Предлагаемый станок для кантования с трех сторон бревен имеет в виду получить из них заготовку для дальнейшей обработки в форму, необходимую при сплачивании бревен в сруб.
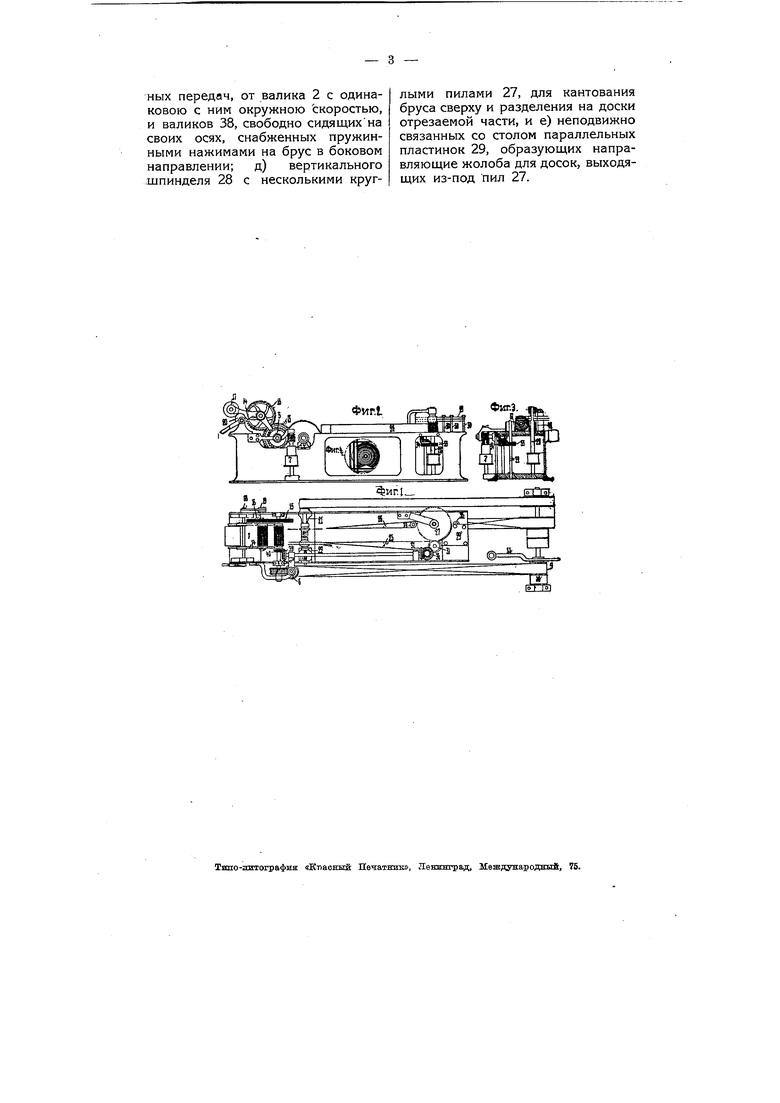
На чертеже фиг. 1 изображает вид станка спереди, фиг. 2-то же вид сверху, фиг. 3 - поперечный вертикальный разрез станка и фиг. 4-поперечный разрез бревна с линиями прохождения пил.
Предлагаемый кантовальный станок имеет обычную станину строгальных четырехсторонних станков с площадкой 1 на конце, которая служит для приема бревна, и системой роликов для подачи его в обработку. Нижний валик 2 снабжен гладкими зубцами, а верхний 3 острыми. Ось нижнего валика 2 приводится в движение червячной передачей 5, б со ступенчатым шкивом 7, который при помош,и стопорных винтов может перемеш,аться выше или ниже, в зависимости от того, какая ступень будет обслуживать подачу. Шкив 7 получает движение от приводного вала со шкивами 9 и 10, передвигаемыми при помоши рычага 11. Ось верхнего ролика 3 помещается в раме 14, шарнирно подвешенной на оси ролика 2, и приводится в движение шестернями 15 и 16, укрепленными на осях роликов. При подеме или опускании ролика 3, зависящих от конусообразности бревна, шестерни находятся всегда в сцеплении между собой. Кроме собственного груза,, ролик 3 получает давление от груза 17, укрепленного на концах рамы 14. По мере утолщения бревна к комлю, ролик 3 автоматически поднимается, и чтобы предупредить падение, когда окончится комель, рама 14 поддерживается эксцентриками 20 нагруженного рычага 20- 18-19; по мере поднимания рамы 14 валик 18 с насаженным на него эксцентриком 20 будет поворачиваться под действием груза 19, вследствие чего эксцентрик 20 будет все время поддерживать раму 14 при
помощи рычага с грузом 19, который укреплен на валике 18, а ролик 3 будет свободно опускаться при помощи рычага, укрепленного на другом ,ко|«де вала 18. Для обрезки бревМа.с двух сторон применены круглые пилы, укрепляемые на горизонтальном шпинделе 21, при чем с одной стороны снимается горбыль, а с другой стороны, благодаря установке двух пил, получаются горбыль и подгорбыльная дюймовка.
На фиг. 4 показано сечение бревна, вершина которого обозначена мелким пунктиром, а комель крупным, а предварительная кантовка-линиями прохождения пил, окончательная,же кантовка и пазовка заштрихованы. Для перестановки пил служит супорт 22.
Для отделения отпиленных боковых частей бревен от бруса служат клиновидные бруски 25 и 26, образующие для бруска жолоб. Маленький клин 24 отделяет горбыль, большой 25 подгорбыльную дюймовку, а клиновидный брусок 26 только горбыль. Для обрезки третьей стороны служат три круглые пилы 27, укрепленные на вертикальном шпинделе 28, несущем ролик 42, при чем отходом от бруса является горбыль и две дюймовки. За пилами 27 помещаются параллельные пластины 29, укрепленные на четырех стойках 30 и служащие направляющими жолобами для досок, выходящих из-под пил 27, а также для предотвращения зажима пил. Для вспомогательной подачи бревна, а главным образом для продвижения последнего бруса, лишенного с заднего конца подачи роликами 2 и 3, служит ролик 31, укрепленный на вертикальном валу 32 (фиг. 3). Ролик 31 приводится в движение от валика 2 при помощи простых шестерен 33 и 34 и конических колес 36, 37, 39, 40, при чем движение всех роликов 2, 3 и 31 происходит с одинаковой угловой скоростью. По сторонам на брус 41 оказывают давление вертикальные ролики 38, для чего оси их снабжены пружинными нажимами.
Станок может приводиться в движение от различных силовых установок.
Для постройки бревенчатого дома должны кантоваться бревна приблизительно одной толщины в вершине и хотя бы с одной сравнительно гладкой стороной, которая должна итти в станке на нижних роликах. Для предварительной окантовки бревно на катках направляется вершиной между роликами 2 и 3. Верхний ролик 3 опускается на верщину бревна, ролики забирают его и подают к пилам 21, которые обрезают две стороны; брус идет между клиновидными брусками 25 и 26, а отходы направляют по ту и другую стороны станка; горизонтальные пилы принимают брус и срезают верхнюю часть бруса, который выходит по каткам, а отходы по параллельным пластинам 29; предварительно окантованный брус идет далее в станок для окончательной кантовки и пазования.
Предмет патента.
Станок для кантования с трех сторон бревен, характеризующийся совокупным применением в станине следующих частей: а) подающего механизма в виде получающих обычным путем от приводного вала вращение валиков 2, 3 (фиг. 1, 2), из коих у валика 3 ось помещена в щарнирно подвешенной на оси валика 2 нагруженной раме 14, поддерживаемой эксцентриками 20 нагруженного же рычага 20- 18-19; б) горизонтального шпинделя 21 с переставными круглыми пилами для, кантования и разделения на доски частей бревна по бокам изготовляемого бруса (фиг. 4); в) клиновидных брусков 25,26, образующих в промежутке между ними направляющий жолоб для бруса и предназначенных также для отвода в сторону отпиливаемых боковых частей бревна; г) подающего брус приспособления, состоящего из вертикального валика 31, приводимого во вращение, при посредстве обычных передач, от валика 2 с одинаковою с ним окружною скоростью, и валиков 38, свободно сидящихна своих осях, снабженных пружинными нажимами на брус в боковом направлении; д) вертикального шпинделя 28 с несколькими круглыми пилами 27, для кантования бруса сверху и разделения на доски отрезаемой части, и е) неподвижно связанных со столом параллельных пластинок 29, образующих направляющие жолоба для досок, выходящих из-под пил 27.