1
Изобретение относится к области обработки металлов давлением и может быть использовано при получении различных деталей и1тамповкой.
Известен способ получения поковок без штамповочных уклонов, включающий операции предварительной и окончательной штамповки и устранение штамповочных уклонов путем поворота элементов поковки при проталкивании последней через кольцо или правкой на плоскости.
С целью расширения сортамента поковок штамповочные уклоны в поковках предложено устранять в процессе окончательной операции штамповки поворотом элементов поковки, осуществляемым давлением избыточного металла, вытесняемого из ограниченной части штампа в неограниченную.
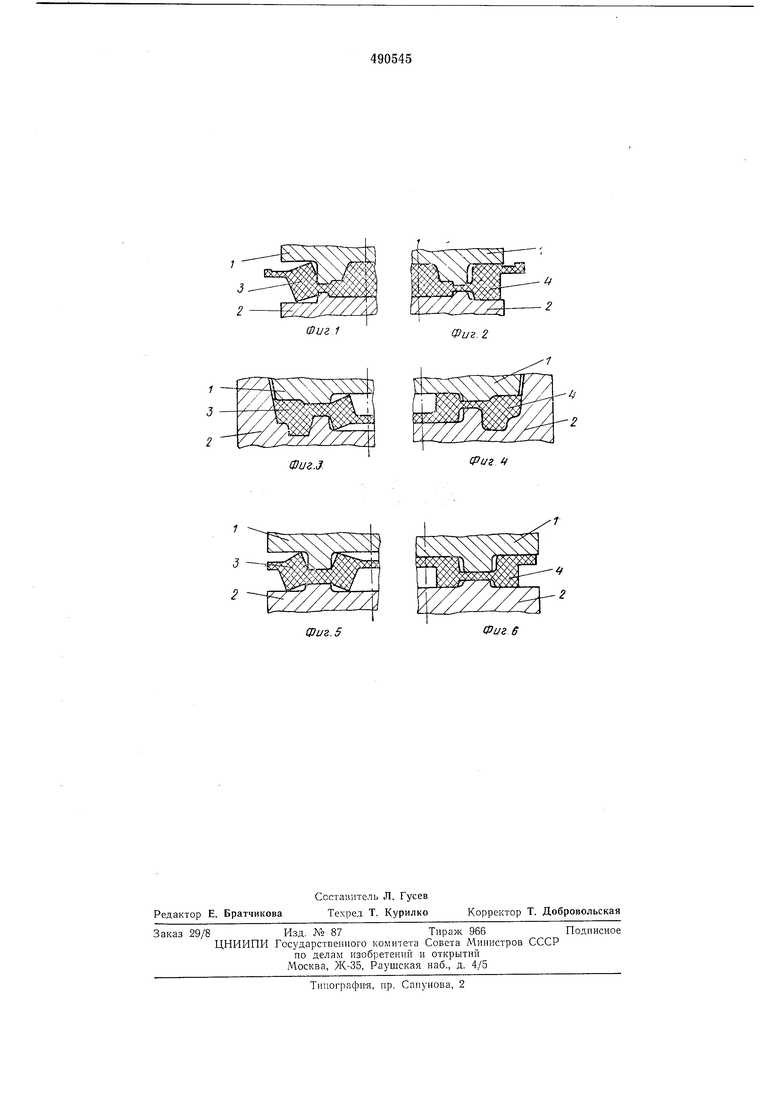
На фиг. 1 и 2 показана схема осуществления способа при истечении металла из внутренней полости в наружную; на фиг. 3 и 4 - то же, при истекании металла из наружной полости во внутреннюю; на фиг. 5 и 6 - то же, при истечении металла в двух направлениях.
Предложенный способ осуществляется в окончательном ручье штампа, состоящего из
верхней 1 и нижней 2 головок. Предварительно отштампованная заготовка 3 со штамповочными уклонами помещается в штамп. В процессе осаждения заготовки металл из
ограниченной части штампа вытекает в свободную. В ограниченной части окончательно формируется поковка, а в свободной - воздействием вытекающего металла элементы поковкп поворачиваются для устранения
штамповочных уклонов. В результате штамповки в окончательном ручье щтампа получают поковку 4 без штамповочных уклонов.
Предмет изобретения
15
Способ получения поковок без штамповочных уклонов, включающий операции предварительной и окончательной щтамповки и устранение штамповочных уклонов, отличающийся тем, что, с целью расширения сортамента поковок, штамповочные уклоны устраняют в процессе окончательной операции щтамповки поворотом элементов поковок,
осуществляемым давлением избыточного металла, вытесняемого из ограниченной части щтампа в неограниченную.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки поковок с отростком и фланцем | 1982 |
|
SU1139555A1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
ФигЛ
Фиг
Фиг. 5
Фиг 6
