1342610
производится размыкание коническихка 27 происходит быстрый отвод-подвод
шестерен 9 и 10. В это время за одинсуппорта, который производится при
оборот шестерни-барабана 8 при посту-зацепленных конических шестернях 9 и
пательном движении суппорта от кулач-10. 5 ил.
1
Изобретение относится к станкостроению.
Цель изобретения - повышение производительности обработки путем осу- ществления многократных быстрых отводов суппорта при глубоком сверлении.
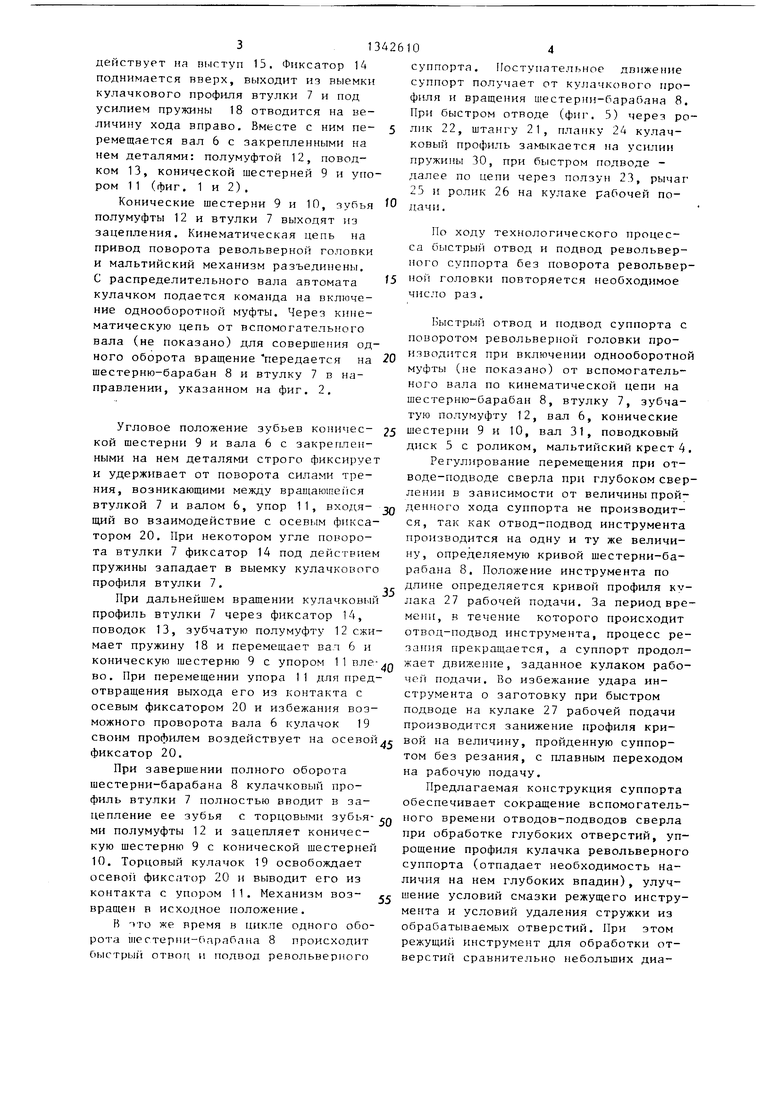
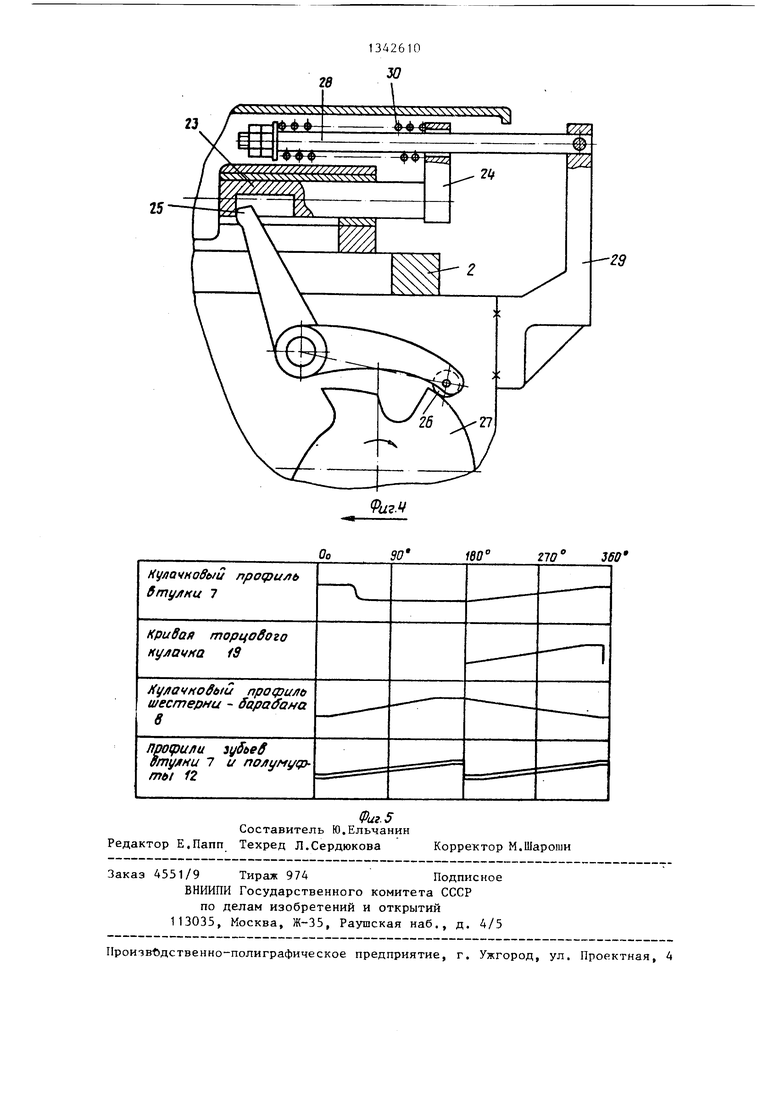
На фиг. 1 показана кинематическая схема револьверного суппортаj на фиг. 2 - разрез А-А на фиг. 1; на фиг , 3 - разрез Б-Б на фиг.1; на фиг.Д - конструктивное выполнение кулачка привода с рычагом; на фиг. 5 - циклограмма работы револьверного суппорта.
Револьверный суппорт содержит кор- пус 1, установленный на направляющей 2. В корпусе 1 находится револьверная головка 3. Мальтийский механизм поворота головкк содержит мальтийский крест А и поводковый диск 5 с роли- ком, В опорах корпуса 1 на валу 6 свободно посажена втулка 7 с выполненным по периферии кулачковым профилем и торцовыми зубьями. С втулкой жестко соединена шестерня-барабан 8. На левом конце вала 6 установлена коническая шестерня 9, связанная с конической шестерней 10, на шестерне 9 закреплен упор 11, на правом конце вала - зубчатая полумуфта 12 с за- крепленным на ней поводком 13. Поводок снабжен подпружиненным фиксатором 1А, на который воздействует через выступ 15 и подпружиненный рычаг 16 электромагнит 17. Фиксатор 14 име- ет также возможность контактирования с кулачковым профилем втулки 7, Между втулкой 7 и полумуфтой 12 расположена пружина 18. Кулачок 19, выполненный на торце шестерни-барабана 8, имеет возможность воздействия на осевой фиксатор 20, установленный на корпусе 1 суппорта (фиг, 1 и 4),
Механизм быстрого отвода и подвода суппорта включает штангу 21, связанную с кривой кулачкового профиля
0
5 0 5 0 f 0
5
шестерни-барабана 8 роликом 22, Штанга 21 и ползун 23, жестко соединенные посредством планки 24, имеют возмож- йость осевого перемещения. Рычаг 25, установленный на оси в опорах станины станка (не показано) с возможностью взаимодействия с ползуном 23, через ролик 26 осуществляет замыкание с кулаком 27 подачи револьверного суппорта. На стержне 28, закрепленном на кронштейне 29 и жестко связанном со станиной станка (не показано), установлена пружина 30,
Шестерня 10 жестко закреплена на валу 31, несущем кулак зажима головки 3 и поводковый диск 5 с роликом,
Расфиксация (отвод)и зажим револьверной головки осуществляется с помощью кулака 32 зажима и рычага 33, связанного с втулкой 34, При зажиме револьверной головки перемещение втулки 34 рычагом 33 создает усилие на тарельчатые пружины 35. Регулирование зажима производится стопорящейся гайкой 36. Для исключения проворо- та револьверной головки при ее рас- фиксаций и удержания ее в определенной позиции предусмотрен фиксатор 37, Гайка 38 стопорящаяся на валу 39 винтом, предназначена для регулирования величины отвода револьверной головки рычагом 33 через втулку 34, При работе суппорта без поворота револьверной головки для осуществления только быстрого отвода и подвода кинематическая цепь поворота револьверной головки разъединена. Вращение получают лишь шестерня-барабан 8 и жестко связанная с ней втулка 7,
Суппорт работает следующим образом.
Перед окончанием рабочего перехода первого сверления глубокого отверстия, командоаппарат автомата подает сигнал на включение электромагнита 17. Последний рычагом 16 воз313426
цействует на пыступ 15. Фиксатор 14 поднимается вверх, выходит нз выемки кулачкового профиля втулки 7 и под усилием пружины 18 отводится на величину хода вправо. Вместе с ним пе- 5 ремещается вал 6 с закрепленными на нем деталями: полумуфтой 12, поводком 13, конической шестерней 9 и упором 11 (фиг. 1 и 2).
Конические шестерни 9 и 10, зубья О полумуфты 12 и втулки 7 выходят из зацепления. Кинематическая депь на привод поворота револьверной головки и мальтийский механизм разъединены. С распределительного вала автомата кулачком подается кома}1да на включение однооборотной муфты. Через кинематическую цепь от вспомогательного вала (не показано) для совершения одного оборота вращение передается на 20 шестерню-барабан 8 и втулку 7 в направлении, указанном на фиг. 2.
Угловое положение зубьев коничес- 25 кой шестерни 9 и вала 6 с закрепленными на нем деталями строго фиксирует и удерживает от поворота силами трения, возникающими между врацающеГюя втулкой 7 и валом 6, упор 11, входя- JQ щий во взаимодействие с осевым фиксатором 20. При некотором угле поворота втулки 7 фиксатор 14 под действием пружины западает в выемку кулачкового профиля втулки 7.
При дальнейшем вращении кулачковый профиль втулки 7 через фиксатор 14, поводок 13, зубчатую полумуфту 12 сжимает пружину 18 и перемещает вал 6 и коническую шестерню 9 с упором 11 во. При перемещении упора 11 для предотвращения выхода его из контакта с осевым фиксатором 20 и избежания возможного проворота вала 6 кулачок 19 своим профилем воздействует на осевой г фиксатор 20.
При завершении полного оборота шестерни-барабана 8 кулачковый профиль втулки 7 полностью вводит в зацепление ее зубья с торцовыми зубья- Q ми полумуфты 12 и зацепляет коническую шестерню 9 с конической шестерней 10. Торцовый кулачок 19 освобождает осево фиксатор 20 и выводит его из контакта с упором 11. Механизм воз- вращен в исходное положение.
В тто же время в цикле одного оборота шестерни-Оарабана 8 происходит быстры отвог; и подвод револьверного
35
5 Q
Q г
Q
5
104
суппорта. Поступательное движение суппорт получает от кулачкового профиля и вращения шестерни-барабана 8. При быстром отводе (фиг. 5) через ролик 22, штангу 21, планку 24 кулачковый профиль замыкается на усилии пружины 30, при быстром подводе - далее по цепи через ползун 23, рычаг 25 и ролик 26 на кулаке рабочей подачи.
По ходу технологического процесса быстрый отвод и подвод револьверного суппорта без поворота револьверной головки повторяется необходимое число раз.
Быстрый отвод и подвод суппорта с поворотом револьверной головки производится при включении однооборотной муфты (не показано) от вспомогательного вала по кинематической цепи на шестерню-барабан 8, втулку 7, зубчатую полумуфту 12, вал 6, конические шестерни 9 и 10, вал 31, поводковый диск 5 с роликом, мальтийский крест 4.
Регулирование перемещения при отводе-подводе сверла при глубоком сверлении в зависимости от величины пройденного хода суппорта не производится, так как отвод-подвод инструмента производится на одну и ту же величину, определяемую кривой шестерни-барабана 8. Положение инструмента по длине определяется кривой профиля кулака 27 рабочей подачи. За период времени, в течение которого происходит отвод-подвод инструмента, процесс ре- гзания прекращается, а суппорт продолжает движение, заданное кулаком рабочей подачи. Во избежание удара инструмента о заготовку при быстром подводе на кулаке 27 рабочей подачи производится занижение профиля кривой на величину, пройденную суппортом без резания, с плавным переходом на рабочую подачу.
Предлагаемая конструкция суппорта обеспечивает сокращение вспомогательного времени отводов-подводов сверла при обработке глубоких отверстий, упрощение профиля кулачка револьверного суппорта (отпадает необходимость наличия на нем глубоких впадин), улучшение условий смазки режущего инструмента и условий удаления стружки из обрабатываемых отверстий. При этом режущий инструмент для обработки отверстий сравнительно небольших диаметров может проектироваться с меньшим объемом стружечных канавок и, следовательно, будет обладать повышенной жесткостью, точностью, прочностью и стойкостью.
Формула изобретения Револьверный суппорт токарного автомата, содержащий установленную в корпусе поворотную револьверную головку и размещенный в корпусе привод поворота револьверной головки, включающий ведущий диск мальтийского механизма, размещенный на валу, кото- рый связан посредством конических зубчатых колес с валом, на котором установлена шестерня-барабан, отличающийся тем, что, с целью повышения производительности
обработки путем осуществления многократных быстрых отводов суппорта при глубоком сверлении, револьверный суппорт снабжен размещенной на валу шестерни-барабана и жестко связанной с ним втулкой с кулачковым профилем и торцовыми зубьями, зубчатой полумуфтой, установленной на валу шестерни- барабана с возможностью взаимодействия с зубьями втулки, и электромагнитом с фиксатором, установленным с возможностью взаимодействия с кулачковым профилем втулки, а также упором, жестко связанным с коническим зубчатым колесом вала шестерни-барабана, и осевым фиксатором, размещенным в корпусе с возможностью взаимодействия с упором и кулачком, выполненным на торце шестерни-барабана.

| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверный суппорт токарного автомата | 1985 |
|
SU1355366A1 |
| Револьверный суппорт токарного автомата | 1981 |
|
SU992124A1 |
| Суппорт токарного станка с револьверной головкой | 1974 |
|
SU493299A1 |
| Револьверный суппорт токарно-револьверного автомата | 1975 |
|
SU566679A1 |
| Револьверная головка | 1974 |
|
SU531661A1 |
| Револьверная головка | 1981 |
|
SU1014670A1 |
| Универсальный многошпиндельный револьверный автомат | 1946 |
|
SU72327A1 |
| Инструментальная револьверная головка | 1987 |
|
SU1484457A1 |
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Револьверный суппорт с горизонтальной осью револьверной головки | 1979 |
|
SU887069A1 |
Изобретение относится к области станкостроения и может быть использовано при глубоком сверлении деталей на токарно-револьверных автоматах. Целью изобретения является повышение производительности путем сокращения вспомогательного времени отвода-подвода суппорта при глубоком . сверлении. При )1еобходимости многократного осуществления быстрых отводов-подводов суппорта механизма поворота револьверной головки 3, установленной в корпусе 1, отключается кинематическая цепь привода поворота револьверной головки при включении электромагнита 17, в результате чего Ф Л 35 I I J5 35 Фи,.1 С/) Z7
19
Фиг. 2
6-6
Фиг.З
2J
Oo
Нудачновыи просри ль ff ту/гни 7
Кривая торцового нулачка IS
Лу/1а нов1 1и npotf) шестерни - бараоана в
npotpuflu зубьев Отулни 7 и полумуоо- ты 12
Фиг. 5 Составитель Ю.Ельчанин
Редактор Е.Папп Техред Л.СердюковаКорректор М.Шароши
Заказ 4551/9Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
90
m
270
360
| Токарно-револьверный одношпин- дельный автомат мод | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Руководство по эксплуатации | |||
| - Мелитополь: Станкоиздат, 1985, с | |||
| Подъемник для выгрузки и нагрузки барж сплавными бревнами, дровами и т.п. | 1919 |
|
SU149A1 |
