1
Изобретение относится к области сварки и может быть использовано при сварке малогабаритных деталей.
Известное устройство для контактной сварки, содержащее сварочный трансформатор и блок управления, не позволяет получить требуемое качество соединений, так как отсутствует регулировка длительности импульса сварочного тока и каждой ступени в отдельности.
Для улучшения качества сварки в предлагаемом устройстве в силовую цепь последовательно со сварочным трансформатором включены две параллельные цепи, состоящие из тиристора и регулируемого сопротивления, причем каждый из тиристоров управляется отдельным фазовращателем, включенным в блок управления.
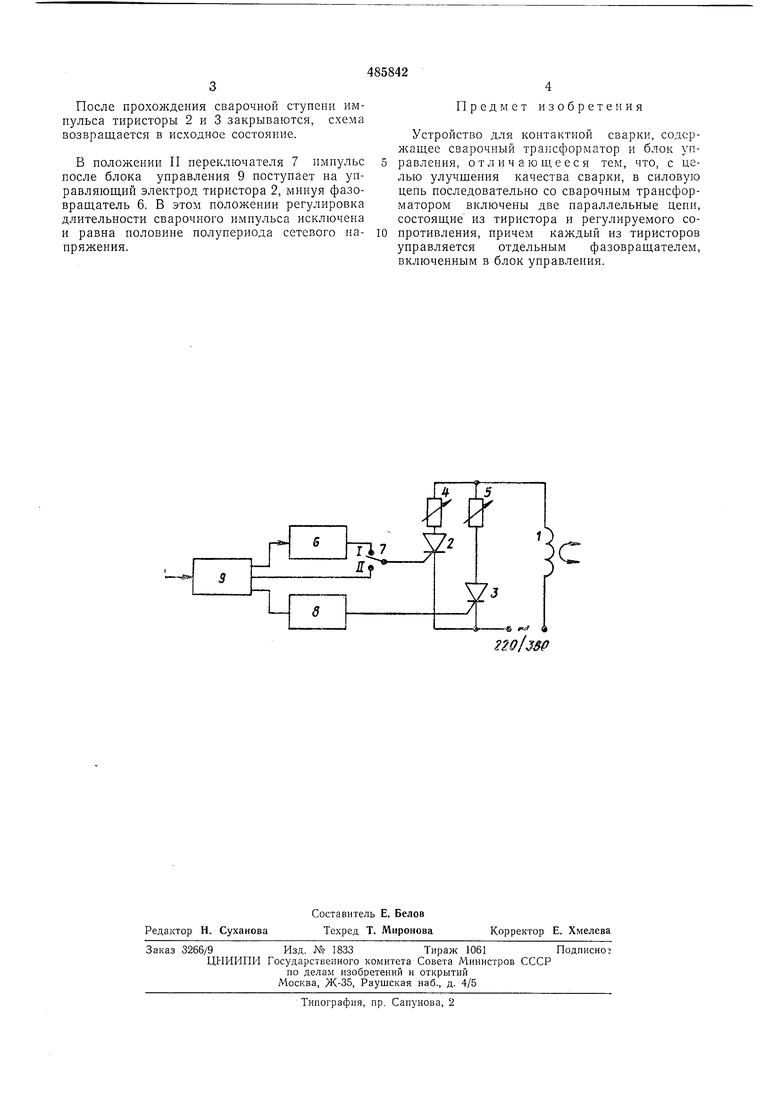
На чертеже изображено предлагаемое устройство.
Устройство содержит сварочный трансформатор 1, который подключен тиристорами 2 и 3 через регулируемые сопротивления 4 и 5 к сети. Управляющий электрод тиристора 2 подключен к фазовращателю 6 через переключатель 7, а управляющий электрод тиристора 3 подключен к фазовращателю 8. Входы фазовращателей 6 и 8 подключены к выходу блока управления 9. Неподвижные клеммы переключателя 7 подключены к фазовращателю 6 и к блоку управления 9, а подвижная клемма подключена к управляющему электроду тиристора 2.
Устройство работает следующим образом.
Переключатель 7 находится в положении I,
т. е. соединяет фазовращатель 6 и тиристор 2.
В блок управления 9 подается команда на
сварку и на выходе его появляется одиночный импульс, синхронизированный с началом положительного полупериода сетевого напряжения. Этот импульс поступает на входы фазовращателей 6 и 8. Фазовращатели отрегулированы так, что угол сдвига фазы у фазовращателя 6 меньще, чем у фазовращателя 8. Поэтому вначале появляется импульс на выходе фазовращателя 6, который через переключатель 7 поступает на управляющий электрод тиристора 2 и открывает его. Через тиристор 2, сопротивление 4 и сварочный трансформатор 1 проходит ток подогревной ступени. Величина тока регулируется сопротивлением 4. Затем импульс появляется на выходе
фазовращателя 8, который поступает на управляющий электрод тиристора 3 и открывает его. Через тиристор 3, сопротивление 5 и сварочный трансформатор 1 проходит ток сварочной ступени. Величина тока регулируется
сопротивлением 5.
После прохонадения сварочной ступени имнульса тиристоры 2 и 3 закрываются, схема возвращается в исходное состояние.
В положении II переключателя 7 импульс после блока управления 9 поступает на управляющий электрод тиристора 2, минуя фазовращатель 6. В этом положении регулировка длительности сварочного импульса исключена и равна половине полупериода сетевого напряжения.
Предмет изобретения
Устройство для контактной сварки, содержащее сварочный трансформатор и блок управления, отличающееся тем, что, с целью улучщения качества сварки, в силовую цепь последовательно со сварочным трансформатором включены две параллельные цепи, состоящие из тиристора и регулируемого сопротивления, причем каждый из тиристоров управляется отдельным фазовращателем, включенным в блок управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического включения и выключения сварочного источника питания | 1989 |
|
SU1690989A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Однофазный выпрямитель для сварки плавящимся электродом | 1990 |
|
SU1722727A1 |
| Фазовый регулятор | 1987 |
|
SU1473922A1 |
| Устройство для многопостовой контактной сварки | 1980 |
|
SU891286A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1977 |
|
SU743807A1 |
| Устройство для сварки | 1984 |
|
SU1268339A1 |
| Устройство для модуляции сварочного тока | 1980 |
|
SU948570A1 |
| Устройство для сварки | 1986 |
|
SU1382616A1 |
| Источник питания для дуговой сварки | 1983 |
|
SU1110571A1 |
f Д
220hs(t
