I
Изобретение относится к пайке.
Известно устройство для дозированной подачи припоя в зону пайки в виде капли, содержащее паяльную головку с внутренне полостью для расплавленного припоя, сое диненнуюс вакуум-насосом, и наконечник.
Однако известным устройством невозможно стабильно дозировать припой в виде капли и тем самым обеспечи ь получение паяных соединений при пайке микросхем без перемычек между ними.
Для стабилизации процесса пайки и повышения качества паяного соединения с внешней стороны наконечника установлены пластины. Устройство снабжено системой автоматического регулирования дозы припоя, выполненной в виде датчиков, размешенных между пластинами и внешней поверхностью наконечника и соединенных с вакуум-насосом.
На чертеже изображено описываемое устройство.
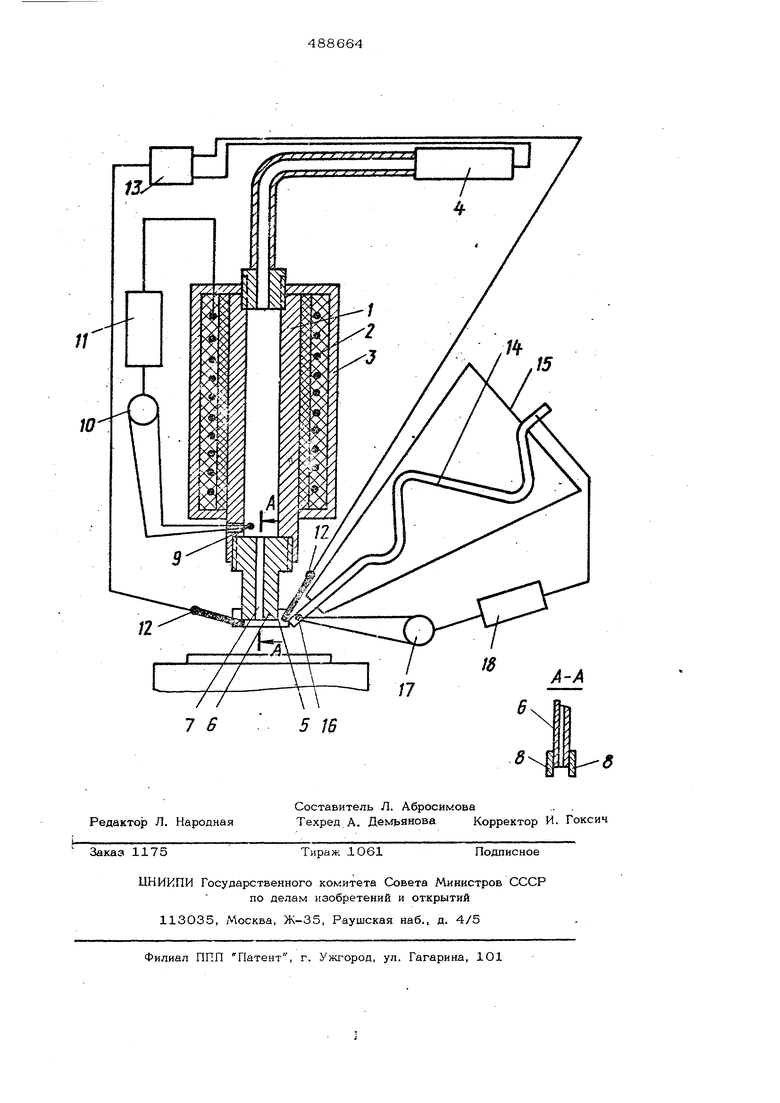
Оно состоит из паяльной-головки, предназначенной для нагрева приаоя и формиро. вани капли, газовой головки для нагрева газа, системы автоматического регулирования объема капли.
Паяльная гоповк& состоит из керамической трубки 1, предназначенной для за|полнеШ1Я припоем, нагревателей 2, предназначенных для нагрева припоя, которые помешены в кожух 3. : Полость керамической трубки 1 сообша10 ется с BaKyyN4-HacocoM 4 и площадкой 5 для формирования хашш припоя, наконечника 6, имеющего канал 7 и ограничительиые пластины 8.. °
15 В полость керамической трубки 1 введе спай термопары 9, подключенной к регулирующему прибору 1О, который связан с источником питания 11 нагревателей 2. Между ограничительными шластинами
20 8 наконечника 6 установлены датчики 12 электрического контакта с каплей припоя, которые включены в систему 13 автоматического регулирования разряжение, создаваемого в полости трубки 1 вакуум-насоas сом 4.
Газовая головка представляет собой трубчатую спираль 14 из нержавеющей стали, помещенную в кожух 15. Один конец трубки установлен между пластинами 8 наконечника 6 паяльной головки, другой дюрритовым шлангом соединен с баллоном со сжатым инертным газом. Трубка 14 одновременно является нагревателем газа. На выходе трубчатой спирали 14 установлен спай термопары 16, подключенной к регулирующему прибору 17, который связан с источником питания 18 нагревательной спирали 14.
Устройство работает следующим образом. В полость керамической трубки 1 загружают припой в количестве, достаточном для пайки всех контактов, включают в сет нагреватели 2 и 14 паяльной и газовой головок, вакуум-насос 4, регулирующие приборы 11 и 18, открывают кран на выходе из баллона с газом и устанавливают давление газа на выходе, равное 0,2 атм.
По достижении заданных температур прпгюя и газа, установленных предварително наприборах 11 и 18, паяльное устройство устанавливают над паяемыми объектами так, чтобы между пластинами 8 и паяемыми контактами оставался зазор величиной 0-0,4 мм, включают систему автоматического регулирования разряжения в полости паяльной головки.
При контакте датчиков 12 с увеличенной каплей припоя замыкается электрическая цепь: капля припоя-датчик-реле-транс-
орматор, питающий привод вакуум-насоса при увеличенном объеме капли. Вакуум-насос увели- ивает разряжение в полости керамической трубки 1, объем капли уменьщается за счет возвращения избытка припоя в полость трубки, электрическая цепь разрывается, контакты реле переключают привод вакуум-насоса на трансформатор, питающий его при нормальном объеме капли.
Для предотвращения возможности образования перемычек и окисления припоя между пластинами 8 наконечника 6 в направлении, противоположном направлению движения паяемых объектов, подается
струя инертного ,, нагретого до темпеатуры пайки.
Формула изобретения
Устройство для дозированной подачи припоя в виде капли, содержащее паяльную головку с внутренней полостью для расп-. лавленного припоя, соединенную с вакуумнасосом, наконечник, отлича.ющеес я тем, что, с целью стабилизации процесса пайки и повышения качества паяного соединения, с внешней стороны наконечника установлены пластины, а устройство снабжено системой автоматического регулирования дозы припоя, выполненной к виде датчиков, размещенных между пластинами и внещней поверхностью наконечника и соединенных с вакуум-насосом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки монтажных соединений | 1983 |
|
SU1235678A1 |
| ПАЯЛЬНОЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ С ИСПОЛЬЗОВАНИЕМ АДГЕЗИВА ДЛЯ ВРЕМЕННОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2018 |
|
RU2743182C1 |
| Способ групповой пайки | 1986 |
|
SU1382606A1 |
| Паяльник | 1980 |
|
SU986668A1 |
| Устройство для образования дозированных капель припоя | 1990 |
|
SU1722725A1 |
| Электрический паяльник | 1982 |
|
SU1018820A2 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОДУГОВОЙ ПАЙКИ И ПИСТОЛЕТ ДЛЯ ПАЙКИ | 2015 |
|
RU2607508C1 |
| Электропаяльник демонтажный | 1990 |
|
SU1712086A1 |
| Устройство для пайки | 1987 |
|
SU1586864A1 |
| Способ контроля процесса пайки | 1989 |
|
SU1773616A1 |