1
Изобретение относится к сиособам дуговой обработки, предиаэначенным для выполнеиия поверхностной резки и может быть использовано в судостроении, энергетическом и транспортном машииостроении, химическом и нефтяном машинострое1в1и, а также в других отраслях народного хозяйства для целей поверхностной обработки литья, разделки кромок под сварку, выплавки дефектов сварных швов и тому подобных аналогичных задач.
Известен способ дуговой обработки, получивший наименование воздушно-дуговой резки, при котором обработку металла производят дугой, возбуждаемой с помощью угольных или графитированныз; злектродов, параллельно которой и концентрично столбу дуги подают поток сжатого воздуха fl. При зтом электрическая дуга обеспечивает расплавление обрабатываемого металла, а струя сжатого воздуха, подаваемая
последовательно за электродом, - его удаление из полости реза.
Недостатком известного способа является то, что его вьтолиение может быть реализовано только при питании дуги постоянным током обратной полярности (плюс на электроде), либо при питании дуги переменным током.
Данные схемные решения процесса обусловлены необходимостью получения достаточно жидкотекучего расплава в полости реза, который может быть удален струей сжатого воздуха.
Однако необходимость выполнения процесса резки при вышеуказанных схемах пнтания дуги приводит к существенному повышению расхода злектродов, используемых для питания дуги. Высокие скорости сгорания угольных или графитироваиных электродов приводят к непроизводительным простоям, обу-. словленным необходимостью смены сгоревших электродов, что в свою оче редь обуславливает сиижение производительности обработки металла. Кроме того, одним из весьма существенных недостатков процесса является насыщение кромки реза углеродом при данном технологическом процессе. Данное обстоятельство в свою очередь приводит к повьшению содержания углерода в металле шва при последующей заварке полученных канавок, что 6 свою очередь снижает работоспособность сварных соединений.
Известен способ дуговой обработки, при котором снятие поверхностных слоев металла производят так называемой плазменной дугой, вследствие чего дан- 45 ный способ обработки получил наименование поверхностной плазменно-дуговой резки Г2}. При этом способе резки струя рабочего газа, подаваемого в камеру формирования дуги, обеспечивает зффективное сжатие столба дуги в канале сопла, вследствие чего такая дуга обеспечивает высокую жидкотекучесть расплава, который под действием давления дуги удаляется из йолости .реза Роль механического воздействия плазмообразующего газа в удалении расплавленного металла является второсте пенной, так как вследствие необходимости выполнения процесса резки плазмотроном, ориентированным под углом к поверхности обрабатываемого металла и развитых габаритов дугового плазмотрона, расстояние от среза плазмообразующего сопла до металла составляет несколько десятков миллиметров. Выполнение данного процесса при питании дуги постоянным током прямой полярности обеспечивает высокую стойкость нёштавящегоСя электрода. При этом способе резки также отсутствует насыщение крокиси реза азотом. Недостатком известного способа яв ляется то, что его реализация связан с необходимостью существенного услож нения резательного оборудования. Для выполнения данного процесса необходимы специализированные устаио&ки, включаюпще в себя источники питания, обладающие специальными статическими и динамическими вольт-а шерными характеристиками, а также сложные по своей конструкции называемые дву поточные плазмотроны. Кроме того, на пряжение на дуге при данном способе резки составляет 130-160 В, что в свою очередь обуславливает увеличени расхода электроэнергии.
Известен способ дуговой обработки, при котором столб дуги возбуждают между водоохлаждаемым термохимическим катодом и обрабатываемым изделием и стабилизируют концентричным кольцевым потоком углекислого газа 3.
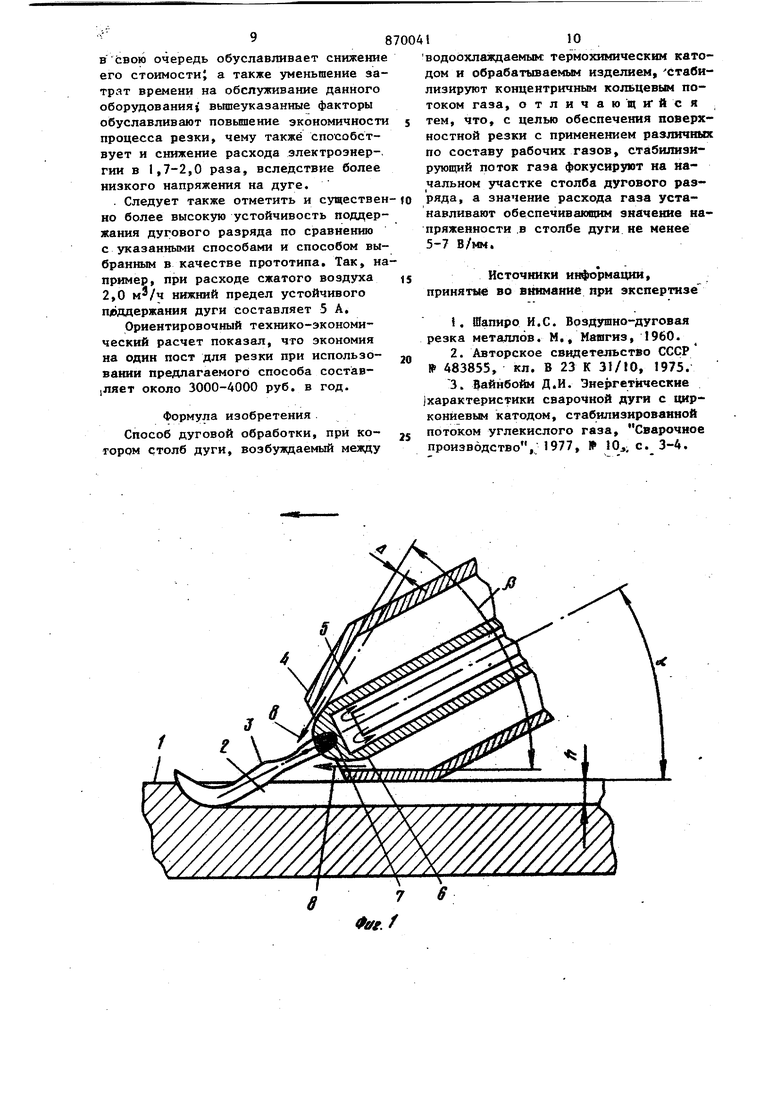
При данном способе обработки потока газа, вытекающий с высокой скоростью через узкий кольцевой зазор между катодным узлом и соплом, срез которого расположен на большем расстоянии от поверхностей металла по сравнению со срезом катода, стабилизирует столб дугового разряда по его Длине. Осуществление данного способа а постоянном токе прямой полярности интенсифицированное охлаждение каода гарантирует высокую долговечность лектрода в процессе обработки. Недостатком данного прототипа явяется то, что вышеуказанный способ бработки, несмотря на то, что он поучил широкое применение для целей варки, не может быть использован для целей резки. Это связано с тем, что в дугах, стабилизированных потоками воздуха и азота, отсутствует повышение напряжения на дуге, которое имеет место при использовании в качестве газа стабилизирующего дугу углекислого газа. Между тем азот и сжатый воздух являются наиболее распространенными рабочими газами для целей дуговой резки. Отсутствие сжатия столба дуги при использовании вьш1еуказанных рабочих газов не обеспечивает получения достаточно жидкотекучего расплава, удаляемого воздействием давления дуги и потока газа из полости реза, В дуге, обдуваемой потоком газа, существует так называемый начальный участок, в котором имеет место горение дуги в свободном ланимнарном потоке. Конец этого участка обусловлен соприкосновением пограничного слоя с тепловьм слоем газа около дуги и разрушение последнего, Дпина данного начального участка равна 5-6 дааметрам столба. Цель изобретения - обеспечение поверхностной резки с применением различных по составу рабочих газов. Это достигается тем, что стабилизирующий поток газа фокусируют на начальном участке столба дугового ,разрядаj а значение расхода устанавливают обеспечивающим значение напряженности в столбе дуги не менее 5-7 В/мм. На .фиг, 1 изображена схема выполнения предлагаемого способа на фиг. 2 - график, характеризующий изменение напряжения на дуге при идменении месторасположения точки фокусировки газа по длине столба дуги; на фиг. 3 - графики характеризующие влияние длины дуги на изменение ее напряжения при различных расходах газа, стабилизирующего дугу. На фигурах обозначены: обрабатываемое изделие 1, полость реза 2, столб 3 дуги, сопло 4 для подачи стабилизирующего газа, полость 5 для прохода стабилизирующего газа, катодный узел 6t катодная вставка 7, направление 8 выхода газа из сопла горелки, Л угол наклона горелки к поверхности ,обрабатываемого металла, f - угол, образованный внутренней поверхностью сопла горелки, h - глубина выплавляемой канавки, Цд - изменение напряжения на дуге, 0д- длина столба дуги, А - точка фокусировки потока газа, стабилизирующего дугу, л - величина минимального кольцевого зазора между наружной поверхностью катодного узла и внутренней конусной поверхностью сопла, Q, Qn Q - значения расходов стабилизирующего газа, причем Q Q2 b Способ осуществляют следующим образом. Между катодной вставкой 7 и обрабатываемым изделием I (фиг. I) воз.буждают электрическую дугу (столб З). Одновременно в кольцевую полость 5 между внутренней пов хностью сопла 4 и наружной поверхностью катодного узла 6 подают, газ, стабилизирующий дугу При этом ось наклона оси горелки ориентируют под некоторым углом к наружной поверхности обрабатываемого не талла ct и перемещают в направлении, показанном стрелкой, в результате чего получают канавку. Выбор рабочего газа, стабилизирующего дугу, производят в зависимости от материала прииятых катодных вставок. При использовании вставок из циркония илн гафммя в качестве газа, стабилизирующего дугу, применяют сжатый воздух шл кислород, а при использова в1И катодплс вставок из вольфрама - азот или смесь азота с аргоном. Выпеуказанные материалы катодных вставок определяют нак симально допустимые значения рабочих 16 токов .при резке; прн использовании t сжатого воздуха J 300 А, а при использовании азота соответствующее значение тока составляет до 500 А. Значение угла наклона at выбирают исходя из требуекых парагетров выплав ляемой канавки ее отрины и глубины h Чем большую величину имеет данный угол, тем больше глубина и меньше ширина выплавляемой канавки. Дпя осуществления возможности реализации данного способа имеет чрезвычайно важное значение обеспечение соответствующего значения направления выхода газа стабилизнрукяцего дуГУ, которое зависит от угла f, образованного внутренней поверхностью сопла горелки. Чем больше значение угла fs , тем ближе точка А фокусировки потока газа расположена к срезу катодного узла, поэтому тем большую величину, имеет напряжение на дуге U при данной ее длине д (фиг. 2). В свою очередь увеличение напряжения на дуге за счет повышения напряженности столба дуги обеспечивает более эффективное вложение тепла в обрабатываемое изделие,что в свою очередь способствует тому, что металл, расплавленньЕй дугой,будет достаточно жидкотекучим, вследствие чего давление дуги на ванну расплавленного металла и потока газа, стабилизирующего дугу, обеспечит ее удаление из полости реза. Таким образом по своей физической сущности предлагаемый способ занимает как бы промежуточное положение между воздушно-дуговой и плазменно-дуговой резкой, если при первом технологическом процессе основную роль в удалении расплавленного металла имеет воздействие на ванну потока сжатого воздуха, а при втором - давление дуги, то в предлагаемом способе оба указанных фактора играют существенную роль в удалении.расплавленного металла из полости реза. Точку А фокуси- ровки потока стабилизирующего газа за счет соответствующего значения угла И и величины диаметра среза катодного узла устанавливают иа расстоянии не превьшгающем S-6 мм от среза катодного узла. Чем меньшую величину имеет зазор , д медду внутренней поверхностью сопа и катодным узлом, тем соответстенно при меньшем значении расхода аза стабилизирующего дугу, обеспечивают требуемое значение напряжения на дуге. В соответствии с формулой Герты Айртон напряжение на дуге линейно возрастает с увеличением ее длины и эту связь между ними характеризует формула ид а ,где а сумма катодного и анодного падения напряжения, В; fb - напряженность столба дуги, В/мм. Изменение расхода газа, стабилизирующего дугу,обусловливает изменение численного значения величины fS . Поэтому, соответственно, чем больше значение расхода газа стабилизир5«рщего дугу, тем большую величину имеет градиент изменения напряжения |ь. Так как Qg7 QA7 то и напряжения, соответствующие данным расходам газа при фиксированной длине столба дуги й и данном значении зазора л, также соответственно возрастают с ростом расхода газа, стабилизирующего дугу фиг. 3)j так как чем больше расход газа, тем соответственно больше газ пережимает столб дуги. Достаточным для ос1га1ествленяя процесса резки является такое значение расхода газа,.которое обеспечивает зн чение наоряженности в столбе дуги не менее 5-7 В/мм. Поэтому, зная соответ ствующее изменение напряжения на дуге при изменении ее длины для различных расходов rasaj стабилизирующего дугу за рабочее значение расхода принимают .такое его значение, которое обеспечи вает напряженность в столбе дуги не менее 5-7 В/мм. При меньших значениях напряженности, а следовательно и расходе ra3aijстепень сжатия столба недостаточна, что не обеспечивает эффективное удаление металла. Для обеспечения гарантирования фокусировки потока газа на начальном участке расстояние точки А от среза катода устанавливают равным 2,0-2,5 диаметрам катодной вставки, В связи с -тем, что диаметр термохимического катода,как правило, составляет 155-2,0 мм, то вьшеуказанно расстояние не превышает 4-5 мм. Примером вьтолнения предлагаемого способа является разделка дефектов сварных швов, выполненная на пластинах из малоуглеродистой стали толщиной 8 мм. Резка выполняется с исполь зованием в качестве рабочего газа дл стабилизации дуги сжатого воздуха, В качестве материала катодной вставки спользуется цирконий. Газ, стабилизирующий дугу, фокусируют на расстоянии 4 мм от среза катодного узла. Горелку в процессе ее перемещения ориентируют под углом 60 к поверхности обрабатьгоаемого металла. Непосредственное возбуждение дуги выполняется путем замыкания конца катодной , вставки о поверхность обрабатываемого металла, питание дуги в процессе резки выполняется постоянным током прямой полярности. Расход сжатого воздуха, обеспечивающего стабилизацию дуги, устанавливают таким, чтобы при длине дуги 4 мм ее напряжение составляло 40 В, а при длине 5 мм - 48 В. При токе 1}О А и напряжении на дуге, равном 42 В, получают канавку шириной 9 мм .и глубиной 4,5 мм. Полученные канавки имеют ровную блестящую поверхность, а металл, выплавленш 1Й из полости реза, располагается по наружной поверхности обрабатываемого изделия и легко отделяется от ее после окончания процесса резки. Предложенный способ дуговой обработки, обеспечивакшрш выполнение процесса поверхностной резки дугой, стабилизированной потоком газа, является HOBbjM способом термической резки, обладающим целым рядом технико-экономических преимуществ по сравнению с существующими спсобами дуговой обработки, применяемыми для целей поверхностной резки. При этом по сравнению с воздушно-дуговой резкой обеспечивается возможность механиза-ции резательных работ} повышается на 30-40% производительность резки, характеризуемая весом вьтлавленного металла обеспечивается более высокое качество кромок реза, а следовательно и сварньрс соединений при последукедей сварке вследствие отсутст вия науглероживания обрабатываемого металла; повышается экономичность выполнения резательных работ как вследствие более высокой производительности, так и вследствие меньших затрат вспомогательного времени, связанного с перестановкой электродов по мере их обгорания. По сравнению же с плазменной резкой обеспечивается возможность использования для питания дуги стандартных сварочных преобразователей постоянного тока существенно упрощается резательное оборудование, что
в свою очередь обуславливает снижение его стоимостиЛ а также уменьшение затрат времени на обслуживание данного оборудования} вышеуказанные факторы обуславливают повьш1ение экономичности процесса резки, чему также способствует и снижение расхода злектроэнер-, гии в 1,7-2,0 раза, вследствие более низкого напряжения на дуге.
. Следует также отметить и существен но более высокую устойчивость поддержания дугового разряда по сравнению с указанными способами и способом выбранным в качестве прототипа. Так, например, при расходе сжатого воздуха 2,0 нижний предел устойчивого поддержания дуги составляет 5 А,
Ориентировочный технико-экономический расчет показал, что экономия на один пост для резки при использовании предлагаемого способа состав|Ляет около 3000-4000 руб. в год.
Формула изобретения . Способ дуговой обработки, при котором столб дуги, возбуждаемый между
водоохлаждаемык термохимическим катодом и обрабатываемым изделием, стабилизируют концентричным кольцевым потоком газа, отличающимися тем, что, с целью обеспечения поверхностной резки с применением различных по составу рабочих газов, стабилизирующий поток газа фокусируют иа начальном участке столба дугового разряда, а значение расхода газа устанавливают обеспечивающим значение напряженности .в столбе дуги не менее 5-7 В/мм.
Источники информации, принятые во внимание при экспертизе
1.Шапиро И.С. Воздушно-дуговая резка металлов. М,, Мащгиз, i960.
2.Авторское свидетельство СССР 483855, кл. В 23 К 31/10, 1975.
3. Вайнбойм Д.И. Энергетические )характеристики сварочной дуги с цирконйевьа катодом, стабилизированной потоком углекислого газа, Сварочное производство, 1977, № Ю,. с. 3-4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для резки сжатой дугой | 1977 |
|
SU698733A1 |
| Способ плазменной обработки | 1977 |
|
SU737151A1 |
| Жидкость для плазменно-дуговой резки | 1977 |
|
SU725848A1 |
| Способ плазменно-дуговой поверхностной резки | 1977 |
|
SU738804A1 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 2009 |
|
RU2411112C2 |
| Способ плазменно-дуговой резки | 1977 |
|
SU707730A1 |
| Способ дуговой обработки | 1978 |
|
SU749602A1 |
| Способ плазменно-дуговой резки | 1977 |
|
SU742086A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| Горелка для плазменно-дуговой резки | 1977 |
|
SU727367A1 |

Уд
flffCCfffffjff/ve ffejK y /7fffff/f&
У и
Vff ФУ1,
