1
Изобретение относится к пайке и может быть использовано при лужении концов проводов и вьшодов электрорадиоэлементов , а также пайке монтажных соединений типа провод - штьфь.
Известно устройство для дозированной подачи припоя,, содержащее резервуар с прицрем, соединенный с ка- пилярным каналом ;ля подачи. припоя в зону пайки. Резервуар снабжен нагревателем и соединен трубопроводом с вакуум-насосом. Защита зоны пайки осуществля ется подачей нагретого инертного газа. Дозированная подача припоя регулируется изменением разности давлений в резервуаре вакуум- насосом l .
Недостатком устройства является гго высокая сложность и низкая надежность, а также низкое качество паяного соединения в связи с возможностью вытекания припоя из канала на паяное соединение.
Наиболее близким по технической сущности и достигаемому результату является устройство для пайки, содержащее координатный стол, размещенную над ним паяльную головку, связанную с механизмом ее вертикального перемещения и снабженную резервуаром для расплавленного припоя и наконечником со сквозным аксиальным отверстием для подачи припоя в зону пайки, и источник сжатого защитного газа, соединенный с резервуаром через элементы пневмоавтоматики 2.
Недостатком устройства является сложность его изготовления и низкое качество паяных соединений в связи с возможностью образования сосулек и перемычек припоя, на паяных соединениях, а также вытекания припоя в процессе пайки.
Цель изобретения - упрощение конструкции устройства пайки и повышение качества паяных соединений за счет автоматического дозирования припоя .
Поставленная цель достигается тем что устройство для пайки монтажных соединений, содержащее координатный стол, размещенную над ним паяльную головку, связанную с механизмом ее вертикального перемещения и снабженную резервуаром для расплавленного припоя и наконечником со сквозным аксиальным отверстием для подачи припоя в зону пайки, и источник сжатого
356781
защитного газа, соединенньй с резервуаром через элементы пневмоавтоматики, до полнительно снабжено установ- ленньм коаксиально на наконечнике с
5 зазором относительно его нижнего торца кожухом, соединенным через элементы пневмоавтоматики с источником сжатого защитного газа, в дне кожуха выполнено сквозное отверстие, соосное
to отверстию наконечника, при этом величина указанного зазора составляет 0,25-0,50 от диаметра отверстия кожуха, а механизм перемещения головки кинематически связан с системой пнев 5 моавтоматики.
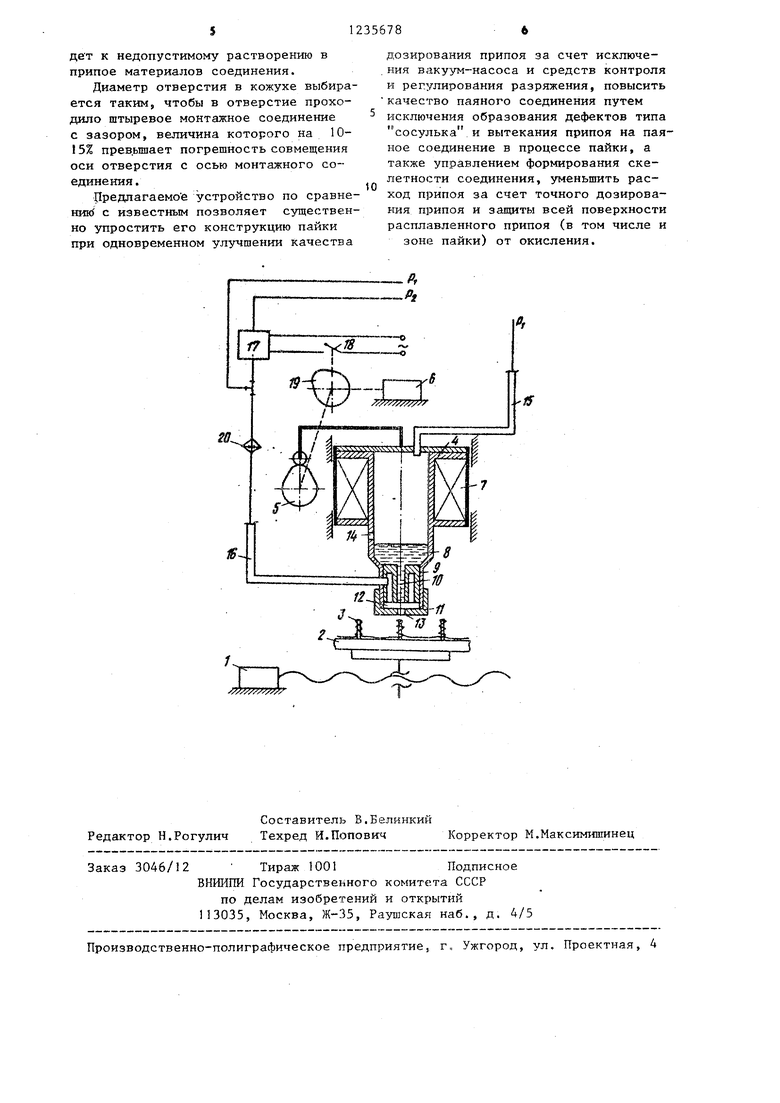
На чертеже изображено устройство пайки монтажных соединений, общий вид . На координатном столе, представляющем собой однокоординатный манипу20 лятор 1 с приводом типа винт - гайка, закреплена контактная колодка 2 с монтажным соединением 3 типа провод - штырь. Над столом размещена головка 4 пайки, связанная при помощи кулач25 ка 5 с механизмом 6 вертикального перемещения, В состав головки 4 входят нагреватель 7, размещенный на резервуаре 8 для припоя, с которым соединен наконечник 9 с аксиальным от30 верстием 10 для подачи припоя в зону пайки, и закрытый кожух 11, закрепленный коаксиально на наконечнике с образованием зазора 12 между нижним торцом наконечника и дном кожуха. В
35 дне кожуха выполнено отверстие 13, соосное с отверстием fO наконечника 9. В боковой стенке резервуара 8 расположено отверстие 14 для подачи припоя и выхода защитного газа. Ре0 зервуар 8 связан с источником сжатого газа (не показан) трубопроводом 15. Кожух П соединен трубопроводом 16 с источником защитного газа. Имеется электропневмопреобразователь 17
5 для подачи избыточного давления. Обмотка электромагнита электропневмо- преобразователя 7 включена последовательно с контактом 18, кинематически связана кулачком 19 с механизмом
0 6 перемещения головки. Для подачи
нагретого газа в кожух 1 с целью по- вьпяения качества паяного соединения в цепи трубопровода 16 размещен нагреватель 20 защитного газа.
5 Устройство работает следующим образом.
Припой в резервуаре 8 нагревается
нагревателем 7 до требумой температуры. При этом для защиты припоя от окисления в резервуар 8 кожух 11 подается инертный газ под избыточным давлением Р, , причем в кожух поступает нагретый нагревателем 20 защитный газ. Соотношение величины зазора и отверстия кожуха обеспечивает в кожухе необходимое избыточное давление газа под нижним зеркалом припоя.
По команде оператора однокоорди- натньгй манипулятор 1 вьшодит колодку 2 в положение, при котором ось контактного штыря 3 совпадает с осью отверстия 13 кожуха 11. После этого включается механизм 6 вертикального перемещения головки А пайки, который посредством кулачка 5 опускает головку пайки на монтажное соединение.
В исходном состоянии избыточное давление газа Р| , необходимое для устойчивого удержания припоя в отверстии 10 наконечника 9, регулируется так, что при введении монтажного соединения 3 в отверстие 13 припой в отверстие 10 не поднимается.
После введения монтажного соединения с навитым проводом в отверстие 13 и далее в отверстие 10 припой смачивает поверхность монтажного соединения и стремится перетечь на него под влиянием гравитационных сил и 1сил адгезии со стороны соединения. Чтобы препятствовать этому перетеканию включается избыточное давление Р, подаваемое по трубопроводу 16. Величина его отрегулирована таким образом, что припой в отверстии 10 при отверстии 13, перекрытым монтажным соединением, поднимается, увлекая с собой за счет сил поверхностного натяжения и сил, возникающих за счет действия избыточного давления на поверхность припоя, избыток припоя с монтажного соединения. Благодаря этому формируется соединение, количество припоя на котором автоматически дозируется для однотипных соединений если при регулировке подобрана величина давления .
Дополнительно при перемещении припоя в канале происходит удаление продуктов разложения изоляции провода и фпюса. Большая часть из продуктов разложения благодаря перемещению припоя всплывает на поверхность расплава, а оставшаяся часть -сдувается к основанию штыря.
После вьгоедения монтажного соединения из отверстия кожуха на
2356784
конечника, отверстие, в кожухе открывается, давление в зазоре 12 падает, припой возвращается в исходное положение. Избыточное давление
5 Р- снимается электропневмопреобразо- вателем 17 через кулачок 19, при этом контакт 18 размыкается и под кожухом устанавливается избыточное давление Р( . После этого однокоординат10 ный манипулятор 1 перемещает колодку 2 на шаг, вьгоодя очередной штырь под паяльную головку, и цикл пайки повторяется. Добавление припоя в резервуар 8 осуществляется через отверс)5 тие 14.
Удержание припоя в отверстии 10 и его подъем при до зировании осуществляется созданием избыточного давле20 НИН в зоне торца наконечника 9 под мениском припоя.
Величина избыточного давления в этой зоне перед введением монтажного соединения в отверстие определяется
25 отношением площади сечения кольцевого зазора между кожухом и торцом цилиндра вокруг отверстия в кожухе к площади отверстия в кожухе.
0
Минимальная площадь сечения кольцевого зазора, примыкающего к отверстию 10 наконечника 9 и отверстию кожуха 13, равна TTDh, а сечение отверстия в кожухе , где D - диаметр . отверстия в кожухе; h - высота зазо5 ра, определяемая как h o(.D; составляет 0,25-0,5. При 0,25, площадь кольцевого зазора станет меньше площади открытого отверстия 13 и в этом случае для эффективной защиты нижнего зеркала припоя необходимо повысить давление газа. Это приводит к тому, что, при перекрытии отверстия 13 в кожухе 11 монтажным соединением 3, давление под мениском при поя резко возрастает и припой по отверстию 10 поднимается вверх. В результате соединение не смочено припоем. Если выбрать d 0,5, то зона монтажного соединения, в которой
0 происходит расплавление припоя, находится внутри зазора и часть монтажного соединения, находящаяся вне кожуха, не пропаяна, так как при практически применяемых временах пайки мон5 тажное соединение прогревается до температуры пайки на расстояние порядка половины сечения монтажного щтыря, а превьппение этого времени ведет к недопустимому растворению в припое материалов соединения.
Диаметр отверстия в кожухе выбирается таким, чтобы в отверстие проходило штыревое монтажное соединение с зазором, величина которого на 10- 15% прев.ышает погрешность совмещения оси отверстия с осью монтажного соединения.
Предлагаемой устройство по сравне- ник( с известным позволяет существенно упростить его конструкцию пайки при одновременном улучшении качества
дозирования припоя за счет исключения вакуум-насоса и средств контроля и регулирования разряжения, повысить качество паяного соединения путем исключения образования дефектов типа сосулька и вытекания припоя на паяное соединение в процессе пайки, а также управлением формирования ске- летности соединения, уменьшить расход припоя за счет точного дозирования припоя и защиты всей поверхности расплавленного припоя (в том числе и зоне пайки) от окисления.
Р 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки проволочных выводов к печатным платам | 1979 |
|
SU771916A1 |
| Паяльник с пневматическим дозатором | 1984 |
|
SU1159734A1 |
| Устройство для пайки | 1988 |
|
SU1558591A1 |
| Устройство для дозированной подачи припоя | 1973 |
|
SU488664A1 |
| Устройство для бесфлюсовой пайки трубопроводов | 1986 |
|
SU1329928A1 |
| Паяльник | 1980 |
|
SU986668A1 |
| Электропаяльник демонтажный | 1990 |
|
SU1712086A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЭЛЕМЕНТОВ НА ПЕЧАТНОЙ ПЛАТЕ ПОД ПАЙКУ | 1993 |
|
RU2086369C1 |
| Электропаяльник для пайки и демонтажа | 1976 |
|
SU617198A1 |
| РЕМОНТНО-ПАЯЛЬНАЯ ГОЛОВКА И ОСУЩЕСТВЛЯЕМЫЕ ПОСРЕДСТВОМ ТАКОЙ ГОЛОВКИ СПОСОБЫ | 2005 |
|
RU2340431C2 |
6
Составитель В.Белинкий Редактор Н.Рогулич Техред И.Попович Корректор М.Максимишинец
Заказ 3046/12 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г„ Ужгород, ул. Проектная, 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для дозированной подачи припоя | 1973 |
|
SU488664A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для пайки проволочных выводов к печатным платам | 1979 |
|
SU771916A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
