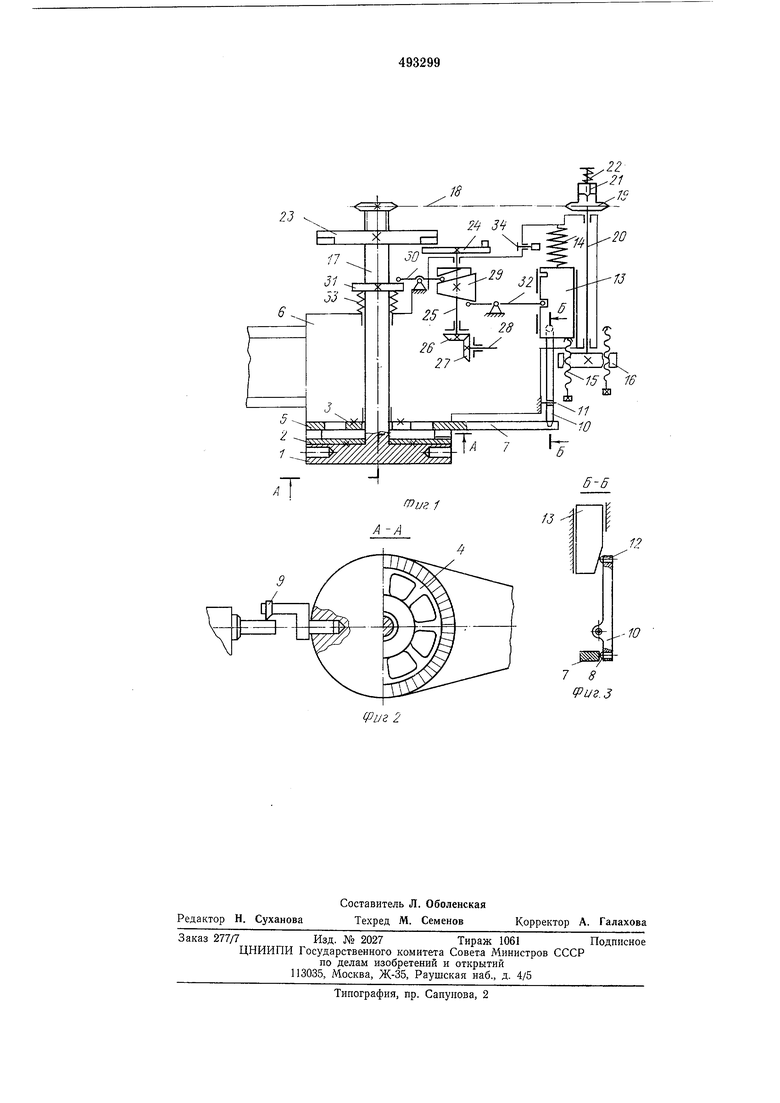
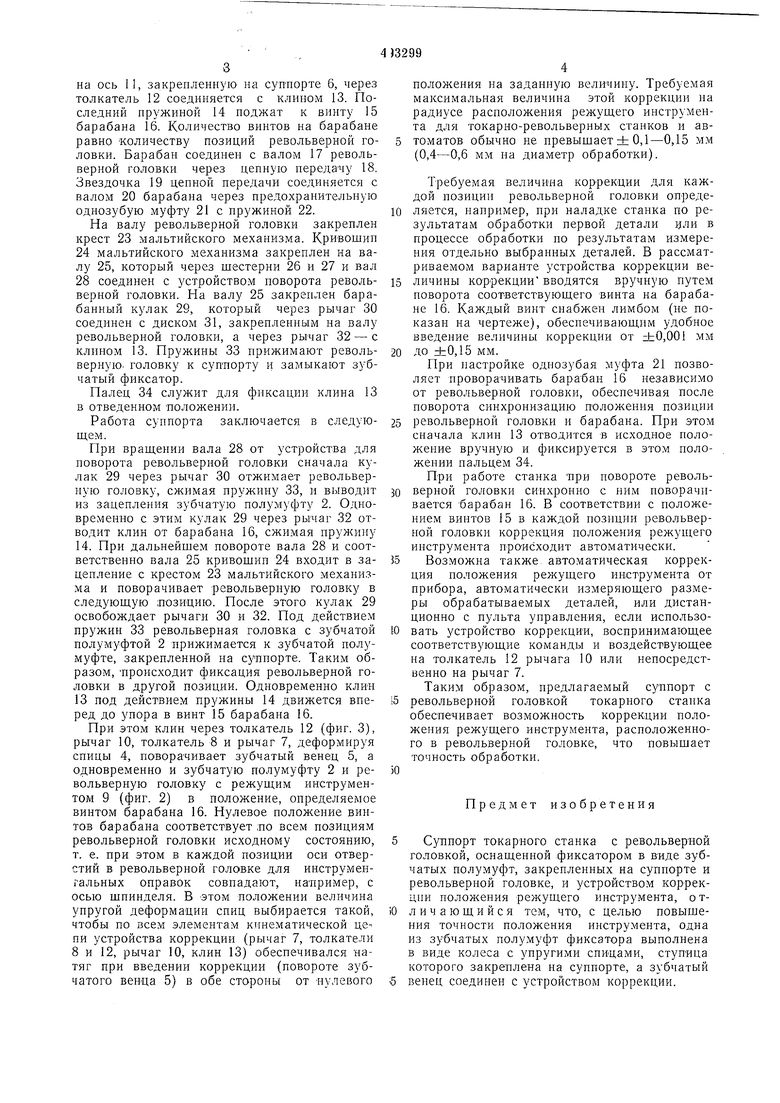
на ось II, закрепленную на суннорте 6, через толкатель 12 соединяется с клином 13. Последний нружиной 14 ноджат к винту 15 барабана 1(3. Количество винтов на барабане равно количеству позиций револьверной головки. Барабан соединен с валом 17 револьверной головки через цепную передачу 18. Звездочка 19 цепной передачи соединяется с валом 20 барабана через предохранительную однозубую муфту 21 с пружиной 22.
На валу револьверной головки закреплен крест 23 мальтийского механизма. Кривошип 24 мальтийского механизма закреплен на валу 25, который через шестерни 26 и 27 н вал 28 соединен с устройством поворота револьверной головки. На валу 25 закреплен барабанный кулак 29, который через рычаг 30 соединен с диском 31, закрепленным на валу револьверной головки, а через рычаг 32 - с клином 13. Пружины 33 прижимают револьверную- головку к суппорту и замыкают зубчатый фиксатор.
Палец 34 служит для фиксации клина 13 в отведенном положении.
Работа суппорта заключается в следуюпдем.
При врашении вала 28 от устройства для поворота револьверной головки сначала кулак 29 через рычаг 30 отжимает револьверную головку, сжимая пружину 33, и выводит из зацепления зубчатую полумуфту 2. Одновременно с этим кулак 29 через рычаг 32 отводит клин от барабана 16, сжимая пружину 14. При дальнейшем повороте вала 28 и соответствеиио вала 25 кривошип 24 входит в зацепление с крестом 23 мальтийского механизма и поворачивает револьверную головку в следующую позицию. После этого кулак 29 освобождает рычаги 30 и 32. Под действием пружин 33 револьверная головка с зубчатой полумуфтой 2 прижимается к зубчатой полумуфте, закрепленной на суппорте. Таким образом, происходит фиксация револьверной головки в другой позиции. Одновременно клин 13 под действием пружины 14 движется вперед до упора в винт 15 барабана 16.
При этом клин через толкатель 12 (фиг. 3), рычаг 10, толкатель 8 и рычаг 7, деформируя спицы 4, поворачивает зубчатый венец 5, а одновременно и зубчатую полумуфту 2 и револьверную головку с режуш:им инструментом 9 (фиг. 2) в положение, определяемое винтом барабана 16. Нулевое полол ение винтов барабана соответствует по всем позициям револьверной головки исходному состоянию, т. е. при этом в каждой позиции оси отверстий в револьверной головке для инструментальных оправок совпадают, например, с осью шпинделя. В этом положении величина упругой деформации спиц выбирается такой, чтобы по всем элементам кинематической цепи устройства коррекции (рычаг 7, толкатели 8 и 12, рычаг 10, клин 13) обеспечивался натяг при введении коррекции (повороте зубчатого венца 5) в обе стороны от цулевого
положения на заданную величину. Требуемая максимальная величина этой коррекции на радиусе расположеиия режуш,его инструмента для токарно-револьверных станков и автоматов обычно не превышает± 0,1-0,15 мм (0,4-0,6 мм на диаметр обработки).
Требуемая величина коррекции для каждой позиции револьверной головки определяется, например, при наладке станка по результатам обработки первой детали или в процессе обработки по результатам измерения отдельно выбранных деталей. В рассматриваемом варианте устройства коррекции величины коррекции вводятся вручную путем поворота соответствуюш,его винта на барабане 16. Каждый винт снабжен лимбом (не показаи на чертеже), обеспечивающим удобное введение величины коррекции от +0,001 мм
ДО ±0,15 мм.
При настройке однозубая муфта 21 позволяет проворачивать барабан 16 независимо от револьверной головки, обеспечивая после поворота синхронизацию положения позиции
револьверной головки и барабана. При этом сначала клин 13 отводится в исходное положение вручную и фиксируется в этом положении пальцем 34.
При работе станка при повороте револьверной головки синхронно с ним новорачивается барабан 16. В соответствии с положением винтов 15 в каждой позиции револьверной головки коррекция положения режущего инструмента происходит автоматически.
Возможна также, автоматическая коррекция положения режущего ииструмента от прибора, автоматически измеряющего размеры обрабатываемых деталей, или дистаиционно с пульта управления, если использовать устройство коррекции, воспринимающее соответствующие команды и воздействующее на толкатель 12 рычага 10 или непосредственно на рычаг 7. Таким образом, предлагаемый суниорт с
револьверной головкой токарного станка обеспечивает возможность коррекции положения режущего инструмента, расположенного в револьверной головке, что повышает точность обработки.
Предмет изобретения
Суппорт токарного станка с револьверной головкой, оснащенной фиксатором в виде зубчатых полумуфт, закрепленных на суппорте и револьверной головке, и устройством коррекции положения режущего инструмента, о тличающийся тем, что, с целью иовышения точности положения инструмента, одна из зубчатых полумуфт фиксатора выполнена в виде колеса с упругими спицами, ступица которого закреплена на суппорте, а зубчатый
венец соединен с устройством коррекции.
23
-10
7 8 (риг.З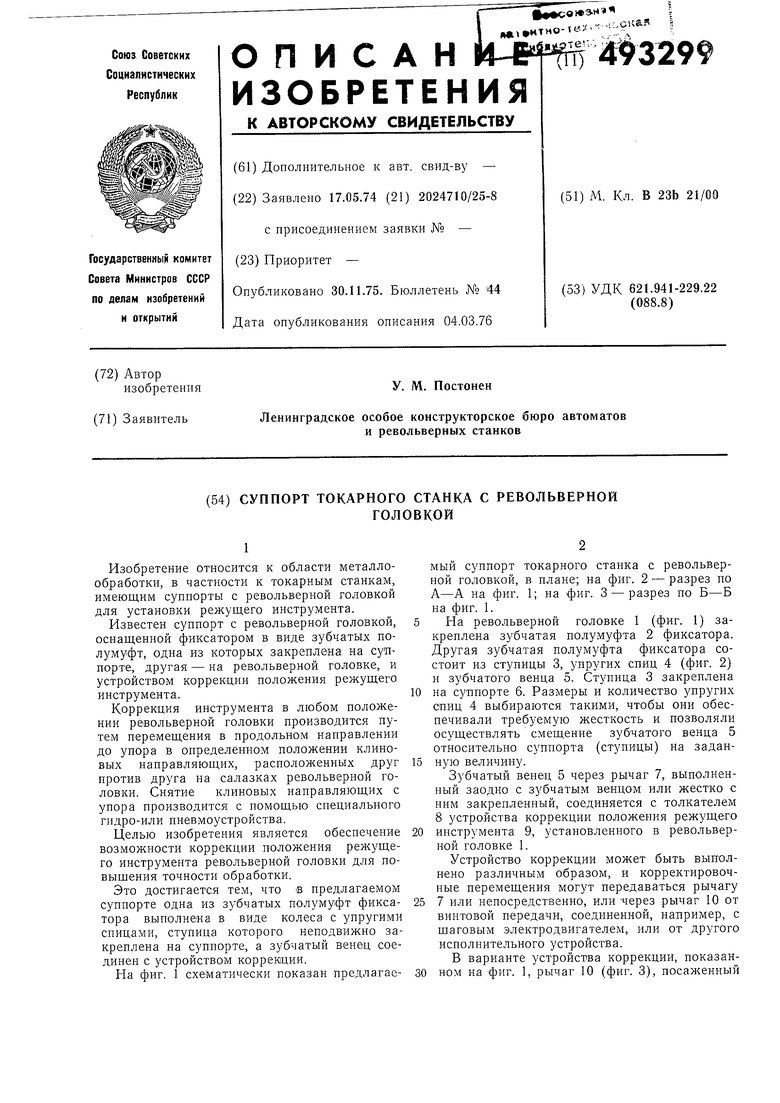
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| Токарно-револьверный суппорт | 1976 |
|
SU582913A1 |
| Суппорт токарно-револьверного станка | 1973 |
|
SU503641A1 |
| Револьверный суппорт токарного автомата | 1981 |
|
SU992124A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА | 1990 |
|
RU2035268C1 |
| Револьверный суппорт токарного автомата | 1985 |
|
SU1355366A1 |
| НАЯ Н. Н. Рулев, В. П. Солошенко и А. Р. Зеленчуков /Г'У?'--^- -...,,,.,.:' !---^-н;--А??;:^Е:.ШСпециальное конструкторское оюро при Рязанском станкозаводе' • :";,;^;,]Г)-.--,^г , | 1971 |
|
SU290788A1 |
| Револьверный суппорт токарно-револьверного автомата | 1975 |
|
SU566679A1 |
| Револьверная головка токарного автомата | 1975 |
|
SU601084A1 |
| Револьверная головка | 1981 |
|
SU1014670A1 |