Изобретение относится к термической обработке стали, в частности обработки лезвийного инструмента типа фрез, зенкеров, разверток, резцов из быстрорежущих сталей, например Р6М5, Р6М5К5, Р18, Р12, Р9.
Существующие способы термической обработки инструмента не позволяют добиться полного превращения высоколегированного аустенита в мартенсит непосредственно в процессе закалки, а это снижает износостойкость инструмента.
Известен способ термической обработки инструмента, заключающийся в том, что в процессе закалки или после всего цикла термической обработки проводится глубокое охлаждение до температуры - 196°С в жидком азоте постепенным или ударным погружением Ц. .
Недостатком данного способа является то,что в процессе переохлаждения инструмента возникают большие внутренние напряжения, которые не снимаются в промежутках между операциями термической обработки, а это ир-иродит к появлению трещин, сколов и мыкрашиванию режущих- кромок во вре Г.1 ;:,-)Гзоты инструмента.
Известен способ термической обработки инструмента, который включает ступенчатый нагрев под закалку, закалку в масло с температурой 250°С, затем охлаждение на воздухе до температуры окружающей среды с последующим постепенным охлаждением от + 20С до -120°С и однократным отпуском с выдержкой при +150°С до -600°С
10 в течение 0,5-2 ч в зависимости от состава стали и сечения детали 2}.
Недостатком данного способа является то, что в процессе закалки не снимаются внутренние напряжения, ко15торые при Дальнейшей обработке холодом достигают больших величин и в местах концентрации напряжений могут вызвать трещины на инструменте, кроме того, используется в качестве ох20лаждающей среды легко воспламеняющаяся жидкость - ацетон.
Наиболее близким к предложенному по технической сути и достигаемому результату является способ термичес25кой обработки инструмента, заключающийся в закалке, обработке холодом при и однократном отпуске при в течение 1 ч Ез.
Недостатком данного способа явля30ется то, что в процессе закалки иист румента перед обработкой холодом не снимаются внутренние напряжения, которые при глубоком охлаждении достигают больших величин и часто приводят к растрескиванию инструмента сложной конфигураций, кроме того, температура - не является температурой конца мартенситного превра щения (мк). Цель изобретения - повышение изно состойкости инструмента. Поставленная цель достигается тем что согласно способу термической обработки инструмента, включающему наг рев под закалку, закалку, обработку холодом и отпуск, перед обработкой . холодом проводят ультразвуковую обра ботку. При этом закалку проводят в пото ке воздуха до 500-550°С с последующи охлаждением в масле при 20 С. Обработку холодом проводят постепенно от +20°С до -150с. Способ осуществляют следующим образом. После ступенчатого нагрева инструмента из быстрорежущей стали Р6М5 под закалку до 1210-1230 С его охлаждают с таким расчетом, чтобы быстро пройти интервал температур, в котором интенсивно выделяются .карбиди, что снижает красностойкость инструмента, т.е. охлаждение до 550-500с ведется в потоке воздуха, затем в .масле при + . Для снятия внутренних напряжений, возникающих при быстром охлаждении и измельчении микроструктуры, перед обработкой холодом проводится ультразвуковая обработка в жидкой среде ,при 60-7СР С в камере с преобразователями мембранного типа, одновременно с этим происходит очистка деталей от соли и окалины. После этого инструмент подсушивают , охлаждают до температуры окружающей среды и проводят обработку холодом. Для осуществления постепенного , охлаждения инструмента от до -150°С разработан и изготовлен промышленный образец холодильной камеры, охлаждение в которой происходит конвективным способом в среде воздуха и паров азота. Инструмент помещают в холодильную камеру, имеющую первоначальную температуру (20-25С) и, в зависимости от веса закладки (30-35 кг), инструмент охлаждается в течение 35-40 мин до , при которой выдерживается в течение 10 мин. После чего инструмент извлекается из холодильной камеры и выдерживается в помещении до приобретения им температуры окружающей среды затем сразу же проводится однократный отпуск при в течение 1ч. В целях избежания стабилизации аустенита время между окончанием ультразруковой обработки и началом обработки холодом должно быть минимальным, не более 1ч. Пример. Проводят термическую обработку инструмента, изготовленного из быстрорежущей стали .Р6М5. Осуществляют ступенчатый нагрев под закалку до , закалка с охлаждением в потоке воздуха до 550-500С, затем в масле при +20с. Для промежуточного снятия внутренних напряжений, полученных на первой стадии охлаждения, и улучшения микроструктуры стали проводят ультразвуковую обработку в камере с мембранными магнитострикциоНными преобразователями в жидкой среде в течение 10-15 мин с одновременной очисткой инструмента. Обработка холодом осуществляется постепенным охлаждением от +20 до -150с с выдержкой при этой температуре в.течение 10. мин. Для снятия внутренних напряжений и упрочнения стали производится одно.кратный отпуск при 560°С в течение l ч. Испытывают на износостойкость инструмент из быстрорежущей стали Р6М5, обработанный по известному способу. ДЛЯ этого подготавливают 30 подрезок диаметром 38,4 мм, из которых 15 штук обрабатывают по прототипу, а 15 штук - по предлагаемому способу. . Обработанные подрезки испытывают как зенкеры на раззенкеровании отверстий. Работа проводится на вертикально-сверлильном станке модели 2А150, где рассчитываются отверстия с диаметра 22,3 мм до диаметра 28,4мм т.е. глубина резания равна 8,05 мм. Обрабатываемый материал представляет собой плиты из ст. 3 толщиной 30 мм. Для обеих партий инструмента режим резания сохраняется одинаковым, .т.е. п 250 об/мин S 0,2 мм t, 8,05 мм без подачи смазывающе-охлйждающей жидкодти. Наблюдение за стойкостью инструмента по износу режущей кромки Проводится до первой заточки. При этом увеличивается, сколько отверстий растачивается каждой подрезкой с обеих партий и берется средний результат из 15 показаний. Результаты испытаний приведены в таблице.
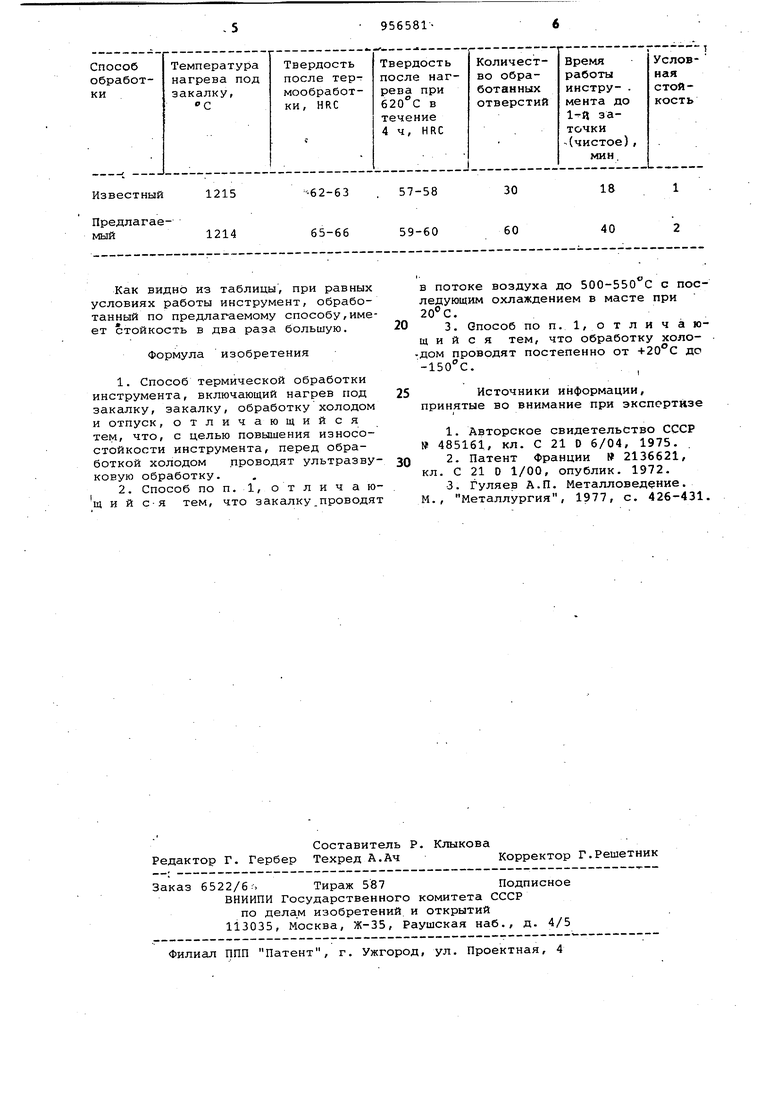
Как видно из таблицы, при равных условиях работы инструмент, обработанный по предлагаемому способу,имеет стойкость в два раза большую.
Формула изобретения
1.Способ термической обработки инструмента, включающий нагрев под закалку, закалку, обработку холодом и отпуск, отличающийся тем, что, с целью повышения износостойкости инструмента, перед обработкой холодом проводят ультразвуковую обработку.
2.Способ по п,1, от л и ч а ющ и и с-я тем, что закалку проводят
в потоке воздуха до 500-550 С с последующим охлаждением в маете при 20°С.
3, Способ поп.1,отличающ и и с я тем, что обработку холодом проводят постепенно от до
-150С.
I
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 485161, кл. С 21 О 6/04, 1975, 2. Патент Франции 2136621, кл. С 21 D 1/00, опублик. 1972.
3. Гуляев А.П. Металловедение. М., Металлургия, 1977, с. 426-431.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки изделий с металлическим покрытием | 2016 |
|
RU2623929C1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1978 |
|
SU1068512A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТЫХ, ЛЕГИРОВАННЫХ, ВЫСОКОЛЕГИРОВАННЫХ, БЫСТРОРЕЖУЩИХ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 1996 |
|
RU2100456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Способ обработки инструмента из быстрорежущей стали | 1978 |
|
SU737479A1 |
| Способ термической обработки инструмента из быстрорежущей стали | 1987 |
|
SU1544824A1 |
| Способ термической обработки быстрорежущих сталей | 1991 |
|
SU1788980A3 |
| Способ термической обработки длинномерного инструмента из быстрорежущих сталей | 1978 |
|
SU773103A1 |
| Способ термической обработки быстрорежущих сталей | 1978 |
|
SU722965A1 |
| Способ термической обработки быстрорежущей стали | 1990 |
|
SU1749268A1 |
