Фиг.2
Изобретение относится к механизированной пайке преимущественно длинномерных деталей, например трубчатого элемента (трубки) с краем плоской детали, и может быть использовано в производстве вторичных витков сварочных трансформаторов контактных машин.
Цель изобретения - поЕ)ышение качества пайки путем создания условий для гаран- тированного заполнения припоем паяльного зазора.
Нафиг.1 показано устройство, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З- разрез Б-Б на фиг.1.
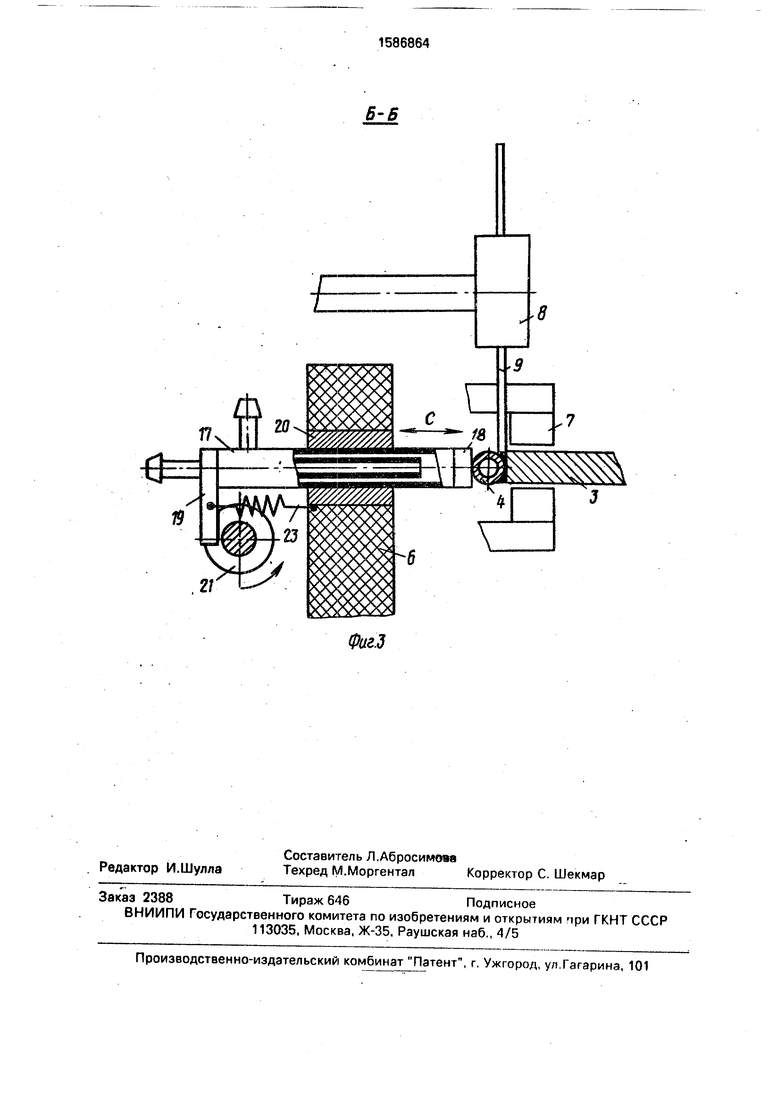
На станине 1 (фиг.1) устройства смонтирован механизм 2 перемещения паяемых деталей 3 и 4. Ложемент 5, служащий для закрепления плоской детали 3, установлен на механизме 2 перемещения, обеспечивающем движение детали 3 как в прямолинейном направлении (вдоль стрелки D), так и ее вращение вокруг центра закругленного угла (не показано). На станине 1 также установлена плита 6, на которой смонтированы петлевой индуктор 7, механизм 8 подачи пруткового или проволочного припоя 9 и фиксатор 10 взаимного положения паяемых деталей 3 и 4, За индуктором 7 (по направлению прямолинейного перемещения) установлен ударный механизм 11. Фиксатор 10 (фиг.2) имеет горизонтальный опорным ролик 12 с буртом 13, делящим опорную поверхность ролика 12 на две части. На двуплечем подпружиненном рычаге 14, закрепленном на оси 15, установлен ролик 16, служащий для прижима трубки - детали 4 к опорной поверхности ролика 12 и бурту 13. Ударный механизм 11 (фиг.З) состоит из во- доохлаждаемого толкателя 17, имеющего на одном конце наконечник 18, воздействующий на трубку, а на другом конце - планку 19. Толкатель 17 установлен в направляющей втулке 20, закрепленной в плите 6, Кулачок 21, связанный с электродвигателем 22, взаимодействует с планкой 19, связанной с плитой 6 пружиной 23. На цилиндрической поверхности кулачка 21 имеется уступ. На фиг.1 показаны также место 24 предварительного крепления деталей 3 и 4 и расплав припоя 25, заполняющий участок клиновидного зазора.
Устройство работает следующим образом.
. Подготовленная под пайку плоская де- , таль 3 закрепляется на ложементе 5 и устанавливается с помощью механизма 2 перемещения в исходное положение (фиг.1). Трубка заводится в фиксатор 10 и индуктор 7 и закрепляется в точке 24 на конце плоской детали 3. При этом между
трубкой и краем плоской детали 3 образуется неравномерный зазор. Бурт 13 ролика 12 обеспечивает постоянство угла между трубкой и краем детали 3, При ширине бурта 13,
равной 3 мм, и расстоянии между фиксатором 10 и ударным механизмом 11, равным 150 мм, угол между трубкой и краем детали 3 составляет около 2°. Включается нагрев и при достижении в месте соединения темпе0 ратуры пайки (температура нагрева контролируется и поддерживается на выходе из индуктора системой автоматического контроля, воздействующей на источник питания, не показаны) автоматически включается
5 привод механизма 2 перемещения (вдоль стрелки D). Одновременно с началом движения включается привод механизма 8 подачи припоя 9 в вершину клиновидного зазора, показанную стрелкой F, и привод 22 ударно0 го механизма 11. Расплавленный припой 25 заполняет участок клиновидного зазора не- посредственно перед местом введения припоя 9 и местом приложения деформирующего -усилия, создаваемого толкателем 17 с нако5 нечником 18. Толкатель 17 совершает возвратно-поступательное движение в направлении стрелок С (фиг.З). Натяжением пружины 23 возможна регулировка величины усилия, с котрым толкатель 17 воздей0 ствует на трубку - деталь 4. Форма уступа на рабочей поверхности кулачка 21 обеспечивает кратковременность контакта наконечника 18 с трубой, что практически исключает возникновение сил сопротивле5 ния движению трубки и детали 3 в прямолинейном направлении (вдоль стрелки D) и подстуживание трубки 3 в процессе контакта с водоохлаждаемым наконечником 18. Скоростью подачи припоя 9 поддерживает0 ся постоянная величина заполняемого участка клиновидного зазора расплавленным припоем 25 (система контроля за подачей припоя не показана). Индуктор 7 выполнен в виде петли с активными проводами, про5 ходящими вдоль края детали 3 с обеих ее сторон. Выбором положения края детали 3 относительно активных проводов индукто- ра.7 достигают равномерного нагрева края детали 3 и трубки в месте введения при0 поя 9.
Н.а прямолинейном участке пайки элементы устройства обеспечивают непрерывное формирование клиновидного зазора с углом наклона паяемых поверхностей 1-2°,
5 в результате чего вблизи места ввода припоя образуется зазор, обладающий свойствами удерживать припой капиллярными силами на длине 15-18 мм. Этот участок жидкого припоя, являясь питателем для постоянно формируемого msa, хорошо наблюдается, а его величина является критерием при выборе скорости ввода припоя. При осадке трубки припой, находящийся в клиновидном зазоре, равномерно распределяется в поперечном сечении шва, образуя верхнюю и нижнюю галтели.
Клиновидный зазор непрерывно формируется посредством фиксатора и ударного механизма. Фиксатор состоит из горизонтального опорного ролика, имею- щего бурт, и прижимного ролика. Благодаря наличию бурта поддерживается постоянный зазор (в месте расположения бурта) между трубкой и плоской деталью, так как детали размещены по разные стороны бур- та. Прижимной ролик фиксирует этот зазор, а также, поджимая трубку к опорной поверхности горизонтального ролика, фиксирует ее положение по вертикали. По ходу движения деталей от места расположения фикса- тора (за индуктором) установлен ударный механизм, осаживающий трубку до окончательного паяльного зазора (0,05-0,15 мм).
Ударный механизм, образованный уп- равляемь1м электроприводом с кулачком, воздействующим на подпружиненный толкатель с наконечником,обеспечивает кратковременное динамическое воздействие на трубку, носящее характер удара. Достоинством этой конструкции являются большая эффективность осадки трубки как на прямолинейном участке пайки, так и на закругленном; высокая надежность в работе по
сравнениго с надежностью ролика (с осью), находящегося в поле индуктор а и в постоянном контакте с разогретой трубкой; практическое исключение подстуживания трубки вследствие кратковременности ее контакта с наконечником.
Использование устройства позволяет повысить качество паяного шва за счет гарантированного заполнения припоем паяльного зазора с образованием галтельных участков шза, что повышает эксплуатационные качества вторичного витка сварочного трансформатора.
Формула изобретения Устройство для пайки трубчатого элемента с краем плоской детали, содержащее основание, на котором смонтированы механизм перемещения паяемых деталей, индуктор, механизм подачи припоя и фиксатор взаимного положения паяемых деталей, отличающееся тем, что, с целью повышения качества пайки путем создания условий для гарантированного заполнения припоем паяльного зазора, оно снабжено ударным механизмом, расположенным за индуктором по ходу технологического процесса, фиксатор установлен по другую сторону индуктора и выполнен в виде опорного ролика, опорная поверхность которого разделена буртом, и подпружиненного относительно основания прижимного ролика, расположенного под острым углом к опорному ролику.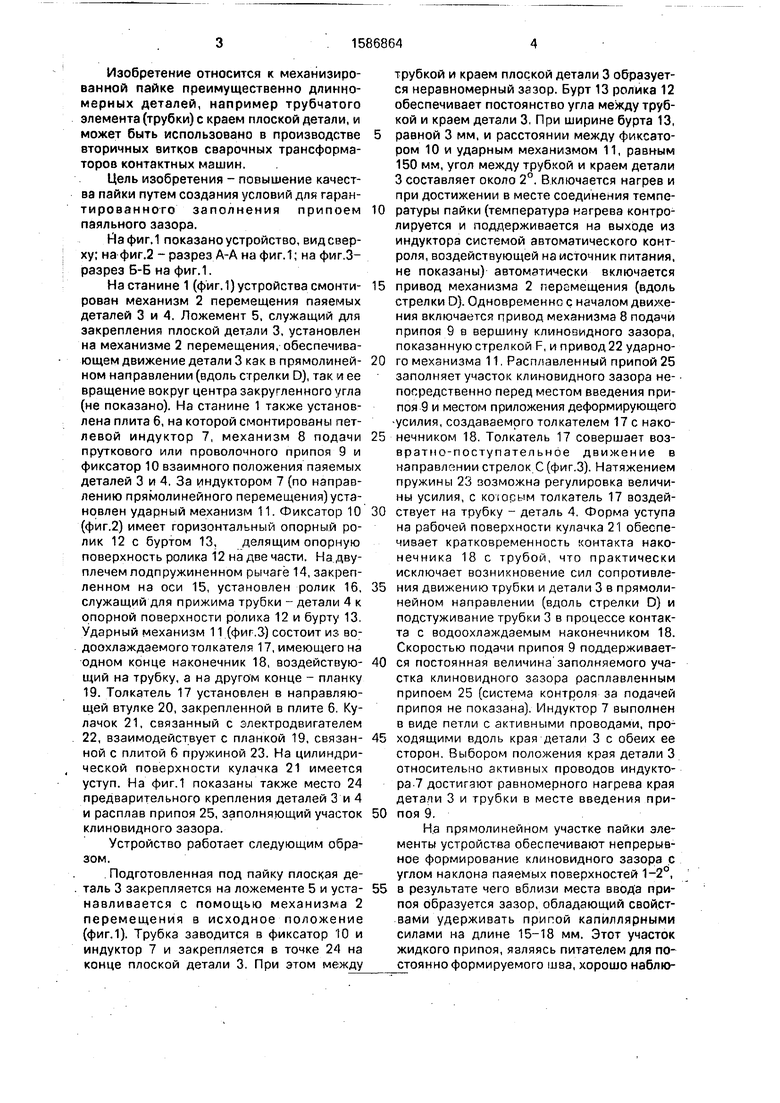

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционной пайки | 1987 |
|
SU1473920A1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| Способ капиллярной пайки | 1979 |
|
SU863208A1 |
| Электрический паяльник | 1975 |
|
SU573278A1 |
| Способ капиллярной пайки | 1980 |
|
SU941038A1 |
| Устройство для пайки | 1973 |
|
SU472762A1 |
| Способ пайки буровых коронок | 1978 |
|
SU718234A1 |
| Способ капиллярной пайки | 1985 |
|
SU1323273A1 |
| Электрический паяльник | 1982 |
|
SU1018820A2 |
| Способ капиллярной пайки | 1990 |
|
SU1824265A1 |
Изобретение относится к пайке, в частности к устройству для пайки длинномерных деталей, например трубчатого элемента, с краем плоской детали, и может быть использовано в производстве вторичных витков сварочных трансформаторов контактных машин. Цель изобретения - повышение качества пайки. Устройство содержит фиксатор, установленный перед индуктором, ролик 12 которого с помощью бурта 13 обеспечивает постоянство угла при пайке между паяемой трубкой 4, краем плоской детали 3 и ударным механизмом, установленным за индуктором. Толкатель ударного механизма своим наконечником создает формирующее усилие на трубку, что обеспечивает непрерывное формирование клиновидного зазора между паяемыми деталями с углом 1-2°. При осадке трубки припой, находящийся в клиновидном зазоре, равномерно распределяется в поперечном сечении шва, образуя верхнюю и нижнюю галтели. Качество паяного шва повышается за счет гарантированного заполнения припоем паяльного зазора с образованием галтельных участков шва, что в свою очередь повышает эксплуатационные качества вторичного витка сварочного трансформатора. 3 ил.
35 2
Фш.1
21
.8
| Устройство для индукционной пайки | 1987 |
|
SU1473920A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
