1
Изобретение относитс.я к обработке металлов резанием, в частности к токарным станкам, имеющим суппорты с револьверной головкой для установки режущего инструмента, и может быть использовано, например, в токарно-револьверных станках с осью револьверной головки, перпендикулярной оси . шпинделя,
Известен токарно-револьверный суппорт с устройством коррекции положения режущего инструмента, содержаищй револьверную головку с осью, перпендикулярной оси шпинделя, фиксатор в виде зубчатых полумуфт, закрепленных на суппорте и револьверной головке, механизм подъема и опускания и механизм ее поворота.
Недостатком известной конструкции является низкая производительность.
Цель изобретения - повышение производительности труда при сохранении: точности обработки.
Для этого на револьверной головке предлагаемого суппорта соосно с ее валом дополнительно установлен держатель инструмента, а на йалу головки закреплен рычаг, которого связан с устройством коррекции, а на другом расположены по окружности
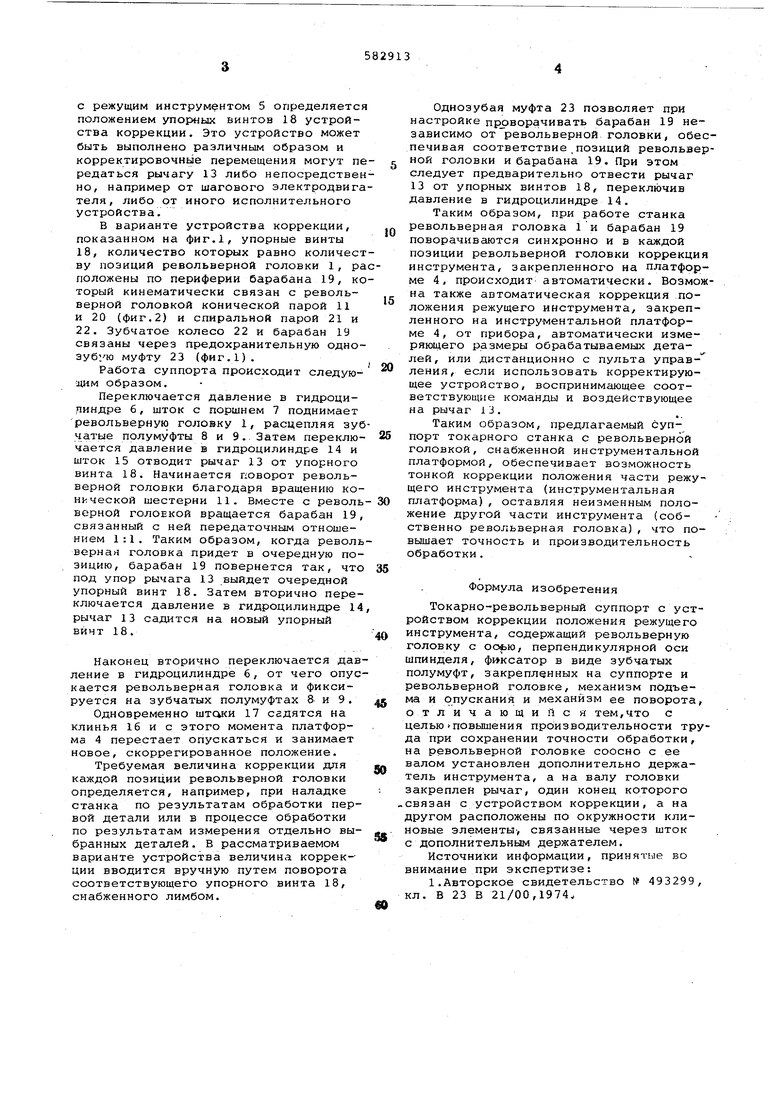
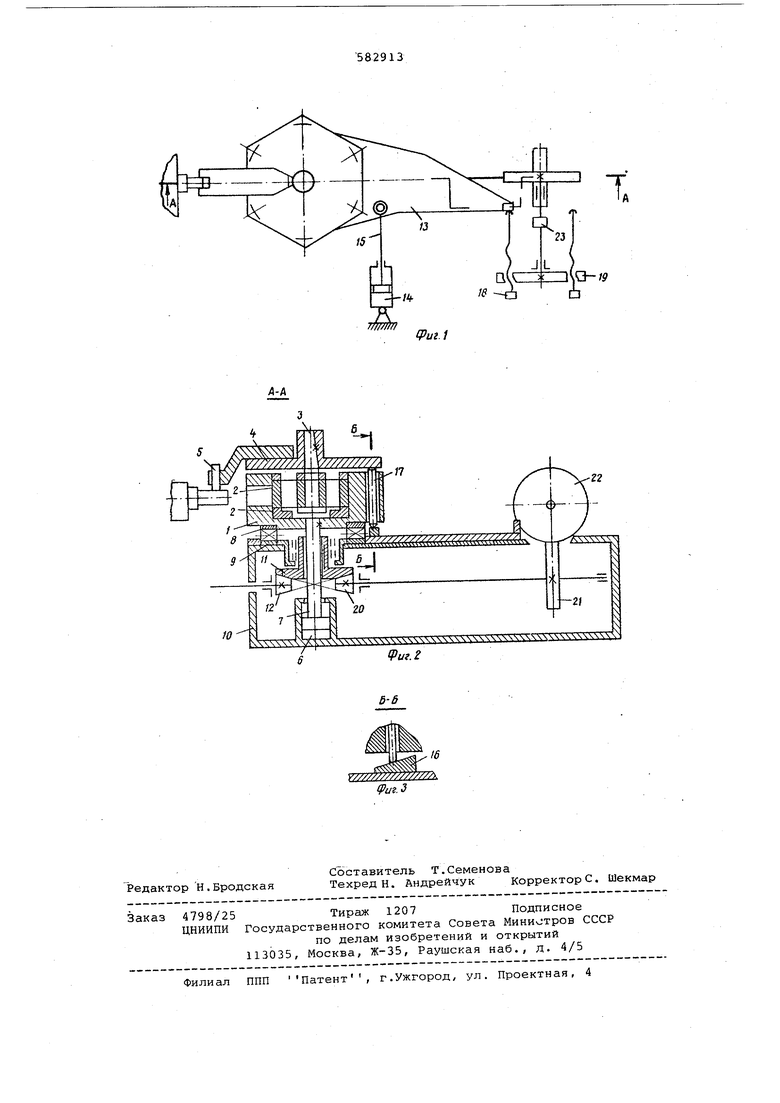
клиновые элементы, связанные через шток с дополнительным держателем. На фиг.1 показан описываемый суп. порт, вид в плане; на фиг.2 - разрез 5 А-А фиг. 1; на фиг. 3 - разрез В-Б фиг.2.
На револьверной головке 1 посредством упругих дисков 2 закреплен вал 3, на котором закреплена платформа 4,
JQ несущая режущий инструмент 5. Подъем и опускание с прижимом револьверной головки 1 осуществляется от гидроцилиндра б через поршень со штоком 7. Фиксирование происходит на двух зубча55 тых полумуфтах, верхней 8, связанной с револьверной головкой 1, и нижней 9, связанной с корпусом 10. Револьверная головка 1 поворачивается через коническую пару 11 и 12.
20 На корпусе 10 располохсен рычаг 13 (фиг.), который может поворачиваться вокруг оси револьверной головки 1 от гидроцилиндра 14 штоком 15. На рычаге 13 по окружности установлены клинь
25 16 (фиг.3), которые при повороте через штоки 17 (фиг.) давят на платформу 4. Платформа 4 поднимается, деформируя диски 2.
Величина поворота рычага 13, а,
30 следовательно, и подъем платформы 4 с режущим инструментом 5 определяетс положением упорных винтов 18 устройства коррекции. Это устройство может быть выполнено различным образом и корректировочные перемещения могут п редаться рычагу 13 либо непосредствен но, например от шагового электродвига теля, либо от иного исполнительного устройства. В варианте устройства коррекции. показанном на фиг.1, упорные винты 18, количество которых равно количес ву позиций револьверной головки 1, р положены по периферии барабана 19, ко торый кинематически связан с револьверной головкой конической парой 11 и 20 (фиг,2) и спиральной парой 21 и 22. Зубчатое колесо 22 и барабан 19 связаны через предохранительную одно зубую муфту 23 (фиг.1). Работа Суппорта происходит следуюащм образом. Переключается давление в гидроципиндре 6, шток с поршнем 7 поднимает револьверную головку 1, расцепляя зу чатые прлумуфты 8 и 9. Затем переклю чается давление в гидроцилиндре 14 и шток 15 отводит рычаг 13 от упорного винта 18. Начинается поворот револьверной головки благодаря вращению конической шестерни 11. Вместе с револь верной голОЕкой вращается барабан 19 связанный с ней передаточным отношением 1:1. Таким образом, когда револь верная головка придет в очередную позицию, барабан 19 повернется так, что под упор рычага 13 выйдет очередной упорный винт 18. Затем вторично переключается давление в гидроцилиндре 14 рычаг 13 садится на новый упорный винт 18. Наконец вторично переключается дав ление в гидроцилиндре 6, от чего опус кается револьверная головка и фиксируется на зубчатых полумуфтах 8- и 9. Одновременно штоки 17 садятся на клинья 16 и с этого момента платформа 4 перестает опускаться и занимает новое, скоррегированное положение. Требуемая величина коррекции для каждой позиции револьверной головки определяется, например, при наладке станка по результатам обработки первой детали или в процессе обработки по результатам измерения отдельно выбранных деталей, в рассматриваемом варианте устройства величина коррекции вводится вручную путем поворота соответствующего упорного винта 18, снабженного лимбом. Однозубая муфта 23 позволяет при настройке приворачивать барабан 19 независимо от револьверной головки, обеспечивая соответствие,позиций револьверной головки и барабана 19. При этом следует предварительно отвести рычаг 13 от упорных винтов 18, переключив давление в гидроцилиндре 14. Таким образом, при работе станка револьверная головка 1и барабан 19 поворачиваются синхронно и в каждой позиции револьверной головки коррекция инструмента, закрепленного на платформе 4, происходит- автоматически. Возможна также автоматическая коррекция положения режущего инструмента/ закрепленного на инструментальной платформе 4, от прибора, автоматически измеряющего размеры обрабатываемых деталей, или дистанционно с пульта управления, если использовать корректирующее устройство, воспринимающее соответствующие команды и воздействующее на рычаг 13. Таким образом, предлагаемый суппорт токарного станка с револьверной головкой, снабженной инструментальной платформой, обеспечивает возможность тонкой коррекции положения части режущего инструмента (инструментальная платформа), оставляя неизменным положение другой части инструмента (собственно револьверная головка), что повышает точность и производительность обработки. Формула изобретения Токарно-револьверный суппорт с устройством коррекции положения режущего инструмента, содержащий револьверную головку с , перпендикулярной оси шпинделя, фиксатор в виде зубчатых полумуфт, закрепленных на суппорте и револьверной головке, механизм подъема и опускания и механизм ее поворота, отличающийся тем,что с цельюПовышения производительности труда при сохранении точности обработки, на револьверной головке соосно с ее валом установлен дополнительно держатель инструмента, а на валу головки закреплен рычаг, один конец которого связан с устройством коррекции, а на другом расположены по окружности клиновые элементы-, связанные через шток с дополнительным держателем. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство № 493299, кл. В 23 В 21/00,1974 
| название | год | авторы | номер документа |
|---|---|---|---|
| Суппорт токарного станка с револьверной головкой | 1974 |
|
SU493299A1 |
| Токарный станок | 1982 |
|
SU1085679A1 |
| Револьверная головка | 1989 |
|
SU1763098A1 |
| Устройство для автоматической смены инструментов | 1979 |
|
SU872184A1 |
| Устройство для продольного копирования на токарно-револьверных станках | 1980 |
|
SU933387A1 |
| Револьверная головка | 1990 |
|
SU1803275A1 |
| Револьверная головка | 1980 |
|
SU908544A1 |
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| Устройство поворота рабочего органа к токарному автомату | 1979 |
|
SU1049196A1 |
| Револьверная головка металлорежущего станка | 1990 |
|
SU1745418A1 |
to
Z2
9иг. 2
У/////7//////////Л
Риг.З
