Изобретение относится к области металлургии, а именно к обработке металлорежущего инструмента для повышения его износостойкости при механической обработке на различных операциях: точение, фрезерование, сверление, протягивание резьбы и др.
В металлургии известны различные способы повышения износостойкости инструмента.
Известен способ повышения стойкости и вязкости твердых сплавов, включающий нагрев их в атмосфере водорода при 1498 - 1568 K с последующей закалкой, после чего их отжигают в течение 1 - 3 часов при 973 - 1173 K в нейтральной атмосфере или вакууме (см., например, патент ГДР N 91325, кл. C 22 F 1/18, 1972).
Недостатком известного способа является то, что после термообработки наблюдается появление закалочных трещин, возникающих в результате больших внутренних напряжений из-за быстрого охлаждения.
Известен способ повышения износостойкости инструмента, заключающийся в обработке холодом, которая осуществляется ударным погружением инструмента в жидкую среду (см. , например, авторское свидетельство N 485161, кл. C 21 F 9/22, C 22 С 41/04, 1975).
Недостатком известного способа является возникновение в обрабатываемом инструменте значительных напряжений, что приводит к повышению его износа.
Известен способ обработки инструмента, включающий ионизирующее облучение, в котором изделия облучают бета-лучами, протонами и 3 He+-ионами (см., например, заявка Великобритании N 1478452, кл. B 22 F 3/24, 1977).
Недостатком известного способа является низкая абразивная стойкость обработанного инструмента.
Наиболее близким по технической сущности и достигаемому результату является способ обработки твердосплавного инструмента, включающий ионизирующее облучение гамма-квантами источника кобальт-60 или гамма-контура атомного реактора интегральными потоками гамма-квантов 8 • 1015 - 4 • 1016 квант/см2 (см., например, авторское свидетельство N 1135087, кл. B 22 F 3/24, 1982).
Недостатком известного способа является незначительное повышение износостойкости инструмента.
Задача предлагаемого изобретения заключается в разработке технологического способа повышения износостойкости металлорежущего инструмента при обработке различных материалов. В предложенном способе для повышения износостойкости металлорежущего инструмента облучение проводят в жидком азоте. При температуре жидкого азота происходит закалка металлорежущего инструмента, повышается микротвердость за счет структурных и текстурных превращений, что является положительным эффектом. Однако при этом увеличивается хрупкость инструмента в результате введения дислокаций и локальных микронапряжений, что приводит к нарушению термодинамического равновесия металлов и сплавов. Облучение металлорежущего инструмента гамма-квантами приводит к уменьшению количества и размеров дислокаций и к снятию микронапряжений за счет освобождения запасенной в кристаллической решетке энергии. Это обусловлено тем, что при ионизирующем облучении таких неравновесных материалов происходит аннигиляция междоузельных атомов с генетически связанными вакансиями. При аннигиляции дефектов возникают тепловые вспышки, приводящие к резкому повышению температуры в области аннигиляции до нескольких тысяч градусов. Температура практически мгновенно уменьшается до температуры окружающей среды. Этот тепловой удар вызывает резкое повышение давления в области аннигиляции дефектов и, как следствие этого, возникновение упругих волн. Распространение упругих волн приводит к цепному процессу аннигиляции дефектов во всем объеме материала. Особенно интенсивно этот процесс происходит в области дислокации, в которой сосредоточена большая концентрация точечных дефектов, являющихся точками закрепления дислокаций. При этом дислокации снимаются с точек закрепления и занимают наиболее выгодное в энергетическом отношении положение, что приводит к снятию микронапряжений и уменьшению хрупкости металлов и сплавов. Все это в конечном итоге приводит к повышению износостойкости металлорежущих инструментов.
Изобретение иллюстрируется следующими примерами.
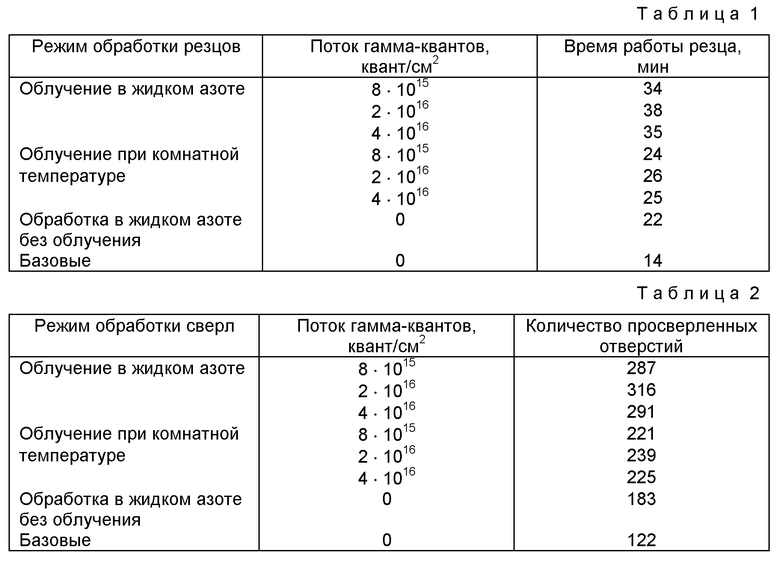
Пример 1. Проводят облучение в жидком азоте резцов из твердого сплава BK8 гамма-квантами источника кобальт-60 интегральным потоком 8 • 1015 - 4 • 1016 квант/см2. На станке 16К20 резцами из сплава BK8 обрабатывают заготовки-диски из стали 12Х18Н10Т наружным диаметром 265 мм и внутренним диаметром 80 мм. Проводят торцевое точение, глубина резания 4 мм, подача 0,4 мм/об, число оборотов заготовки составляет 80 об/мин, без охлаждения. За критерий износа принимают время работы резца в минутах до его затупления по задней кромке, равного 1 мм. При этих же условиях проводят испытания резцов, обработанных по известному способу, обработанных в жидком азоте без облучения, и базовых резцов. Результаты испытаний приведены в табл. 1.
Пример 2. Проводят облучение в жидком азоте сверл диаметром 3,2 мм, изготовленных из стали Р6АМ5, гамма-квантами источника кобальт-60 интегральным потоком 8 • 1015 - 4 • 1016 квант/см2. На вертикально-сверлильном станке модели 2Н122 проводят сверление отверстий в материале У8. За критерий износа принимают количество просверленных отверстий до переточки сверла. Износ определяют по режущей кромке сверла. При этих же условиях производят испытания сверл, обработанных по известному способу, обработанных в жидком азоте без облучения, и базовых сверл. Результаты испытаний приведены в табл. 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2092282C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ БУРЕНИЯ ГОРНЫХ ПОРОД | 1995 |
|
RU2101456C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2251095C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2004 |
|
RU2260786C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ БУРЕНИЯ ГОРНЫХ ПОРОД | 2001 |
|
RU2195388C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2096519C1 |
| СПОСОБ ОБРАБОТКИ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2119551C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2146815C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТВЕРДЫХ СПЛАВОВ НА ОСНОВЕ МОНОКАРБИДА ВОЛЬФРАМА | 1993 |
|
RU2047667C1 |
| Способ обработки твердосплавного инструмента | 1987 |
|
SU1498820A1 |
Изобретение относится к металлургии, а именно к обработке металлорежущего инструмента. Способ включает облучение инструмента гамма-квантами радиоактивного источника кобальт-60, при этом облучение проводят в жидком азоте. Способ позволяет повысить износостойкость инструмента при механической обработке на различных операциях: точение, фрезерование, сверление, протягивание резьбы и др. 2 табл.
Способ обработки металлорежущего инструмента, включающий облучение гамма-квантами радиоактивного источника кобальт-60, отличающийся тем, что облучение инструмента проводят в жидком азоте.
| SU 1135087 C, 10.05.1996 | |||
| Способ обработки твердосплавного инструмента | 1987 |
|
SU1498820A1 |
| GB 1478452, 29.06.1977 | |||
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2092282C1 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩИХ ПЛАСТИН | 1993 |
|
RU2067919C1 |
| СПОСОБ ПОРАЖЕНИЯ ЛЕГКОБРОНИРОВАННОЙ ТЕХНИКИ И ЖИВОЙ СИЛЫ И БОЕПРИПАС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2121652C1 |
