Определение качества поверхности обработанных металлических изделий и деталей, степени их шероховатости и наличия на них рисок, царапин и т.п. производится обычно путем обыкновенного осмотра поверхности не вооруженным глазом при освещении ее обычным источником света.
Оценка качества поверхности таким образом не может, быть произведена с достаточной степенью точности и носит поэтому субъективный характер.
Разработанные за границей и в СССР конструкции специальных профилографов, вычерчивающих механико-оптическим путем профиль поверхностной структуры, а также системы, состоящие из микроскопов, с помощью которых изучение структуры производится под определенным углом к поверхности, отличаются значительной сложностью. Поэтому они могут найти себе применение только, как методы изучения структуры эталонов.
Применяемые для аналогичных целей интерферометрические приборы могут служить только для оценки очень тонких неровностей порядка десятка долей микрона на полированных поверхностях.
Для грубых поверхностей, шлифованных грубыми абразивами и т.п., этот способ неприменим.
В качестве методов массовой оценки структуры поверхности все существующие методы использованы быть не могут.
Предлагаемый способ оценки степени шероховатости (степени гладкости) и наличия повреждений (царапин, рисок, точек) на поверхности обработанных металлических изделий заключается в следующем.
Поверхность покрывается с помощью кисти или упругой плотной подушечки и т.п. небольшим слоем тонкого порошкообразного пигмента яркой окраски.
Порошок внедряется в углубления на поверхности и делает последние более заметными, более четкими, а всю поверхность в целом после удаления избытка порошкообразного пигмента менее отражающей направленные на нее световые лучи.
Отражательная способность поверхности может быть при этом точно измерена с помощью рефлектометров, фото-метров и т.п. или при массовых испытаниях сравнена со стандартной эталонной поверхностью, покрытой порошкообразным пигментом в одинаковых условиях.
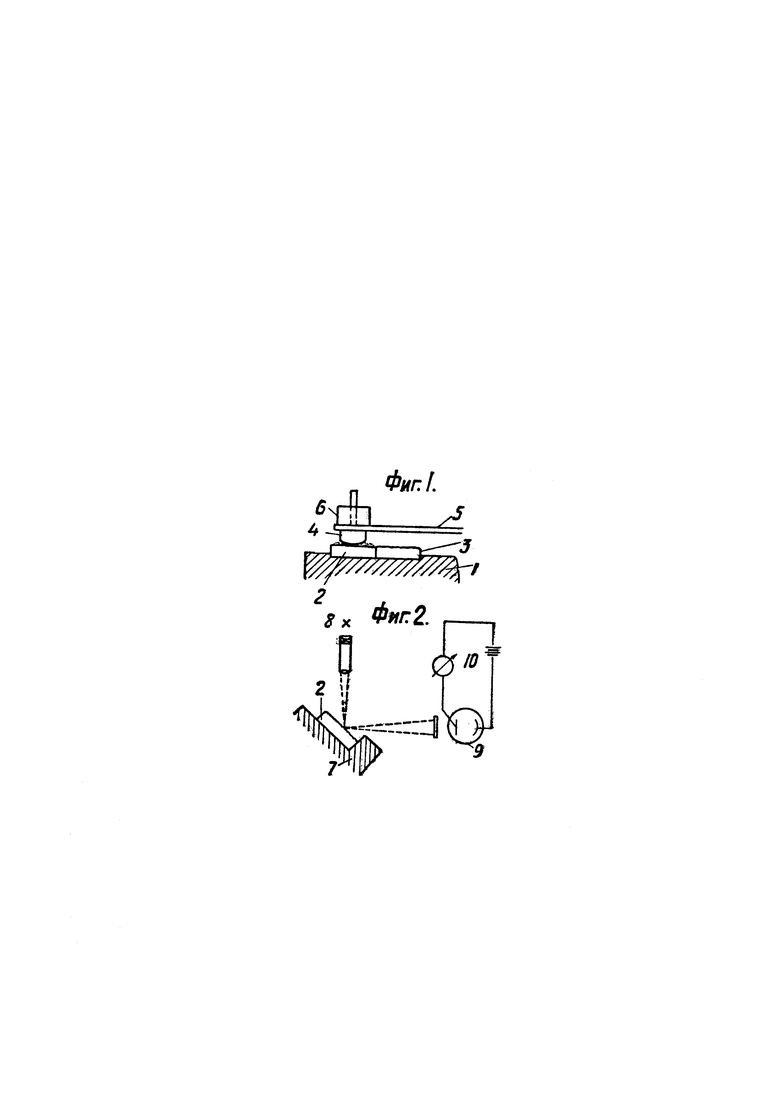
После испытания оставшийся в углублениях порошок может быть удален путем промывания детали и другими способами. Для работы по предлагаемому способу предназначается прибор, изображенный схематически на - фиг. 1 и 2.
Прибор состоит из двух частей: первая часть представляет столик 1, к которому прикрепляется исследуемая деталь 2 и эталонная 3, и приспособления для покрытия этих поверхностей пигментом: подушка 4, рычаг 5, на который накладывается груз 6.
Вторая часть представляет собой рефлектометрическую (фотометрическую) установку и состоит из столика 7, куда помещается испытуемый образец 2, источника света 8 с трубой и фотоэлемента 9 с гальванометром 10 для измерения фототоков (может быть применена фотометрическая установка другою типа).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для измерения микрорельефа поверхности с использованием метода фазовых шагов | 2018 |
|
RU2677239C1 |
| ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПЛАСТМАССЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2396286C2 |
| СПОСОБ СБОРА И ОБРАБОТКИ ИНФОРМАЦИИ О ПОВЕРХНОСТИ ОБРАЗЦА | 2012 |
|
RU2516022C2 |
| ЭЛЕКТРОФОТОГРАФИЧЕСКИЙ СВЕТОЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ, ТЕХНОЛОГИЧЕСКИЙ КАРТРИДЖ И ЭЛЕКТРОФОТОГРАФИЧЕСКОЕ УСТРОЙСТВО | 2007 |
|
RU2388034C1 |
| Способ оценки износостойкости материала | 2019 |
|
RU2716496C1 |
| ПОСЛЕДУЮЩАЯ МОДИФИКАЦИЯ ДЕКОРАТИВНОЙ ПОВЕРХНОСТИ | 2019 |
|
RU2773461C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО СОПЛА | 2011 |
|
RU2458779C1 |
| СПОСОБ СКЛЕРОМЕТРИЧЕСКИХ ИССЛЕДОВАНИЙ МАТЕРИАЛОВ С ЦЕЛЬЮ ИЗМЕРЕНИЯ ПАРАМЕТРОВ МИКРОСТРУКТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2679929C1 |
| МАТЕРИАЛ ДЛЯ ОКРАШИВАНИЯ, МАТЕРИАЛ ДЛЯ ПЕЧАТИ И МАТЕРИАЛ ДЛЯ ПОКРЫТИЯ | 2013 |
|
RU2621811C2 |
| СШИВАЕМАЯ КОМПОЗИЦИЯ ДЛЯ АБРАЗИВНОГО ИЗДЕЛИЯ, СПОСОБ ЕЕ СШИВАНИЯ И СШИТАЯ СМОЛА | 2006 |
|
RU2415890C1 |
Способ определения шероховатости и повреждений обработанных поверхностей, отличающийся тем, что испытуемую поверхность покрывают слоем порошкообразного пигмента с целью по отражательной способности ее к падающей радиации судить о степени шероховатости.
