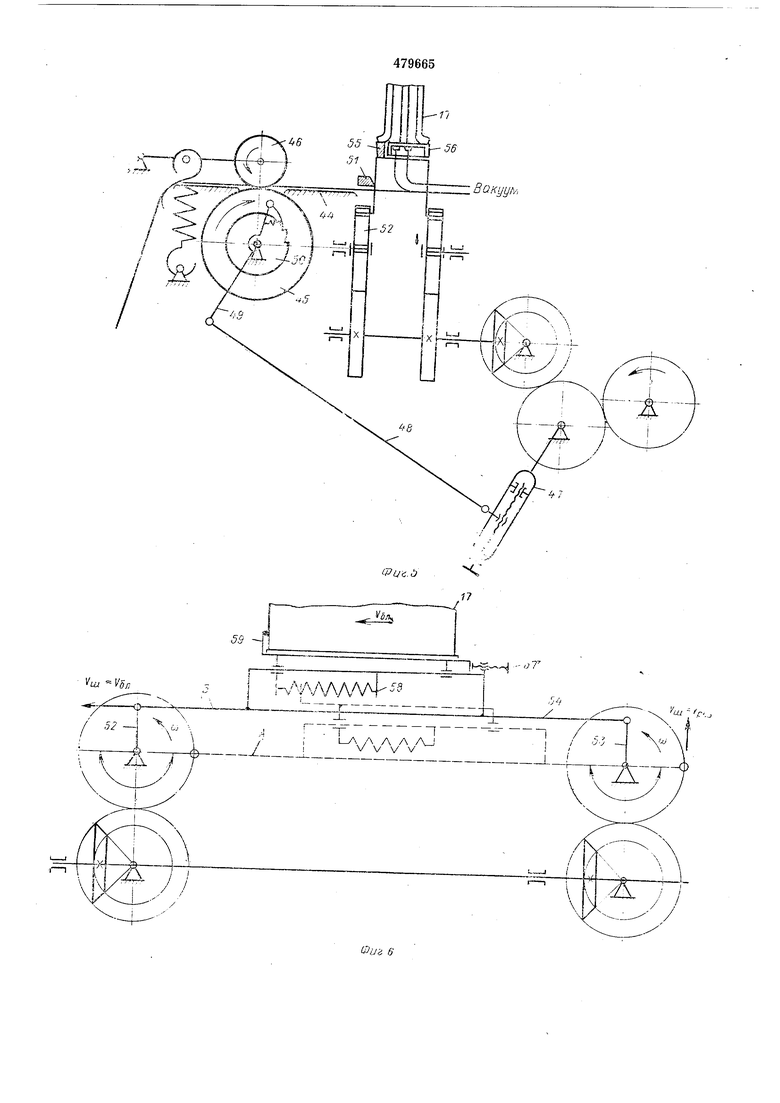
Иа фиг. 1 схематично изображена предлагаемая машина; на фиг. 2 - клеевой аппарат; на фиг. 3 - марлевая секция, вид по движению блока; на фиг. 4 - вид по стрелКЗ Л на фиг. 3; на фиг. 5 - бумажно-каптальнак секция, 1вид noiiiepeK движения блока; на фиг. 6 - то же, вид вдоль двпжения блока.
Машина включает транспортер 1, приводимый в движение звездочками 2 и 3 и двил«щийся без остановок с постоянной скоростьк;, две клеевые секции 4, марлевую секцию и. бумажно-кантальную секцию 6 и прикатывающую секцию 7. Блок, вводимый в позиции /. проводится последовательно через все секции и после приклейкп и прикатки материала выводится из машины в позиции VII.
Клеевая секция (фиг. 2) состоит из вапны 8 и клеевого валика 9, имеющего соответствующий корешку блока профиль. Толщина наносимого клея регулируется раклем W при помощи винта 11, пружина 12 замыкает ракель на трехплечий рычаг /. на одном из плеч которого сидит ролик 14, обкатывающийся по кулаку 15 главного вала. При нахождении рол-ика 14 на выступ кулака 15 пружина 16 растягивается, и рычаг 13 поворачивается против часовой стрелки. При этом пружнна 12 поджимает ракель 10 к валику 9, в результате чего иа определенЕЮм участке поверхности валика полностью снимается полоска клея. Это необходимо для того, чтобы при подходе блока 17 клеи не попадал на обрезанный торец блока. Такая же полоска клея может быть снята п на участке валика 9, соответствуюн ем заднему торпу блока.
Марлевая секния (фиг. 3-4) состоит из столика 18, тянущих валиков 19-20, кулака 21, рычажной системы 22-25, зубчатой пары 26-27 и обгонной муфты 2S. Эта система подает марлю на столик 29. 1-1ож 30, прпводи.мый в движение кулаком 31 через рычажную Спстему 32-34 .п-рм взаицмодсйствпн с неподвижным контриожо.м 35, отрезает поданную полоску марлп. После отрезки марли иглы 36 (фиг. 4), установленные иа вращающемся с ГЮСТОЯ1ПЮЙ скоростью барабане 37 и прнводи.мые кулакОМ 38, накалывают лежапдую на столе 29 полоску марли и выводят ее (поперек подачи марли и вдоль движения блока) к движущемуся блоку. Ролик 39 от кулака 40 через рычаги 41-43 ггоднимается п ирижимает марлю к блоку. В зависимости от формата блока регулируется профиль кулака 40.
После новториой промазки корешка во второй клеевой секции блок попадает в бу.маж.чо-каптальиую секцию (фиг. 5-б), где приклеиваются бумажка п каптал. После склеивания каптала с бумагой материал попадает па стол 44 п тяиунигми заликамн 45- 46 подается на нужную величииу. Привод валиков 45-46 осуществляется кривошипом 47 через рычажную систему 48-49 и муфту од- ностороннего хода 50. Поданная бумажка с капталом направляется под иеподвижгп й нож 51. На шатуне параллелограмма 52-54, врапдагощемся с постоянной угловой скоростью, укреплены подвижный пож 55 (фнг. 6) и планка 56 с вакуумными отверстиями. При взаи.модействи-п иеиодвижпого 51 и подвижного 55 ножей отрезается полоска материала. Одновременно с отрезкой нолоски создается вакуум, при помощи которого полоска удерживается на планке до приклейки к блоку.
Особеииостью устройства является такое расположение механизма, что отрезка производится в момент максимальной вертикальиой скорости шатуна (ноложение А), а приклейка в период его максимальиой горизонталь}1ой скорости (положение Б). Для осуществления
базирования материала по обрезу планка 66 расположена на каретке, которая постоя1П10 прижимается к регулировочному винту 57 пружиной 58. Блок в определенный момент цикла начинает вести каретку за крючок 59, растягивая пружину 58. После приклейки материала к блоку специальный мсхагшзм отводггг крючок от блока.
После приклейки бумажки с капталом к корешку блока производится ее прикатка в
положении IV. Затем блок выводится из машииы.
Таким образом, все технологические операции в предлагаемой машине производятся при двпжущемся с постояННой скоростью блоке, а
основные звенья секции, взаимодействующие с блоком, совершают безвьвстопное дзлжсние.
Предмет изобретения
1. Оклеечно каптальная машина, содержащая транспортер блоков, клеевые секции, механизм перепоса п ири {лейки марли, механизм отрезки, подачи и приклейки бумажной ленты с приклеепиыми каптальпыми тесьмами
и секцию прикатки, отличающаяся тем, что, с целью иовышения производительности иутем безвыстойной обработки блоков, клеевые секции имеют иодпружиненные рычаги с укре :тлеБНЫми на них ракляМн, причем каждая
клеевая секция имеет для привода соответствующего ракля, а моханиз м отрезки, подачи и приклейки бумажной ленты с приклеенными к ней каптальными тесьмами выполнен в виде шарнирного параллелограмма,
при этом его пож и столик расположены па шатуне параллелограмма.
2. Машина по и. I, отличающаяся тем, что механизм иероноса п приклсйа и марлл выполнеп в виде 6apa6aiia, в котором радиальис устаиовлены подвижные иглы для фиксации п лсрс.иоса отреза.нной полоски марли к корсш ку блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИКЛЕЙКИ МАРЛИ, КАПТАЛА И БУМАЖНОЙ ПОЛОСКИ К КОРЕШКУ БЛОКА | 1970 |
|
SU265860A1 |
| Поточная линия для изготовления книг в твердом переплете | 1973 |
|
SU478752A1 |
| Станок для наклеивания на корешки книг капталов | 1940 |
|
SU66465A1 |
| Машина для обработки книжных блоков | 1960 |
|
SU132192A1 |
| Многопозиционная машина для бесшвейного скрепления книжных блоков | 1957 |
|
SU111678A1 |
| Способ обработки корешка книжного блока и устройство для его осуществления | 1976 |
|
SU659414A1 |
| Способ скрепления блоков и машина для его осуществления | 1991 |
|
SU1781087A1 |
| Способ переплетения книг и приспособление для его осуществления | 1951 |
|
SU106924A1 |
| Поточная линия для изготовления блоков тонких книг | 1983 |
|
SU1150096A1 |
| Машина для вставки книжного блока в переплетную крышку | 1980 |
|
SU962011A1 |
36
и
29
