3
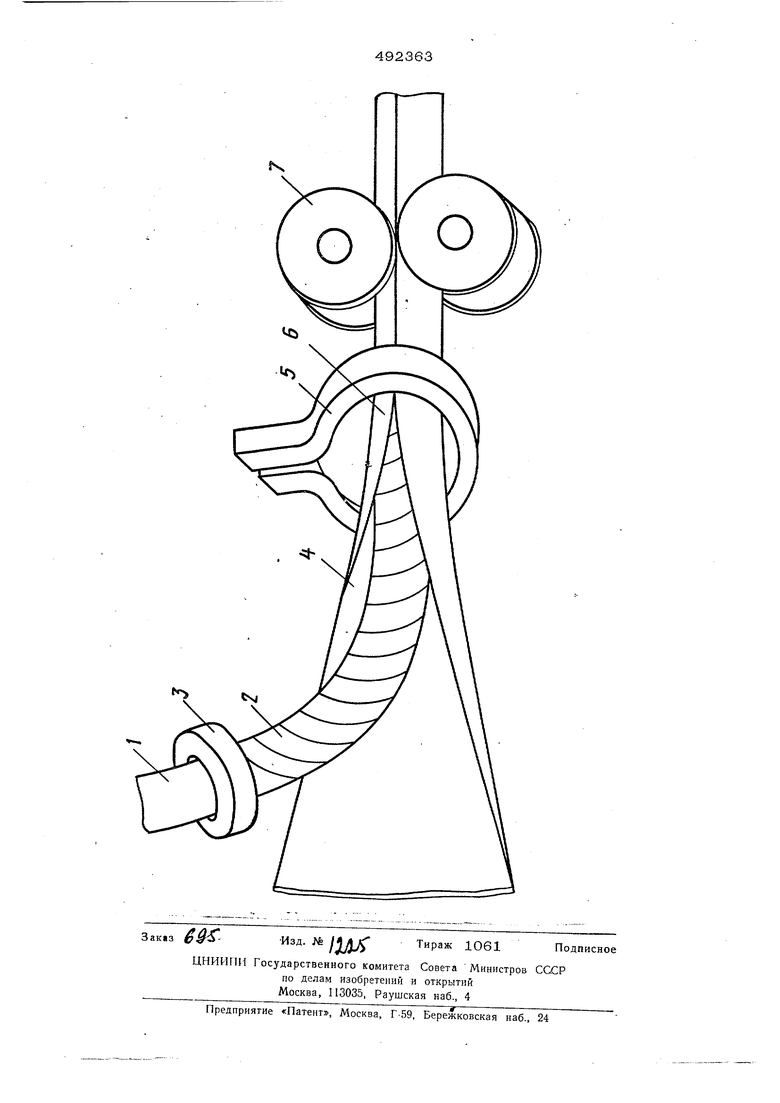
потере ею магнитных свойств. Поэтому I приложенное экранирование вьпюлняётся в виде навивки из лент толщиной 0,2-0,3 мм, которые постоянно перемещаются вместе с кабельным сердечником, что по&воляет сохранить магнитные свойства навивки в зоне сварки. Такое экраниров. ние не требует увеличения диаметра кабельного сердечника для своего размещения и поэтому исключает операцшо последующего редуцирования кабельной обмотки Способ поясняется чертежом. На кабельный сердечник 1. имеющий экран из немаг нитного металла с высокой электрической (Проводимостью, надевают магнитный экран, например навивают тонкие стальные полосы 2 моталкой 3. Подготовленный, таким образом кабельный сердечник 1
о ,
вводят внутрь формуемой металлической кабельной оболочки 4, индуктором 5 нагревают кромки 6 оболочки и сдавливают в валках 7.
Предмет изобретения
Способ высокочастотной сварки кабельных металлических оболочек с сердечником, при котором ток концентрируют на свариваемых кромках, отличающи4Ьс я тем, что, с целью повыщения качества сварки, а также упрощения и сокращения технологического цикла получения кабеля, на сердечник перед сваркой оболочки навивают тонкую стальную полосу, служащую магнитным экраном.