1
Известен способ изготовления токоведущих узлов щелочного аккумулятора путем разрезки биметаллических прутков на заготовки под шпильки и борны, удалении медной сердцевины прутков до внутреннего диаметра стальной оболочки с обеих сторон, выполнения отверстий в мостике, сквозных для шпилек и глухих для борна, установки заглушек в сквозные отверстия, сварки шпилек с заглушками, шпилек и борна с мостиком.
Однако в сварном шве имеются поры и медь.
Контактируя с положительным электродом, медь растворяется, и при заряде аккумулятора осаждается в виде дендритов на отрицательном электроде, что приводит к замыканию электродов и.выходу из строя аккумулятора.
Для достижения этой цели медную сердцевину удаляют на глубину, равную или меньшую толщины материала мостика, а со стороны заглушек - на глубину, необходимую для удержания меди в твердом состоянии при сварке. Сваривают шпильки с заглушками газовой сваркой, а шпильки и борн с мостиком - аргонодуговой сваркой при токе 90- 120 а, напряжении 14-15 в и расходе аргона 7-10 л/мин.
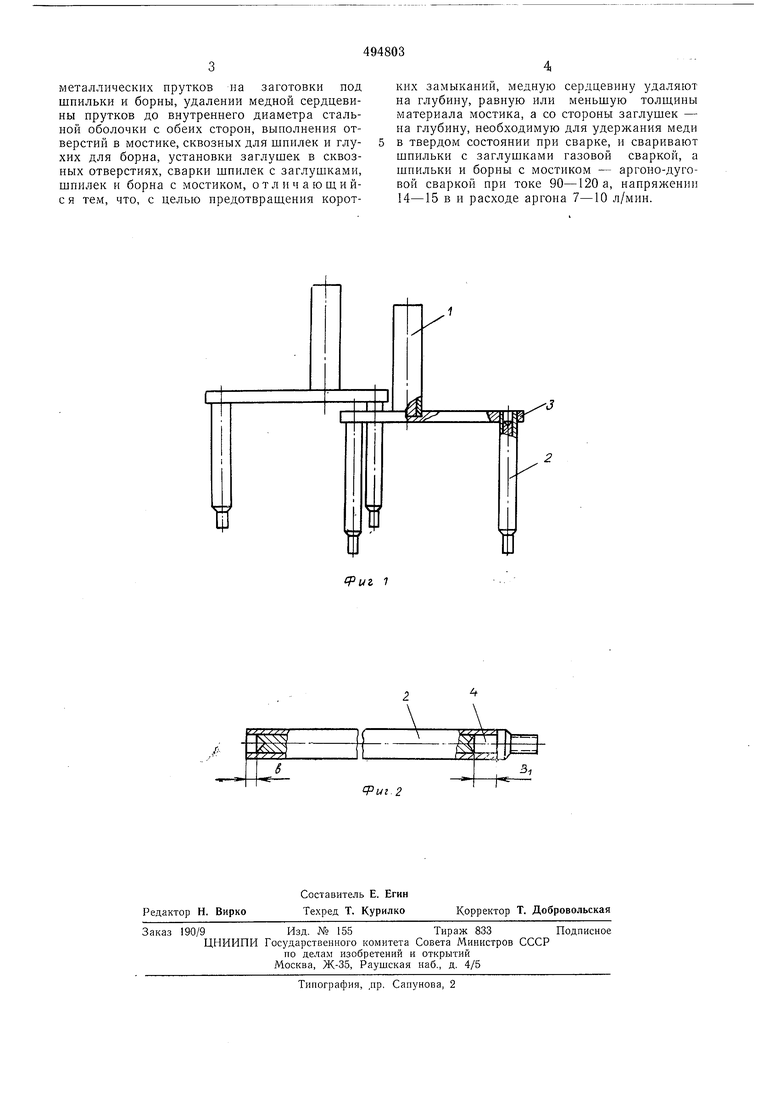
На фиг. 1 изображены токоведущие узлы щелочного аккумулятора, сваренные предложенным способом; на фиг. 2 - шпилька с заглушкой.
Предлагаемый способ заключается в следующем.
Биметаллические прутки диаметром 8, 10, 14 мм, в зависимости от типа аккумулятора, разрезают на заготовки длиной 380 и 375. мм для шпилек, 156 и 161 мм для борна 1, например, на токарном станке. Фрезой удаляют медную сердцевину до внутреннего диаметра стальной оболочки с обоих торцов щпилек 2: на глубину в, равную или меньшую толщины мостика 3 с одного торца (например, при толщине мостика 3 мм б Зч-2 мм, а при толщине 4 мм ,3 мм), на глубину Вь равную, например, 4 мм при диаметре шпилек 6 мм и 5 мм при диаметре шпилек 8 мм с другого торца. На сверлильном станке делают сквозные отверстия для шпилек и глухие для борна. Шпильки сваривают с заглушкой 4 газовой сваркой, а наконечник шпильки с мостиком и борном собирают в приспособлении для сварки и сваривают аргоно-дуговой сваркой при токе 90-120 а, напряжении 14-15 в и расходе аргона л/мин.
Предмет изобретения
Способ изготовления токоведущих узлов щелочного аккумулятора путем разрезки биметаллических прутков на заготовки под шпильки и борны, удалении медной сердцевины прутков до внутреннего диаметра стальной оболочки с обеих сторон, выполнения отверстий в мостике, сквозных для шпилек и глухих для борна, установки заглушек в сквозных отверстиях, сварки шпилек с заглушками, шпилек и борна с мостиком, отличаюшийс я тем, что, с целью предотврашения коротких замыканий, медную сердцевину удаляют на глубину, равную или меньшую толщины материала мостика, а со стороны заглушек - на глубину, необходимую для удержания меди в твердом состоянии при сварке, и сваривают шпильки с заглушками газовой сваркой, а шпильки и борны с мостиком - аргоно-дуговой сваркой при токе 90-120 а, напряжении 14-15 в и расходе аргона 7-10 л/мин.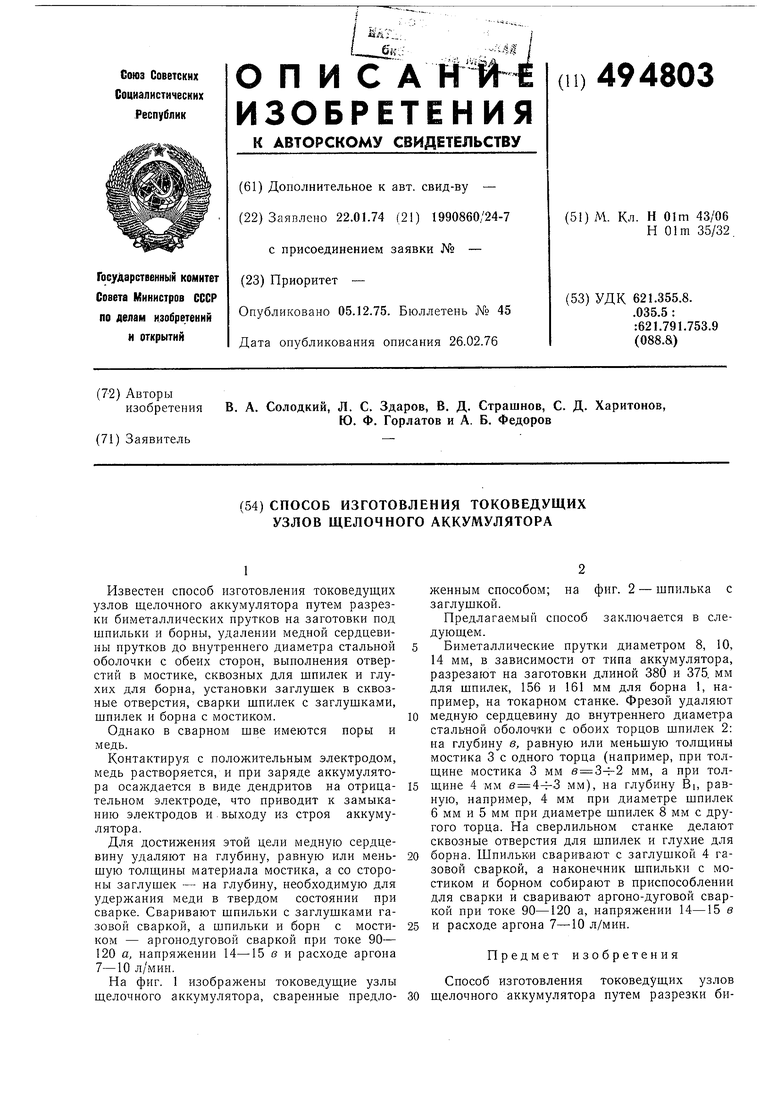
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ стыкового соединения биметаллических прутков | 1979 |
|
SU863259A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДНЬГХ БЛОКОВ ЩЕЛОЧНОГО АККУМУЛЯТОРА ТАБЛЕТОЧНОЙ КОНСТРУКЦИИ | 1968 |
|
SU217477A1 |
| БИМЕТАЛЛИЧЕСКИЙ ДАТЧИК КОНТАКТНОЙ КОРРОЗИИ | 2011 |
|
RU2463576C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕГО ПОДДОНА МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2015 |
|
RU2600046C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ МЕДИ И МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ СО СТАЛЬЮ | 2011 |
|
RU2470752C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СОСУДОВ | 1995 |
|
RU2087286C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2618263C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2632503C1 |
| ОТОПИТЕЛЬНЫЙ МАСЛЯНЫЙ РАДИАТОР | 2000 |
|
RU2161758C1 |
иг 1
IE
i
.2
