Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при изготовлении на универсальном агрегате: молот штамповочный - пресс обрезной поковок для деталей ступиц, ступиц с фланцами, переходов с фланцем.
Известен способ штамповки на молоте поковок типа конического стержня с фланцем - поковка II группы 3 подгруппы (Ковка и штамповка: Справочник. В 4-х т./Ред. совет: Е.И.Семенов и др. - М: Машиностроение, 1986 - Т.2. Горячая штамповка/Под ред. Е.И.Семенова, 1986. - 592 с). Для получения поковки необходимы предварительные операции: протяжка стержня или высадка фланца. Поковка штампуется без полости или имеет небольшую глухую наметку под отверстие. Сквозное отверстие получают последующей мехобработкой, что ведет к большому расходу металла и высокой трудоемкости обработки.
Известен способ штамповки выдавливанием на прессе поковок с глухой или сквозной полостью с фланцем (V группа 3 подгруппа) путем выдавливания сплошной заготовки в замкнутую кольцевую полость (Ковка и штамповка: Справочник. В 4-х т./Ред. совет: Е.И.Семенов и др. - М: Машиностроение, 1986 - Т.2. Горячая штамповка/Под ред. Е.И.Семенова, 1986. - 592 с). Недостатком указанного способа является многопереходность (трудоемкость) штамповки, что определяет реализуемость способа только на механических и гидравлических прессах.
Известен способ изготовления полых фланцевых поковок (а.с. №1552460 «Способ изготовления полых фланцевых поковок»), включающий осадку исходной заготовки до диаметра фланцевого утолщения на полом полуфабрикате, который получают последующей штамповкой в открытом штампе с высотой не менее высоты окончательно отштампованной поковки, формообразуемой на следующем переходе прямым выдавливанием с одновременным формообразованием фланца. При этом полуфабрикат должен иметь следующие геометрические параметры: длина ступицы - не более длины ступицы поковки, а высота фланцевого утолщения - не менее высоты фланца. Такой полуфабрикат подвергают окончательному деформированию. Недостатком данного способа является необходимость регламентации параметров ступичной и фланцевой частей полуфабриката, а также реализуемость способа только на прессе.
Известен способ изготовления полых осесимметричных изделий (патент №1807914 «Способ изготовления полых изделий»). Специально подготовленную заготовку размещают в верхней части матрицы и осуществляют формообразование (прошивку) пуансоном, больший диаметр которого равен меньшему диаметру матрицы или меньше его. При этом происходит процесс комбинированного выдавливания сдвигом (КВС) металла под пуансоном и вытеснение его в нижнюю часть полости матрицы. Схема деформации и примеры технологических переходов штамповки осесимметричных изделий с применением КВС приведены в работе Ю.П.Катрич. Комбинированное выдавливание сдвигом / Кузнечно-штамповочное производство, 2005 - №3, с.22-28.
Недостатками данного способа являются:
- необходимость предварительной подготовки исходной заготовки путем калибровки в контейнере, фигурной осадкой, закрытой штамповкой с калибровкой;
- получение качественных поковок с полой ступицей возможно только при узком интервале соотношений коэффициента прошивки (соотношения площади полости и большего основания заготовки) и площади боковой опорной поверхности заготовки.
Комбинированное выдавливание сдвигом реализовано в способе штамповки конической втулки с фланцем (а.с. №532444 «Способ штамповки в матрице конической втулки с фланцем»). Способ предполагает выдавливание с противодавлением предварительно осаженной заготовки до получения фланца требуемого размера, а затем прошивают полученную заготовку с фланцем, заполняя при этом металлом свободную часть конусной матрицы. В матрицу укладывают предварительно осаженную заготовку, и под влиянием пуансона металл заготовки выдавливается в конусную часть матрицы, имеющую уклон, равный уклону штамповки, до получения фланца требуемого размера. Для четкого оформления угла нижнего торца и предотвращения выпуклости на торце используют толкатель с противодавлением. После выдавливания заготовку укладывают в матрицу, имеющую уклон, равный уклону штамповки, где ее прошивают пуансоном, заполняя при этом свободную часть конусной матрицы. Избыточный объем заготовки при этом удаляется в виде «просечки» переменной высоты.
Недостатком данного способа является возможность коробления на втором переходе штамповки фланцевой части поковки и незаполнение углов полости матрицы этого перехода.
Известен также способ горячей штамповки с прошивкой глубоких отверстий в высокой ступице (а.с. №99012 «Способ горячей штамповки с прошивкой глубоких отверстий в высокой ступице»), выбранный заявителем в качестве прототипа. Согласно этому способу сначала окончательно штампуют на молоте поковку во всех ее частях, кроме ступичной, оформленной в виде набора металла, который затем окончательно деформируют в комбинированном штампе на механическом прессе, где за один ход обрезают облой и прошивают отверстие при одновременном формировании ступицы.
Недостатком прототипа является возможное коробление фланца и нестабильность высотного размера поковки вследствие несогласованности переходов штамповки по ступичной части:
- возможность воздействия при прошивке на фланцевую часть обрезного пуансона;
- возможность развития при прошивке стадии обратного выдавливания;
- большие силы и работа деформации.
Технической задачей предлагаемого изобретения является повышение качества полых поковок высоких ступиц за счет обеспечения стабильности размера поковки по высоте и отсутствия коробления фланца, а также снижение энергозатрат при прошивке на обрезном прессе.
Для достижения поставленной задачи в способе изготовления поковки с высокой ступичной частью, имеющей глубокую полость, горячей штамповкой, включающем получение предварительной поковки с конической ступичной частью путем предварительной молотовой штамповки и формообразование окончательной поковки с конической ступичной частью штамповкой на обрезном прессе с обрезкой облоя и прошивкой глубокой полости, согласно изобретению получают предварительную поковку с конической ступичной частью, высота которой равна высоте ступичной части окончательной поковки, а угол конуса превышает угол конуса конической ступичной части окончательной поковки из условия обеспечения равенства разности между объемом усеченного конуса, образующего коническую ступичную часть предварительной поковки, и объемом усеченного конуса, образующего коническую ступичную часть окончательной поковки, объему прошиваемой глубокой полости, а прошивку упомянутой глубокой полости осуществляют с раздачей ступичной части предварительной поковки.
Выполнение предварительной поковки с конической ступичной частью, высота которой равна высоте ступичной части окончательной поковки, способствует повышению качества получаемых поковок за счет обеспечения стабильности высотного размера поковки.
Выполнение угла конуса ступичной части предварительной поковки превышающим угол конуса конической ступичной части окончательной поковки из условия обеспечения равенства разности между объемом усеченного конуса, образующего коническую ступичную часть предварительной поковки, и объемом усеченного конуса, образующего коническую ступичную часть окончательной поковки, объему прошиваемой глубокой полости, и прошивка глубокой полости с раздачей ступичной части предварительной поковки также способствует повышению качества получаемых поковок за счет исключения формообразования обратным выдавливанием, что обеспечивает стабильность высотного размера поковки и отсутствие коробления фланца. Кроме того, за счет разности конусности при прошивке полости обеспечивается течение металла только в радиальном направлении, что, в свою очередь, способствует снижению усилия прошивки.
Патентные исследования не выявили способов, характеризующихся заявляемой совокупностью признаков, следовательно, можно предположить, что указанный способ соответствует критерию "новизна".
Использование совокупности отличительных признаков также не известно, что говорит о соответствии критерию "изобретательский уровень".
Кроме того, предлагаемый способ может быть использован в промышленных масштабах и найдет применение, в частности, в кузнечно-штамповочном производстве при изготовлении на штамповочном молоте и обрезном прессе поковок для деталей ступиц, ступиц с фланцами, т.е. характеризуется критерием "промышленная применимость".
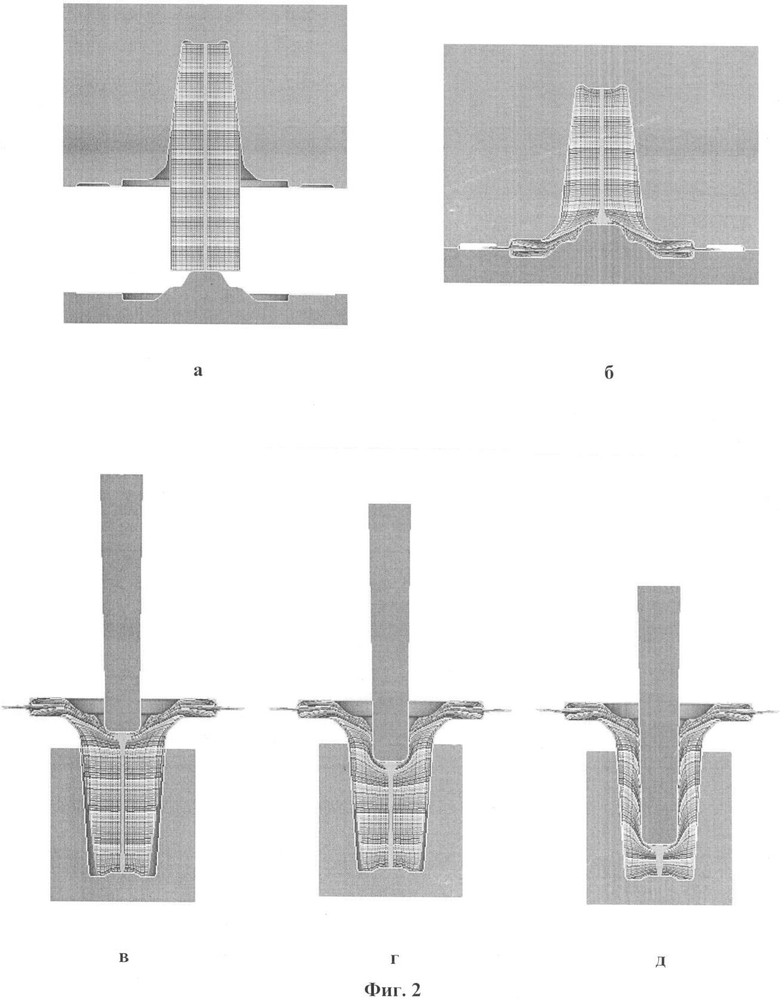
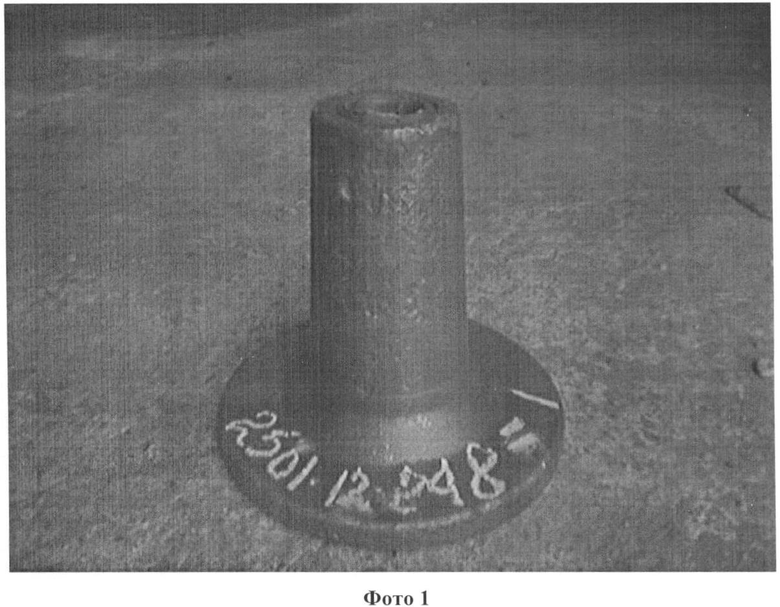
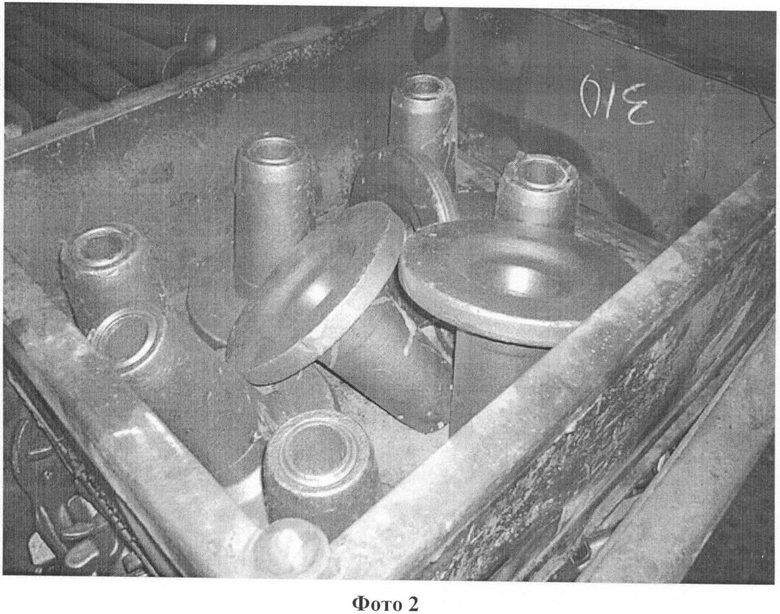
Сущность заявляемого технического решения поясняется схемами и фотографиями, где на фиг.1 изображена схема переходов штамповки детали «ступица», на фиг.2 изображена схема формоизменения при молотовой штамповке, где а - исходная заготовка, б - предварительная поковка, в-д - последовательные этапы прошивки полости. Также сущность заявляемого технического решения поясняется фотографиями, где на фото 1 - опытная поковка «фланец» 2501-12-248, на фото 2 - опытная партия поковок «фланец».
Заявляемый способ осуществляется следующим образом.
Нагретую до ковочной температуры штучную заготовку подвергают протяжке (оттяжке конца) в протяжном ручье молотового штампа (фиг.1), после чего штампуют в открытом ручье предварительную поковку, равную по высоте окончательной с окончательно оформленным фланцем и наметкой под прошивку (фиг.1; фиг.2б). При этом угол конуса конической ступичной части предварительной поковки больше, чем окончательной. Затем на обрезном прессе в последовательном штампе производится обрезка облоя и глубокая прошивка полости (фиг.1). Окончательное формообразование ступицы происходит глубокой прошивкой с раздачей, при этом металл из осевой зоны полуфабриката вытесняется в полость, образованную разницей конусности ступичной части предварительной и окончательной поковки (фиг.2 в-д). При этом обеспечивается равенство разности между объемом усеченного конуса, образующего коническую ступичную часть предварительной поковки, и объемом усеченного конуса, образующего коническую ступичную часть окончательной поковки, объему прошиваемой глубокой полости.
На последней позиции обрезного штампа происходит пробивка утолщенной перемычки (фиг.1).
В январе 2006 г. в производственных условиях Кузнечного завода ОАО «Курганский машиностроительный завод» была опробована предложенная технология штамповки на поковке «фланец» 2501-12-248 (фото 1).
Исходные данные к конструированию окончательной поковки:
Gпр=Gд·Кр - расчетная масса поковки,
где Gд=9,4 кг - масса детали;
Кр=1,5 - расчетный коэффициент;
Gпр=9,4·1,5=14,1 кг.
Класс точности - Т4 (деформирование осуществляется на штамповочном молоте, в открытом штампе при использовании пламенного нагрева).
Группа стали - М2 (массовая доля углерода в стали свыше 0,35% до 0,65%).
Степень сложности - С3, так как
Gпр/Gф=0,19,
где Gф - масса геометрической фигуры, в которую вписывается форма поковки. Такой фигурой будет цилиндр диаметром, равным диаметру фланца, и высотой, равной высоте поковки. Gф=73 кг.
Конфигурация поверхности разъема штампа - П (плоская).
Исходный индекс - 16, по таблице 2 ГОСТ 7505-89, исходя из массы поковки, класса точности Т4, группы стали М2, степени сложности С3.
Предварительная поковка получается на операции штамповки в открытом молотовом штампе. Конструкция предварительной поковки отличается от окончательной поковки размерами ступичной части и отсутствием в ней глубокой полости.
Далее для нахождения угла конусности ступичной части предварительной поковки рассчитывают объем усеченного конуса V1, а затем находят радиус его меньшего основания, принимая высоту конической ступичной части предварительной поковки равной высоте конической ступичной части окончательной поковки.
С использованием разработанной в ходе работы конструкторско-технологической документации были спроектированы и изготовлены молотовой штамп (АЕГ 1300-7673) на ПВШМ 5 т и обрезной комбинированный штамп (АЕГ 1425-6709) на обрезной пресс усилием 6,3 МН.
В опытной партии было отштамповано 9 поковок, в целом соответствующих чертежу поковки и техническим требованиям (фото 2).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| Способ штамповки поковок фланцев воротниковых | 2018 |
|
RU2680337C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Способ изготовления кольцевых поковок | 1987 |
|
SU1433611A1 |
| Способ изготовления поковок типа фланцев со ступицей | 1985 |
|
SU1248712A1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочном производстве при изготовлении поковок для деталей типа ступицы. Путем предварительной молотовой штамповки получают предварительную поковку с конической ступичной частью. Затем формообразуют окончательную поковку с конической ступичной частью штамповкой на обрезном прессе с обрезкой облоя и прошивкой глубокой полости. Высоты ступичной части предварительной и окончательной поковок равны между собой. Угол конуса ступичной части предварительной поковки превышает угол конуса конической ступичной части окончательной поковки. При этом разность между объемом усеченного конуса, образующего коническую ступичную часть предварительной поковки, и объемом усеченного конуса, образующего коническую ступичную часть окончательной поковки, равна объему прошиваемой глубокой полости. Прошивку ведут с раздачей ступичной части предварительной поковки. В результате обеспечивается повышение качества поковок и снижение энергозатрат при их изготовлении. 4 ил.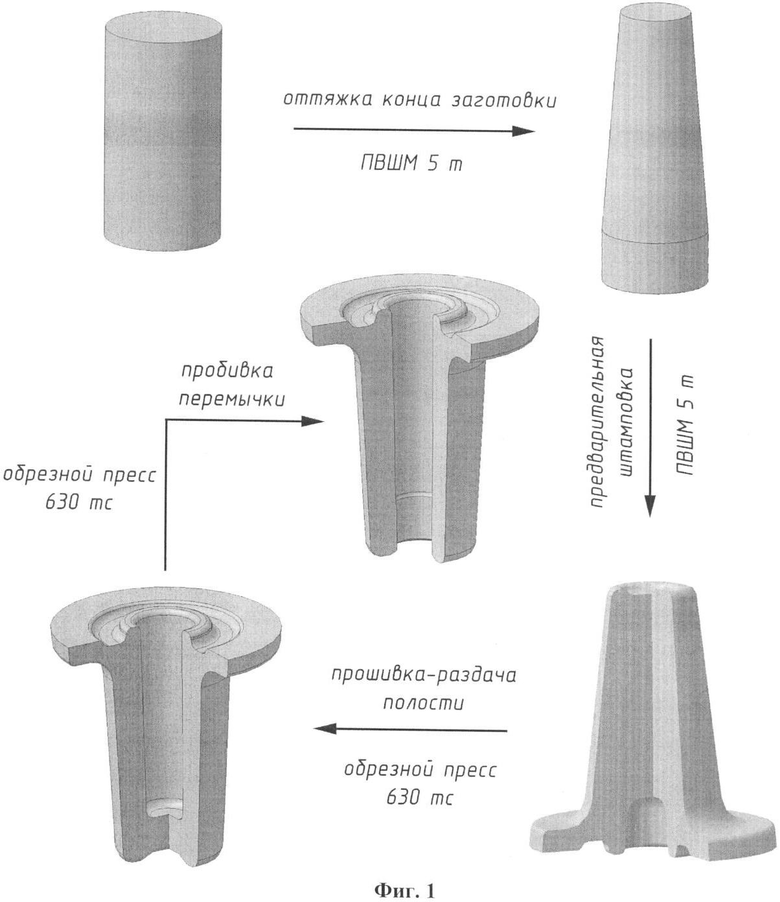
Способ изготовления поковки с высокой ступичной частью, имеющей глубокую полость, горячей штамповкой, включающий получение предварительной поковки с конической ступичной частью путем предварительной молотовой штамповки и формообразование окончательной поковки с конической ступичной частью штамповкой на обрезном прессе с обрезкой облоя и прошивкой глубокой полости, отличающийся тем, что получают предварительную поковку с конической ступичной частью, высота которой равна высоте ступичной части окончательной поковки, а угол конуса превышает угол конуса конической ступичной части окончательной поковки из условия обеспечения равенства разности между объемом усеченного конуса, образующего коническую ступичную часть предварительной поковки, и объемом усеченного конуса, образующего коническую ступичную часть окончательной поковки, объему прошиваемой глубокой полости, а прошивку упомянутой глубокой полости осуществляют с раздачей ступичной части предварительной поковки.
| Способ горячей штамповки с прошивкой глубоких отверстий в высокой ступице | 1950 |
|
SU99012A1 |
| Способ изготовления кольцевых поковок со ступицей и фланцем | 1989 |
|
SU1734913A1 |
| Заготовка для изготовления поковок с фланцем и ступицей | 1988 |
|
SU1551462A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПРОДОЛЬНОЙ ПОКОРОБЛЕННОСТИ (КРИВИЗНЫ) ОТДЕЛЬНЫХ ОБРЕЗНЫХ ДОСОК | 2008 |
|
RU2361174C1 |
| DE 102005040276 А1, 23.03.2006. | |||

