(54) СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РЕЗКИ /
| название | год | авторы | номер документа |
|---|---|---|---|
| Резак для воздушно-дуговой резки металла | 1986 |
|
SU1549697A1 |
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2014 |
|
RU2582412C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Способ электродуговой металлизации | 1990 |
|
SU1738868A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2577383C2 |
| Ручной резак для воздушно-дуговой строжки | 1987 |
|
SU1731524A1 |
| Способ дуговой обработки | 1979 |
|
SU870041A1 |
| Резак для воздушно-дуговойРЕзКи МЕТАллА | 1978 |
|
SU808226A1 |
| Способ зарядки частиц порошков полимеров в коронном разряде и устройство для его осуществления | 1980 |
|
SU930806A1 |
| УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПОЛИМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2584733C2 |
1
Изобретение относится к электроэрозионной обработке металпов, в частности к воздушноэлектроконтактной резке остатков литников и заливов на отливках.
Известны способы, при которых обработку производят стержневым электродом-инструментом, зажатым в контактной колодке, а удаление расплавленного металла осуществляют потоком сжатого воздуха, подаваемого в зону реза со стороны задней грани электрода под углом к нему.
С целью стабилизации эффективности удаления расплавленного металла по предлагаемому стособу точку пересечения потока сжатого воздуха с задней гранью электрода размещают на расстоянии от рабочего торца электрода, равном половине длины его вылета.
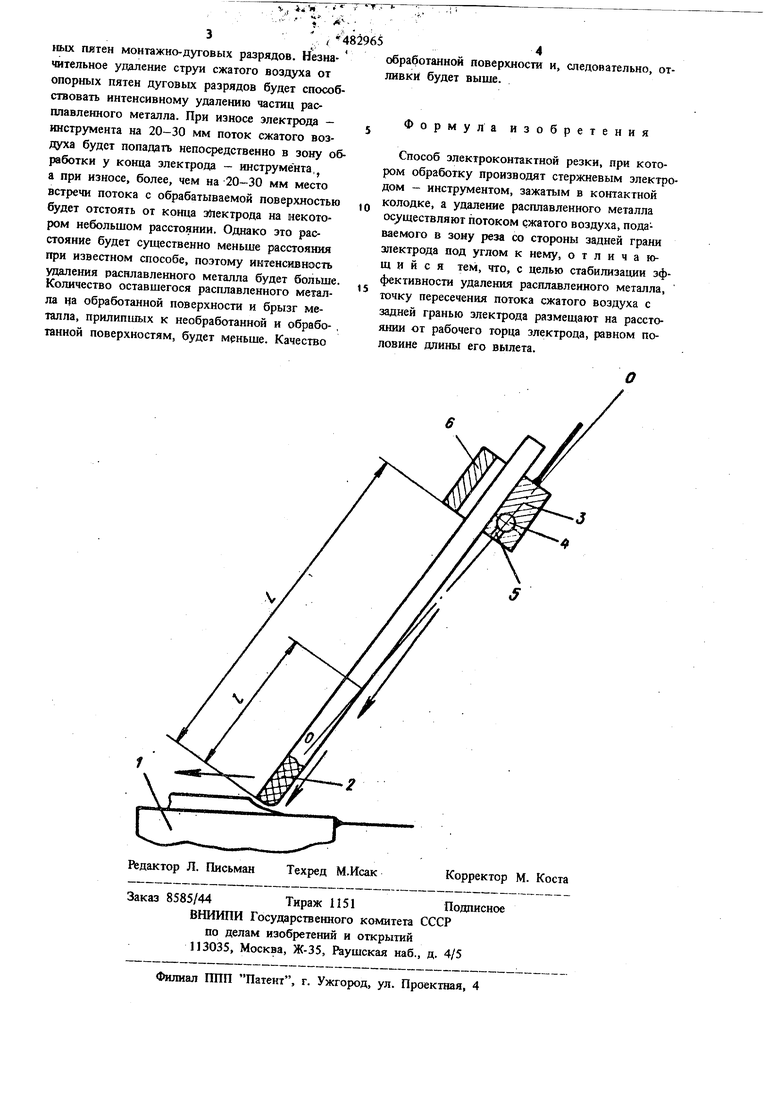
Предлагаемый способ иллюстрируется чертежом.
На чертеже показаны: обрабатываемая деталь 1; электрод-инструмент 2; контактная колодка 3 с воздушным коллектором 4 и отверстиями 5; зажимная колодка 6. Буквами обозначено: ось ОО отверстия для подачи сжатого воздуха на электрод; длина L вылета электрода-инструмента 2; расстояние fc от конца электрода-инструмента 2 до места пересечения оси отверстия 5 (оси потока сжатого воздуха) с электродом-инструментом 2.
При зачистке отливок в зону обработки подают сжатый воздух, который препятствует науглероживанию поверхности детали. В том случае, когда не важен химический состав обработанной поверхности и ее механические свойства, в зону обработки вместо воздуха может подаваться газ иного химического состава, например аргон, азот, углекислый газ.
Способ осуществляют с резаком, у которого в контактной колодке для электрода-инструмента имеются два-три отверстия для подачи сжатого воздуха в зону обработки. Оси этих отверстий направлены на электрод так, что точки пересечения их лежат на расстоянии 20- 30 мм от конца электрода (0,1 - 0,15 вылета электрода). При работе сжатый воздух, попадая на грань электрода, будет отклоняться вниз, скользить по ней и попадать в зону обработки на минимальном расстоянии от опор
