Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при изготовлении поковок стандартных деталей фланец воротниковый (ГОСТ 12821-80) на штамповочных молотах.
Известен способ штамповки поковок типа фланцев на молотах (II группа 1 подгруппы) и прессах (I группа 2 подгруппа) (Ковка и штамповка: Справочник. В 4-х т. / Ред. совет: Е.И.Семенов и др. - М: Машиностроение, 1986 - Т.2. Горячая штамповка/Под ред. Е.И. Семенова, 1986. - 592 с.). Штамповку в торец осуществляют обычно за два перехода: осадка и окончательное формообразование с наметкой центрального отверстия. Доделочная операция: обрезка облоя и прошивка отверстия. Недостатком данного способа является наличие припуска и напусков (штамповочных уклонов) на стенке прошитого отверстия, определяющих повышенную трудоемкость последующей механической обработки поковок.
Известен способ удаления штамповочных уклонов путем калибровки отверстий (А.С.Коньков. Очистка и отделка поковок. Научно-популярная библиотека рабочего-кузнеца. Вып.16. М. - Свердловск: Машгиз, 1960. - 70 с.). Калибровка производится после комбинированной обрезки и прошивки в специальном штампе. Штамповочный уклон срезается пуансоном с режущей кромкой.
Известна также конструкция совмещенного штампа для одновременной обрезки, пробивки, снятия уклонов и правки (Ковка и штамповка: Справочник. В 4-х т. / Ред. совет: Е.И.Семенов и др. - М: Машиностроение, 1986. - Т.2. Горячая штамповка / Под ред. Е.И.Семенова, 1986. - 592 с.). Пробивной пуансон одновременно пробивает перемычку и срезает внутренние уклоны в центральном отверстии поковки. Недостаток этого способа и штампа - сохранение припуска на механическую обработку отверстия.
Известен способ малоотходной безуклонной штамповки осесимметричных поковок (Интенсификация процессов обработки металлов давлением / О.Г.Власов, В.И.Казаченок, И.Б.Покрас и др. - Ижевск: Удмуртия, 1989. - 112 с.; патент №2159690 «Способ изготовления кольцевых поковок без штамповочных уклонов»). При малоотходной штамповке круглых в плане кольцевых поковок без напуска на внутренние уклоны применяют последовательные или совмещенные штампы для обрезки облоя, пробивки перемычки и раздачи отверстия пуансоном через остаток технологической перемычки (Ковка и штамповка: Справочник. В 4-х т. / Ред. совет: Е.И.Семенов и др. - М: Машиностроение, 1986 - Т.2. Горячая штамповка / Под ред. Е.И.Семенова, 1986. - 592 с.). Недостаток данных технических решений - сохранение припуска на механическую обработку отверстия.
Известны способы изготовления полых фланцевых поковок (патент №1552460 РФ «Способ изготовления полых фланцевых поковок», №2217262 РФ «Способ изготовления полых фланцевых поковок», №2169632 РФ «Способ изготовления полых фланцевых поковок»). Общий недостаток данных технических решений - сохранение припуска на механическую обработку отверстия, многопереходность штамповки и реализуемость только на кривошипных горячештамповочных прессах.
Известен способ изготовления полых осесимметричных изделий (патент №1807914 «Способ изготовления полых изделий»). Специально подготовленную заготовку размещают в верхней части матрицы и осуществляют формообразование (прошивку) пуансоном, больший диаметр которого равен меньшему диаметру матрицы или меньше его. При этом происходит процесс комбинированного выдавливания сдвигом (КВС) металла под пуансоном и вытеснение его в нижнюю часть полости матрицы. Схема деформации и примеры технологических переходов штамповки осесимметричных изделий с применением КВС, в том числе фланцев воротниковых, приведены в работе Ю.П.Катрич. Комбинированное выдавливание сдвигом / Кузнечно-штамповочное производство, 2005 - №3, с.22-28. Недостатками данного способа являются:
- необходимость предварительной подготовки исходной заготовки путем калибровки в контейнере, фигурной осадкой, закрытой штамповкой с калибровкой;
- получение качественных поковок с полой ступицей возможно только при узком интервале соотношений коэффициента прошивки (соотношения площади полости и большего основания заготовки) и площади боковой опорной поверхности заготовки.
Комбинированное выдавливание сдвигом реализовано в способе штамповки конической втулки с фланцем (А.с. №532444 «Способ штамповки в матрице конической втулки с фланцем»). Способ предполагает выдавливание с противодавлением предварительно осаженной заготовки до получения фланца требуемого размера, а затем прошивают полученную заготовку с фланцем, заполняя при этом металлом свободную часть конусной матрицы. В матрицу укладывают предварительно осаженную заготовку, и под влиянием пуансона металл заготовки выдавливается в конусную часть матрицы, имеющую уклон, равный уклону штамповки, до получения фланца требуемого размера. Для четкого оформления угла нижнего торца и предотвращения выпуклости на торце используют толкатель с противодавлением. После выдавливания заготовку укладывают в матрицу, имеющую уклон, равный уклону штамповки, где ее прошивают пуансоном, заполняя при этом свободную часть конусной матрицы. Избыточный объем заготовки при этом удаляется в виде «просечки» переменной высоты. Указанный способ выбран заявителем в качестве прототипа.
Недостатком прототипа является возможность коробления на втором переходе штамповки фланцевой части поковки, незаполнение углов полости матрицы этого перехода, наличие штамповочного уклона и припуска на механическую обработку отверстия, большие усилия и работа деформации.
Технической задачей предлагаемого изобретения является повышение эффективности изготовления поковок фланцев воротниковых за счет снижения объема последующей механической обработки, сокращения расхода металла, снижения сил и работы деформации.
Для достижения поставленной задачи в способе штамповки поковок фланцев воротниковых, включающем штамповку предварительной поковки путем выдавливания предварительно осаженной заготовки в конусную часть матрицы с формообразованием фланца требуемого размера и конусной воротниковой части и штамповку окончательной поковки с формообразованием конусной воротниковой части, имеющей безуклонное сквозное отверстие, согласно изобретению штамповку предварительной поковки осуществляют с получением конусной воротниковой части с конусностью, превышающей конусность воротниковой части окончательной поковки, и наметки под сквозное отверстие, имеющей штамповочный уклон на боковой поверхности, а формообразование конусной воротниковой части с безуклонным сквозным отверстием при штамповке окончательной поковки производят путем среза указанного штамповочного уклона на боковой поверхности наметки и прошивки перемычки, которые осуществляют одновременно с раздачей и удлинением воротниковой части и калибровкой сквозного отверстия.
Выполнение штамповки предварительной поковки с получением конусной воротниковой части с конусностью, превышающей конусность воротниковой части окончательной поковки, позволяет при штамповке окончательной поковки получить воротниковую часть раздачей, что способствует снижению сил и работы деформации, кроме того, позволяет компенсировать утолщение стенки воротника из-за более интенсивного износа предварительного ручья и тем самым обеспечить ее стабильную укладку в полость прошивной матрицы.
Формообразование конусной воротниковой части с безуклонным сквозным отверстием при штамповке окончательной поковки позволяет снизить объем последующей механической обработки, то есть получить чистовой размер отверстия за счет устранения внутренних штамповочных уклонов и припуска на механическую обработку.
Выполнение наметки под сквозное отверстие, имеющей штамповочный уклон на боковой поверхности, и формообразование конусной воротниковой части поковки путем среза указанного штамповочного уклона на боковой поверхности наметки и прошивки перемычки, которые осуществляют одновременно с раздачей и удлинением воротниковой части и калибровкой сквозного отверстия, способствует сокращению расхода металла за счет использования части металла штамповочных уклонов, а также способствует снижению сил и работы деформации.
Патентные исследования не выявили способов, характеризующихся заявляемой совокупностью признаков, следовательно, можно предположить, что указанный способ соответствует критерию "новизна".
Использование совокупности отличительных признаков также не известно, что говорит о соответствии критерию "изобретательский уровень".
Кроме того, предлагаемый способ может быть использован в промышленных масштабах и найдет применение, в частности, в кузнечно-штамповочном производстве при изготовлении поковок стандартных деталей - фланец воротниковый, т.е. характеризуется критерием "промышленная применимость".
Сущность заявляемого технического решения поясняется схемами и фотографиями, где на фиг.1 изображены стадии формоизменения при получении предварительной поковки, на фиг.2 - стадии формоизменения при получении окончательной поковки, на фото 1 - опытная поковка «фланец воротниковый» Ру16Ду50, на фото 2 - опытная партия поковок «фланец воротниковый».
Заявляемый способ осуществляется следующим образом.
Нагретую до ковочной температуры штучную заготовку осаживают, после чего штампуют в открытом ручье предварительную поковку с получением фланца требуемого размера и двухсторонней наметки под отверстие (фиг.1), при этом конусность воротниковой части предварительной поковки больше, чем окончательной, а высота меньше. Затем производят обрезку облоя и штампуют окончательную поковку (фиг.2), при этом формообразуют воротниковую часть поковки с безуклонным сквозным отверстием путем среза штамповочного уклона и прошивки перемычки, сопровождаемых раздачей и удлинением воротниковой части с одновременной калибровкой отверстия.
При этом процесс прошивки и калибровки осуществляется следующим образом. Прошивень внедряется в уклон на боковой поверхности основной (верхней) наметки и начинает срезать его (фиг.2а). Одновременно калибрующий поясок входит в полость наметки, раздавая ее и перемещая металл уклона по ходу движения комбинированного прошивня. При этом происходит перераспределение металла с утонением стенки и удлинением воротниковой части. После полного контакта по конусной поверхности матрицы происходит угловой разворот части воротника (фиг.2б), лежащей ниже прошивня до контакта с цилиндрической частью матрицы, и прошивень достигает тела перемычки. Далее прошивень упирается в перемычку (фиг.2в-г), и происходит вытяжка цилиндрического участка стенки воротника и срез перемычки. Одновременно калибрующий поясок, проходящий через полость конического участка матрицы, осуществляет осевой сдвиг металла. В зависимости от геометрических особенностей предварительной поковки на данной стадии возможны варианты формообразования, в которых может превалировать либо эффект вытяжки, сопровождаемый утонением формируемого цилиндрического участка стенки воротника, либо схема выдавливания за счет опережающего перемещения металла калибрующим пояском пуансона.
Далее происходит окончательный срез перемычки, при этом калибрующий поясок находится на выходе из конической зоны матрицы (фиг.2д). По мере дальнейшего продвижения калибрующий поясок производит раздачу и калибровку цилиндрического участка воротника (фиг.2е).
Таким образом, горячештампованные поковки фланцев воротниковых без припусков и штамповочных уклонов в центральном отверстии получают за две формообразующие операции. Предварительная штамповка имеет все штамповочные уклоны, необходимые для удаления поковки из ручья, окончательные геометрические параметры придаются только фланцевой части предварительной поковки, воротниковая часть оформляется предварительно. Придание этой части поковки окончательной формы и размеров производится при выполнении доделочных операций на обрезном прессе. Здесь в специализированном штампе последовательно обрезается облой и формообразуется воротник поковки фланца с безуклонным отверстием. Применяемая схема деформации сочетает элементы среза штамповочного уклона и прошивки перемычки, сопровождаемые раздачей и вытяжкой воротниковой части при одновременной калибровке отверстия.
Разработка и обоснование предложенных переходов штамповки проводилась на основе результатов математического моделирования пластического формоизменения.
Для этих целей использовался объектно-ориентированный пакет программ РАПИД-2Д. В результате проведения серии вычислительных экспериментов установлено влияние на характер формообразования поковок фланцев различных типоразмеров следующих конструктивно-технологических факторов:
- конструкций и размеров рабочих элементов комбинированного (прошивочно-калибрующего) пуансона и матрицы для окончательного формообразования;
- формы и размеров воротниковой части предварительной поковки;
- скорости и температуры деформирования, контактного трения.
Результаты моделирования позволили разработать конструкторско-технологическую документацию для опытно-промышленного апробирования технологии при штамповке поковки фланца Ру16Ду50 (фото 1). Опытная штамповка, проведенная с использованием КГШП 25МН, обрезного пресса усилием 4МН со специальным штампом, показала достижимость прогнозируемой формы и размеров окончательной поковки при требуемой шероховатости поверхности центрального отверстия.
В результате обобщения результатов компьютерного моделирования деформаций, лабораторных и заводских экспериментов разработана методика конструкторско-технологического проектирования переходов штамповки и инструмента для созданной технологии.
Окончательная поковка конструируется по чистовому чертежу фланца в соответствии с ГОСТ 7505-89. Параметры поковки: M1 (М2, М3), Т4, С4. Припуски назначают только на торцовые поверхности, центральное отверстие не имеет штамповочных уклонов, и его диаметр соответствует чистовому размеру. Радиусы скруглений наружных и внутренних углов поковки назначают из условия плавности сопряжения поверхностей и неувеличения при этом расхода металла.
Предварительная поковка проектируется по чертежу окончательной поковки и отличается от окончательной только формой и размерами воротникового участка. Фланцевая ее часть формообразуется окончательно на операции предварительной штамповки. При использовании для этого ПВШМ полость под воротник целесообразно размещать в верхней части штампа, а при штамповке на КГШП - в нижней. Наружная поверхность разъема штампа назначается по фланцу поковки. Контур воротника образуется двумя плавно сопрягаемыми коническими поверхностями с углом наклона 26° и 7°. В предварительной поковке выполняется двухсторонняя наметка под прошивку центрального отверстия. Основная часть наметки отверстия имеет штамповочный уклон 5°, высота воротниковой части предварительной поковки определяется из условия постоянства объемов предварительной и окончательной поковок за вычетом объема перемычки.
Указанная методика проектирования была апробирована при технологической подготовке производства поковок фланцев воротниковых на Кузнечном заводе ОАО «Курганмашзавод» (фото 2). С ее применением разработаны и опробованы новые технологии штамповки следующей номенклатуры фланцев: Ру16Ду40, Ру16Ду50, Ру25Ду50, Ру40Ду50, Ру16Ду80, Ру40Ду80, Ру64Ду80, Ру16Ду100, Ру40Ду100, Ру64Ду100, Ру16Ду150, Ру40Ду150.
Основные положения технологического проектирования позволят обеспечить изготовление номенклатуры качественных поковок мелких и средних фланцев воротниковых:
- с центральным отверстием без штамповочных уклонов и припусков на мехобработку;
- с допускаемым отклонением от плоскостности фланцевой части поковки;
- при отсутствии разрывов и зажимов на поверхностях поковок;
- при уменьшенном расходе металла.
Достигаемая точность диаметрального размера и качество поверхности центрального отверстия позволили устранить операцию его расточки. Наряду с эффектом от устранения мехобработки достигается снижение расхода металла на 8-10% за счет организации рациональной схемы течения на предварительном и окончательном переходах штамповки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1328055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 1973 |
|
SU361007A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК КОЛЕС | 2013 |
|
RU2548844C1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок фланцев воротниковых на штамповочных молотах. Предварительно осаженную заготовку выдавливают в конусную часть матрицы и получают предварительную поковку с фланцем требуемого размера, конусной воротниковой частью и наметкой под сквозное отверстие. Наметка имеет штамповочный уклон на боковой поверхности. Конусность воротниковой части предварительной поковки превышает конусность воротниковой части окончательной поковки. Затем производят штамповку окончательной поковки с формообразованием конусной воротниковой части, имеющей безуклонное сквозное отверстие. Указанное формообразование ведут путем среза штамповочного уклона и прошивки перемычки. Эти операции осуществляют одновременно с раздачей и удлинением воротниковой части и калибровкой сквозного отверстия. В результате обеспечивается сокращение расхода металла и снижение усилий деформирования при штамповке. 4 ил.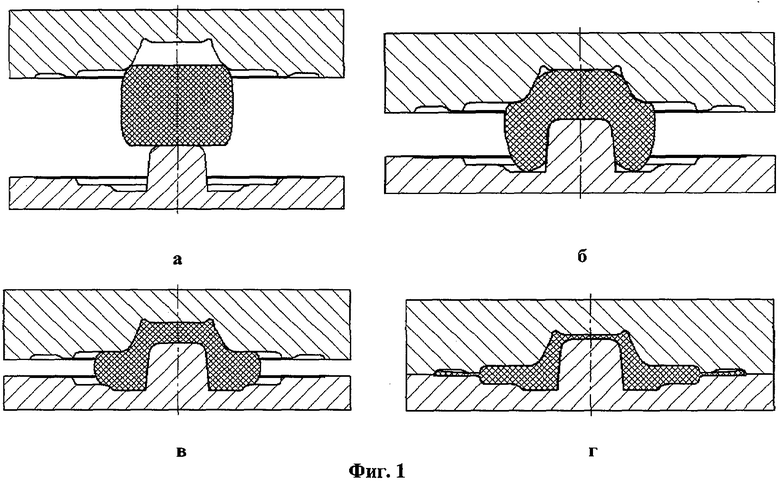
Способ штамповки поковок фланцев воротниковых, включающий штамповку предварительной поковки путем выдавливания предварительно осаженной заготовки в конусную часть матрицы с формообразованием фланца требуемого размера и конусной воротниковой части и штамповку окончательной поковки с формообразованием конусной воротниковой части, имеющей безуклонное сквозное отверстие, отличающийся тем, что штамповку предварительной поковки осуществляют с получением конусной воротниковой части с конусностью, превышающей конусность воротниковой части окончательной поковки, и наметки под сквозное отверстие, имеющей штамповочный уклон на боковой поверхности, а формообразование конусной воротниковой части с безуклонным сквозным отверстием при штамповке окончательной поковки производят путем среза указанного штамповочного уклона на боковой поверхности наметки и прошивки перемычки, которые осуществляют одновременно с раздачей и удлинением воротниковой части и калибровкой сквозного отверстия.
| Способ штамповки в матрице конической втулки с фланцем | 1974 |
|
SU532444A1 |
| Способ изготовления деталей типа втулки с фланцем | 1980 |
|
SU893373A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛКИ С ФЛАНЦЕМ | 2000 |
|
RU2194593C2 |
| СПОСОБ НАНЕСЕНИЯ ПЛЕНОК НА ОСНОВЕ ОКСИДА КРЕМНИЯ | 1988 |
|
RU2030483C1 |
| DE 4426759 A1, 25.01.1996. | |||

