Существующий способ отливки чугунных водопроводных труб состоит из трех основных технологических процессов: формовки, изготовления стержней и просушки формы и стержней.
По окончании формовки и удалении изделий из формы она окращивается графитной краско й, после чего сушится путем подвода продуктов горения из генератора; стержень изготовляется путем нанесения на металлический сердечник, обмотанный витой соломой тестообразного слоя глины, равномерно распределяемой по поверхности соломенной обмотки согласно размерам внутреннего диаметра трубы; просушка стержней производится в сушилах, причем слой глины, прилегающий своей массой к соломенной обмотке, постепенно теряет связь с обмоткой сердечннка и частично отваливается; стержень из сушила получается с дефектами, требующими исправления, после чего стержень надо вторично сущить; кроме того, всдедствие отсутствия регулировки температуры в сушилах при его подъеме верхний слой глины перегревается, солома перегорает/ ослабляет глину и создает пустрту между сердечником и глиной, благодаря чему при заливке формы пораженные повыш.енной температурой места разрушаются,
Предлагаемый способ сушить стержни
и формы продуванием через них продуктов горения отличается тем, что сушку стержней и форм производят одновременно уже после установи стержней в формы в вертикальном по ложении с присоединением пилости стержня к трубопроводу, подводящему продукты горения из генератора.
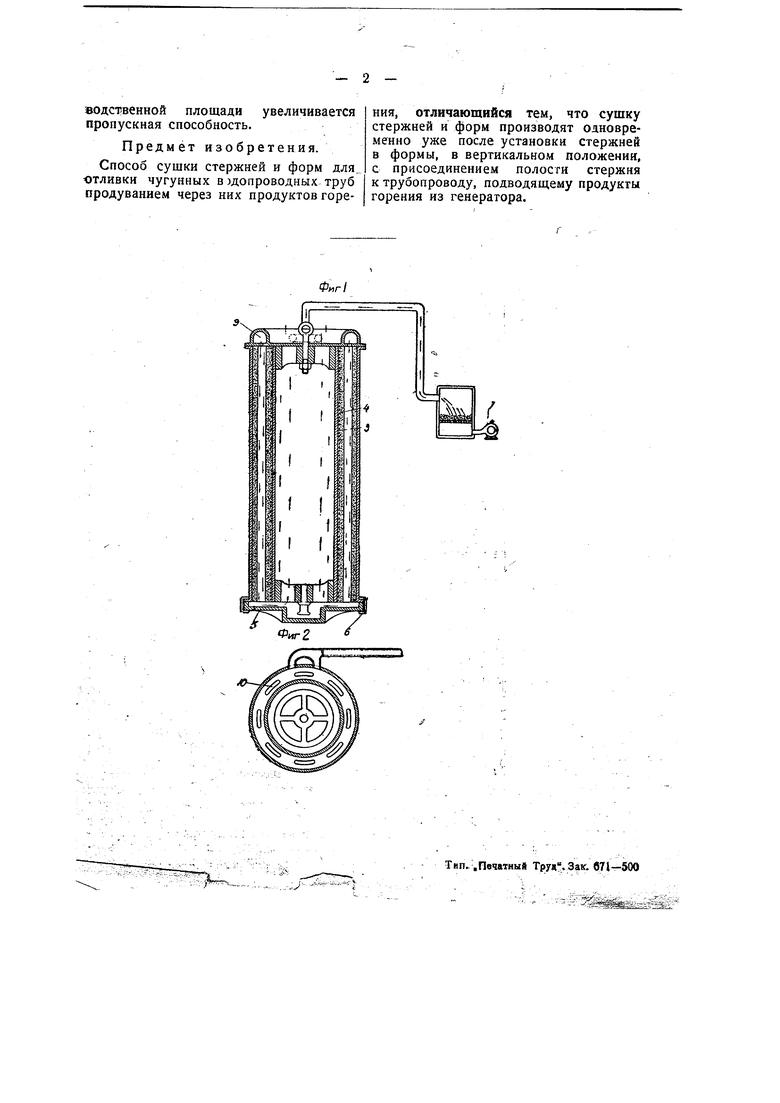
На чертеже фиг. 1 изображает общий &ИД установки в разрезе и фиг. 2-поперечный разрез формы.
Изготовленные на станке стержень 3 с обмазкой 4 из глины по соломенному жгуту делается диаметромменьще формы на 100-200 .И.И и опускается краном в готовую форму трубы, опока которой прикреплена к швеллерам б в вфтикальном положении. В образовавшееся пространство между стержнем и трубой при помощи вентилятора 7 вводятся продукты горения, поступающие в отверстия 10 кольцеобразной крышки 9 и, отдавая свою теплоту форме, сущат ее и через выходные отверстия нижнего кольцеобразного днища 5 направляются внутрь сердечника и к выходу.
Благодаря просушке стержня в вертикальном положении избегается обвал глины от стержня; совместная просушка форм и стержня сокращает расход топлива; благодаря совместной сушке в вертикальном положении достигается экономия места или при одинаковой проиэ одственной площади увеличивается пропускная способность.
Предмет изобретения.
Способ сушки стержней и форм для. отливки чугунных в здопроводных труб продуванием через них продуктов горения, отличающийся тем, что сушку стержней и форм производят одновременно уже после установки стержней в формы, в вертикальном положении, с присоединением полости стержня к трубопроводу, подводящему продукты горения из генератора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина | 1930 |
|
SU30399A1 |
| Сушило для литейных форм и шишек | 1928 |
|
SU12536A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Способ и устройство для центробежной отливки труб из плавленного диабаза или шлака | 1935 |
|
SU50545A1 |
| Способ изготовления пустотелых валков для переработки резины и пластических масс | 1990 |
|
SU1799311A3 |
| Двухслойное противопригарно-упрочняющее покрытие для литейных стержней | 1988 |
|
SU1736671A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| ЭЛЕКТРИЧЕСКАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ ДЛЯ ПЛАВЛЕНИЯ КВАРЦА И Т. П. ВЫСОКООГНЕУПОРНЫХ МАТЕРИАЛОВ | 1921 |
|
SU2889A1 |
| Шишельный (стержневой) ящик к станку для групповой формовки цилиндрических н тому подобных стержней | 1940 |
|
SU58544A1 |
| Вакуумный трубчатый колодец | 1953 |
|
SU101529A1 |

