1
Изобретение касается термической обработки инструмента.
Известен способ термической обработки инструмвита, заключающийся в закалке и рбработке глубоким холодом в ждких ере дах. Обработку холодом проводят при по- степенном сравнительно медленном погружении HHCTpyivieHTa в среду во избем ание возникновения в нем значительных напряжений.
Предлагаемый способ позволяет повььсить износостойкость инструмента.
Это достигается путем ударного погружения инструмента в среду жидкого азота или другой жидкости с температурой от минус 15О до минус 269°С.
Регулировать степень термоудара можно Выбором охлаждающей жидкости. Для уменьшения влияния паровой рубашки, о5.разующейся у поверхности инструмента, охлаждаемого в среде сжиженных газов, нелесооБразно применять охлажденные до необходимой температуры жидкости, замерзающие ниже-150 С, например триэток й силан с температурой Йамерзания -17 ,
2
Для изменения теплопроводностк охпажааюшей инструмент среды можно использовать смеси выбранной жидкой среды с порошком того или иного вещества (олова, алюминия) в зависимости от желаемой .скорости ударного охлаждения).
Режим проведения обработки по пред- лягаемому способу следующий. Сначала
проводят ударное (мгновенное) погружение инструмента в охлаждающую сред; с темпе- ратурой от минус 150 до минус 269°С и выдерживают в указанной среде в течение 5-30 мин после приобретения инструментом температуры охлаждающей среды. Затем инструмент извлекают из охлаждающей среды и выдерживают при кол натной температуре на воздухе до полного таяния инея на его поверхности, либо в камере с ocjTiieHHbiM воздухом или другой сухой средой до шриобретения инструментом кЬмнатной температуры., После этого осуществ . ляю-т однократный отпуск в масле или дру ГОК неокислительной среде при 2Об 25О С- в течен11е ,5 час, В большинстве случаев Стпуск не нужен, например, если налкчие ыалр51жений не понижает ка|чёства инструмента и не мешает его эксплуатации или если в процессе работы ; происходит самопроизвольный отпуск инструмента в результате его разогрева. Однако сверла и другой инструмент дна-g
метром меньше 1 мм отпускать необхо-- ; димо.1
Обработку холодом с ударным охлаж- дением проводят на разных этапах изго- , . товления и хранения инструмента: в про- Ш пессе закалки, т. е. закалка инструмента (из стали Р18, Р9) проводилась непосредственна в жидком азоте тотчас после обычной закалки в масле и приобретения инструк ентом комнатной темпе-15 ратуры; через 1-2 дня после окончатепьного изготовления и оформления инструмен-г Ta.jT. е. через 2-3 месяца после проведе- ния закалки; после длительного {от полугода до пяти лет) хранения готового инст- 20 румента на складе; на любом этапе эксплуа тации.
Обработке хслодом и испытанию подвер-,
ались сверла, фрезы, метчики, резцы, гтляпг-:
и, пилы и другой инструмент из стачиР18, 25 Р9, Р6М5 и 9ХС.
Пример. Испытанию подвергались сверла из стали Р18 диаметром 7,3, хра™
на инструментальном складе более полугода. В испытании срав- 30 нивалась износостойкость одного и того
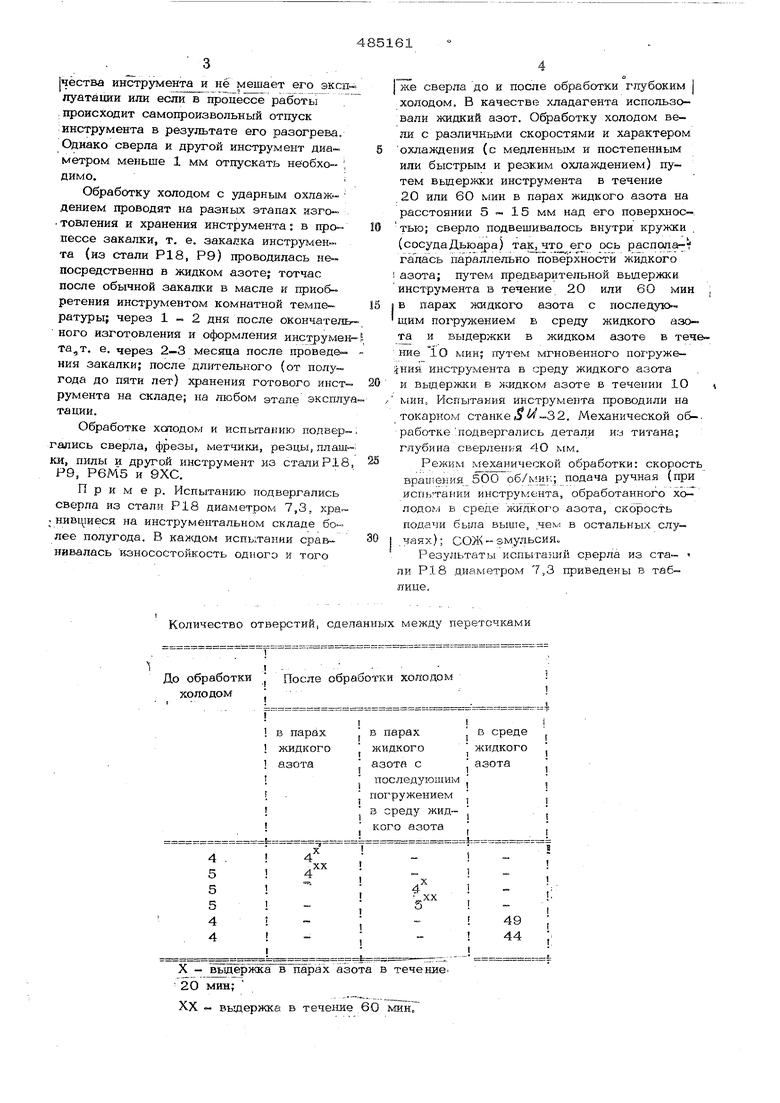
Количество отверстий, сделанных между переточками
I же сверла до и после обработки глубоким | холодом, В качестве хладагента использовали жидкий азот. Обработку холодом вели с различными скоростями и характером охлаждения (с медленным и постепенным или быстрым и резким охлаждением) путем вьщержки инструмента в течение 20 или 60 мин в парах жидкого азота на расстоянии 5 15 мм над его поверхнос-, тью; сверло подвешивалось внутри кружки , (сосудаДьюара) так,чт его ось распопагалась параллельно поверхности жидкого азота; путем предварительной вьщержки инструмента в течение, 20 или 6О мин 1 в парах жидкого азота с последующим погружением в среду жидкого азота и выдержки в жидком азоте в течние То ггутем мгновенного погруже- .ч:ний инстру 1ента в среду жидкого азота и вьш.ержки в ясндком азоте в течении 10 ыкн. Испытания инструмента проводили на токарном станке (5 it-32. Механической об- работкеподвергались детали из титана; глубина сверпенкя 40 мм.
Режим механической обработки: скорост вращения 500 об/гчшк; подача ручная (при испьтании инструмента, обработанного холoдo л в среде жидкого азота, скорость подачи бьша вьште, чем в остальных слуI чаях); СОЖ - эмульсия.
Результаты испьЕтаяий сверла из ста- ли Р18 диаметром 7,3 приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки инструмента | 1981 |
|
SU956581A1 |
| Способ термической обработки изделий | 1979 |
|
SU773104A1 |
| Способ термической обработки инструмента | 1978 |
|
SU711130A1 |
| Способ термической обработки быстрорежущих сталей | 1975 |
|
SU533650A1 |
| СПОСОБ ЗАКАЛКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И СПЛАВОВ | 2000 |
|
RU2186859C2 |
| Способ термической обработки быстрорежущих сталей | 1991 |
|
SU1788980A3 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2048606C1 |
| Способ термической обработки изделий из инструментальной стали | 1978 |
|
SU779421A1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА | 1998 |
|
RU2168393C2 |
| Способ термической обработки из-дЕлий из СплАВОВ HA OCHOBE жЕлЕзА | 1978 |
|
SU815051A1 |
X - вьщерггакав парах азота в течение 2О мин;
XX выдержка в течение 60 минГ
Кроме повышения износостойкости инст румента, наблюдалось улучшение качества обрабатываемой поверхности и рост про- изводительнос.ти труда.
Описываемый способ не только позволяет повысить режущие свойства и износостойкость инструмента, но и приводит к стабилизации размеров. Поэтому его целесообразно применять как к обычному, так и к точному режущему инструменту, а также к штампам, всевозможным калибрам, шарикоподшипникам, деталям точных механизмов. Способ можно использовать в .тяжелой и легкой промышленности, а также в сельхозтехнике и медицине (напри.- мер, для повышения качества ножей, ис. пользуемых на бумажных фабриках и типографиях, хирургического и зубоврачебного инструмента , товаров народного потребления - ножниц, ножей для мясорубок, лезвий для бритья ц т. д. )
Предмет изобретения
в жидкой среде с температурой от минус 15О до минус 269°С.
j 3. Способ по пп. I и 2, о т л и ч аю щ и и с я тем, что обработку холодом проводят В среде сх-сиженного газа, например, азота.
проводят в среде охлаждаемой жидкости,
имеющей температуру замерзания ниже .
- -v, . .
-150 С, например триэтоксисила, на.
дом проводят в среде, представляющей . собой смесь жидкой и твердой фзз. имеющих температуру не выше - 150 С, например в смеси жидкого азота или охлажденного три токсисилана с металлическим порошком.
осуществляют непосредственно с темпера, туры закалки.
I дом осуществляют перед и на любом этапе эксплуатации инструмента.
35
