Предлагаемая электрическая печь сопротивления предназначается для плавления кварца и т.п. высокоогнеупорных материалов путем нагревания их как в разреженном пространстве, так и под давлением.
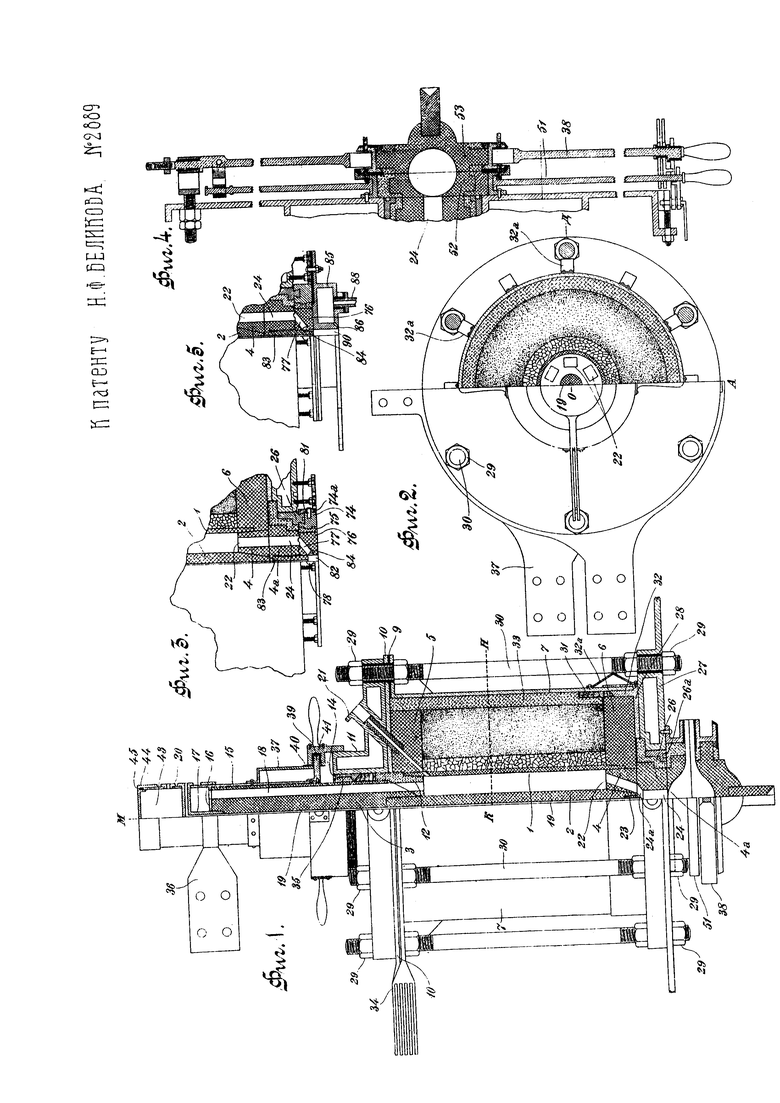
На фиг. 1 изображен разрез предлагаемой печи по АОД фиг. 2 и вид ее сбоку, на фиг. 2 разрез по НКМ фиг. 1 и вид ее сверху, на фиг. 3 - устройство для выпуска материала, когда он при повышении температуры сразу становится жидким, не переходя предварительно через пластическее состояние, на фиг. 4 - устройство форм для отливки изделий из кварцевого стекла и на фиг. 5 - приспособление для случаев, когда нагреваемый в печи материал при повышении его температуры очень быстро в пределах нескольких градусов переходит из твердого в жидкое состояние.
Нагревателем в. предлагаемой печи служит угольный тонкостенный тигель 1 (фиг. 1). Его сердечник 2-3 сделан составным из стержня 2 и вкладыша 3. Стержень 2 зажат между верхним 3 и нижним 4 вкладышами, а тигель - между верхним 5 и нижним 6 электродами, при чем для лучшего контакта и верхняя, и нижняя части тигеля и стержня заточены на концах на конус и ставятся на графитовой замазке. За тиглем находится слой мелкого древесного угля (фиг. 1 и 2), затем слой кварцевого песка, извести и цилиндр из твердой обожженной огнеупорной глины или фарфора. Все это сделано для получения хорошей изоляции внутренней части печи от потери тепла наружу. Вся эта изоляция охватывается кожухом 7 из красной меди. В верхней части кожуха 7 находится фланец, который для большей прочности и жесткости соединен с ним указанными на чертеже угольниками. Слой изоляции 9 отделяет электрически кожух от плоского кольца 10 из красной меди, через которое ток идет от шин к верхнему электроду 5, а от последнего к тиглю 1. Выше него находится холодильник 11 из чугуна с внутренними ребрами, увеличивающими его жесткость и крепость. Верхний выступ этого холодильника и снаружи, и внутри имеет винтовую нарезку. Вкладыш 3 отделяется электрически от электрода 5 конусообразным кольцом 12, из твердого обожженного огнеупорного материала, температура плавления которого выше температуры плавления расплавляемого в печи материала. Выше в промежутке между вкладышем 3 и холодильником 11 находится асбестовый шнур. Этот асбест сдавливается фарфоровым кольцом 35 в железном футляре 14. Этот футляр 14 имеет на внешней поверхности винтовую нарезку, которая входит в соответствующую нарезку на холодильнике 11. При ввинчивании этого кольца 35 оно сдавливает слой асбеста. Таким образом, соединение получается воздухонепроницаемым и, вместе с тем, имеется в виду получить надежную изоляцию вкладыша 3 от холодильника 11 и электрода 5, при сохранении для вкладыша возможности двигаться вверх и вниз. В виду того, что вкладыш изолируется при этом и в тепловом отношении от холодильника 11, подводящая к нему ток головка из красной меди 15 снабжена самостоятельным чугунным холодильником 37 с внутренними ребрами. Этот холодильник 37 прикрепляется к головке 15, образующей внутреннюю стенку холодильника шурупами, или просто припаивается к ней. На выступе 39 этого холодильника имеется изоляция 40 из эбонита или слюды и ее композиций. За этот выступ захватывает гайка 41. При повертывании этой гайки за указанные на фиг. 1 ручки, она навертывается на холодильник 11 и отжимает вкладыш 3 вниз. Таким образом, стержень 2 крепко сдавливается между верхним 3 и нижним 4 вкладышами для получения хорошего контакта между ними. Вкладыш 3, сделанный из электродного угля, имеет ближе к окружности несколько довольно широких каналов 18, которым в крышке 16 головки 15 соответствуют отверстия. Дальше, головка переходит в резервуар 43, закрываемый крышкой 44 с прокладкой 45. Эти каналы 18 и резервуар 43 дают возможность производить засыпку или досыпку молотого кварца, не разбирая печи и не прерывая тока. В центре вкладыша 3 имеется узкий канал 19, продолжающийся в соответствующий канал, проходящий через весь внутренний стержень 2 до самого нижнего конца его. В центре верхней части медного чехла 15 вкладыша имеется отверстие в которое ввинчивается патрубок 17 с фланцем, к которому присоединяется трубка от насоса нагнетающего в стержень под давлением водород или водяные пары. Фланцы 20 также служат для накачивания нейтрального газа или водяного пара под давлением внутрь тигля 1. В верхней части тигля имеется несколько небольших отверстий, благодаря чему накачиваемый в тигель газ проникает также во всю внутренность печи, и, следовательно, стенки тигля не могут пострадать от разницы давлений внутри и снаружи его. При открытом фланце 21, накачивая через 20 газ или пар, можно продуть каналы 18 и тем заставить опуститься в печь застрявший в них материал, хотя это можно сделать и просто проталкивая вниз железной штангой (эти же каналы могут служить и для помещения в них трубки пирометра). Главное же назначение канала, проходящего через холодильник 11 и оканчивающегося фланцем 21, состоит в том, чтобы выпускать пары силиция и газы, образующиеся в печи в период перегрева ее. Внизу стержень 2 упирается в нижний вкладыш, состоящий из двух частей 4 и 4а. Первая из них образует дно тигля и служит нагревателем, т.-е. лежит на пути тока от стержня 2 к тиглю 1 и электроду 6. Через нее проходят несколько каналов 22, слабо наклоненных к центру так, что они открываются в сплошное конусообразное пространство 24а, выбранное в нижней половине 4а вкладыша. Угольная головка 23 ввинчивается в нижний конец стержня 2 и также сточена книзу на конус, таким образом, что между им и пространством 24а образуется пустое пространство, окружающее в виде сплошной шапочки нижний конец стержня 2. Еще ниже это отверстие 24а переходит в канал 24. Угольная часть нижней половины 4а вкладыша окружена кольцом из цирконового фарфора, охватываемого, в свою очередь, железной оболочкой 26, снабженной снаружи винтовой нарезкой, которая ходит по соответствующей резьбе, сделанной на нижнем чугунном холодильнике 27. При ввинчивании (для чего служат отверстия 26а этой оболочки) вся часть 4а ижнего вкладыша отдавливает вверх первую 4 верхнюю часть вкладыша, устанавливая, таким образом, хороший контакт между вкладышем 4 и стержнем 2, с одной стороны, и тиглем 1, с другой, улучшая при этом и контакт между тиглем 1 и электродом 6. Главным же образом хороший контакт между тиглем 1, электродом 5 и 6 устанавливается следующим устройством. Дно оболочки печи 28, сделанное из красной меди, делается подвижным. Посредством гаек 29 и болтов 30 можно сдавить между электродами 5 и 6 тигель 1 и установить, таким образом, хороший контакт между ними. При этом одновременно достигается и хороший контакт между верхней шиной 10 и электродом 5, с одной стороны, и нижней шиной 28 и электродом 6, с другой, так как болты действуют на холодильник 11 и 27, между которыми находятся все вышеуказанные части печи. Несмотря на подвижность дна оболочки печи 28, внутренность ее все же воздухонепроницаемая благодаря сальнику 31, помещенному в выемке между боковой оболочкой 7 печи и форфоровым цилиндром 33. Асбест, заполняющий этот сальник, пропитывается пеком и сдавливается выступом 32 дна оболочки печи, при сдавливании печи болтами 30. Кроме того, для увеличения воздухонепроницаемости при монтировке печи, угол между фарфоровым цилиндром 33 и электродом 6 заливается пеком или другим подходящим составом. Для улучшения контакта между дном 28 и боковой оболочкой 7, сделанной также из меди или бронзы, предусмотрены упругие медные пластинки 32а. Ток проходит через печь по двум, параллельно соединенным, путям. I путь: вилка 34 - шина 10; электрод 5 - тигель 1 - электрод 6. II путь: вилка 36 - оболочка; вкладыш 15 - вкладыш 3; стержень 2 - вкладыш 4 - электрод 6. Общая часть цепи: электрод 6, шина 28, выступ 32, оболочка 7, вилка 37 и отсюда через трансформатор к вилкам 34 и 36.
Для формовки пустотелых изделий применяются составные формы 52-53 (фиг. А), которые монтированы поворотно на подвижных рычагах 38, 51.
Для выпуска расплавленного в печи материала в том случае, когда он при повышении температуры сразу становится жидким, как вода, не переходя предварительно через пластическое состояние, применяется устройство, показанное на фиг. 3. Отличие его от устройства, показанного на фиг. 1, 4, заключается в следующем: каналы 22 и 24 во вкладышах 4 и 4а делаются вертикальными, при чем каналы 24 составляют непосредственное продолжение каналов 22 и, наконец, общее число их уменьшается, например, до двух. Железная оболочка 26 вкладыша внизу получает кольцевой выступ с сечением в виде ласточкиного хвоста. На этот выступ надевается оболочка вкладыша 76, состоящая из двух пар полуколец 74 и 74а, скрепляемых шурупами 81. Эта оболочка может скользить по выступу оболочки 26 и, следовательно, весь вкладыш 76 можно повернуть вокруг вертикальной оси, проходящей через центр печи, пользуясь для этого рукояткой 78. В угольной части 76 вкладыша, отделенной от железной оболочки кольцом 75 из огнеупорного изолирующего материала, сделаны: один центральный канал 82, верхняя часть которого заполнена угольной же пробкой 83, ввинченной во вкладыш 4а, и два наклонных канала 77. При положении, указанном на фиг. 3 каналы 77 составляют непосредственное продолжение каналов 24 и потому расплавленный в печи материал может свободно вытечь из нее. Если же рукоятку 78 повернуть вправо на 90°, то каналы 24 закроются и, таким образом, вся эта часть есть не что иное, как своеобразно устроенный кран для выпуска расплавленного в печи материала.
Когда нагреваемый в печи материал при повышении его температуры, очень быстро, в пределах нескольких градусов переходит из твердого в жидкое, как вода, состояние, применяется приспособление, указанное на фиг. 5. По существу своему оно представляет из себя холодильник 85, для охлаждения которого применяется более или менее влажный пар. Этот пар поступает в него через трубку 88 и выходит из него через щель 86, идущую параллельно внешнему периметру отверстия 90, проделанного в центре формы 85. Это отверстие 90 равно по своей форме внешней форме желаемого изделия. При изготовлении полых внутри изделий (трубы) форма и толщина стенок определяется формой и толщиной промежутка между отверстием 90 и пробкой 83. Таким образом, способ изготовления следующий: когда низ печи смонтирован и загруженный в печь материал примет нужную температуру и состояние, через фланец 20 (фиг. 1) пускают в печь сжатые газы или пар. Затем, поворачивают кран 76 в указанное на фиг. 5 положение и тогда материал из печи потечет в каналы 22. Регулируя давление газа или пара, пускаемого в верхнюю часть печи, можно легко регулировать быстроту вытекания доставленного материала. Из каналов 22 материал пойдет в каналы 24 и 77. Благодаря расширению 84 вверху канала 82 он обтекает пробку 83 со всех сторон и, проходя через промежуток между нею и формой 85, приобретает надлежащую форму. Регулируя количество и качество (содержание влажности) пара, проходящего через холодильник и быстроту выпускания материала из печи, можно будет получить требуемое изделие с вполне гладкими поверхностями.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ПОСТОЯННОГО ТОКА ДЛЯ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ | 1991 |
|
RU2009230C1 |
| ЕМКОСТЬ ДЛЯ ЖИДКОСТИ | 2004 |
|
RU2361742C2 |
| ПЛАВИЛЬНЫЙ ТИГЕЛЬ ВАКУУМНОЙ ДУГОВОЙ ГАРНИСАЖНОЙ ПЕЧИ И СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ | 2020 |
|
RU2740343C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОГО СЛИТКА | 2020 |
|
RU2753847C1 |
| ИСТОЧНИК СВЕТА | 2010 |
|
RU2552107C2 |
| Установка для электролитического получения химически активного металла | 1986 |
|
SU1540657A3 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2012 |
|
RU2496890C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО ПИТАНИЯ ПРОМЫШЛЕННОГО ГЕНЕРАТОРА ПАРА МЕТАЛЛА | 2012 |
|
RU2584369C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2004 |
|
RU2283355C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛА (ВАРИАНТЫ), СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛА (ВАРИАНТЫ) И МОНОКРИСТАЛЛ (ВАРИАНТЫ) | 1999 |
|
RU2215070C2 |
1. Электрическая печь сопротивления для плавления кварца и т.п. высокоогнеупорных материалов путем нагревания их как в разреженном пространстве, так и под давлением, отличающаяся совокупным применением следующих частей: а) угольного тонкостенного тигля 1 и изолированного от него в верхней части печи подвижного монтированного, составного и снабженного сквозным каналом 19 сердечника 2-3, контактирующихся между собою при посредстве вкладыша 4 и установленных между сальниковыми зажимами 31 и 35 таким образом, чтобы, не нарушая герметичности печи, получалась возможность, путем изменения нажима или подъема сердечника, менять величину контактного сопротивления; б) помещенного над крышкой головки 15 герметически закрываемого резервуара 43, служащего для досыпания молотого кварца через каналы 18, не разбирая печи и не прерывая тока, и снабженного фланцами 20 и 40 для подвода нейтрального газа или водяного пара внутрь тигля или в канал сердечника; в) служащих для выпускания из печи расплавленного материала каналов 22, соединяющихся в общее кольцевое пространство 24а, охватывающее ввинчиваемую в нижний конец стержня головку 23.
2. В означен. в п. 1 печи - приспособление для формовки пустотелых изделий, отличающееся применением составных форм 52-53 (фиг. 4), поворотно монтированных на подвижных рычагах 38, 51.
3. Форма осуществления означ. в п. 1 печи, отличающийся тем, что, с целью уменьшения самоиндукции, в качестве обратного проводника тока использован футляр печи.
