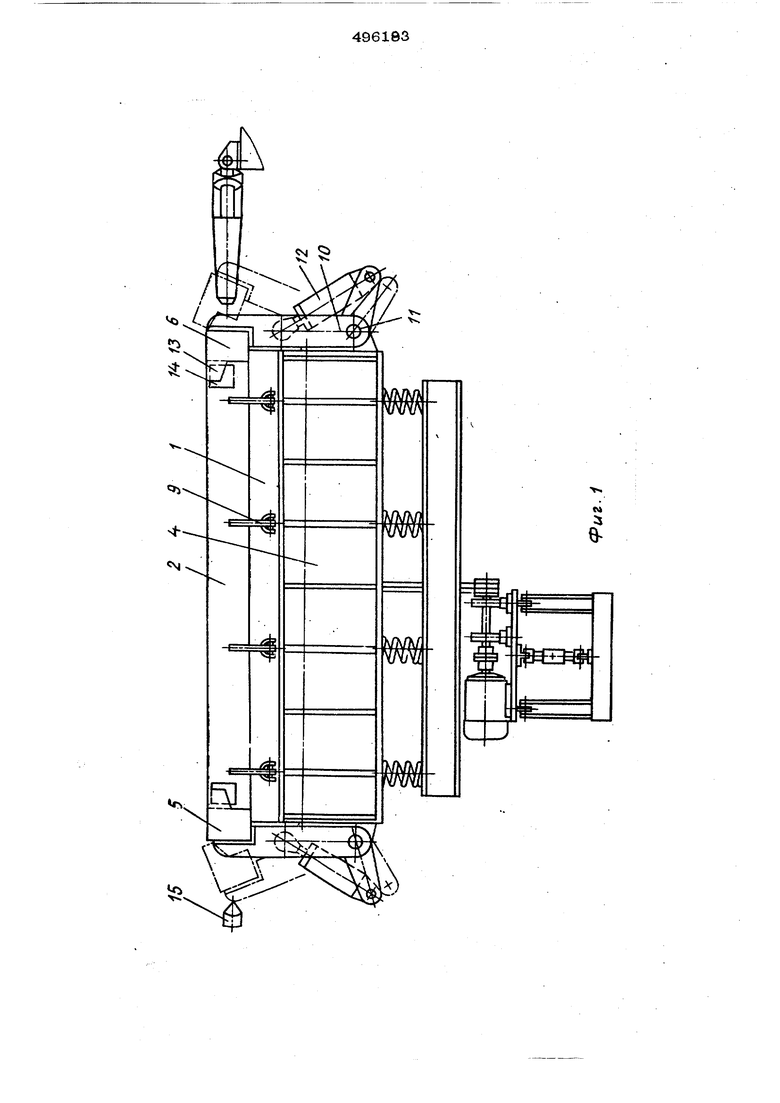
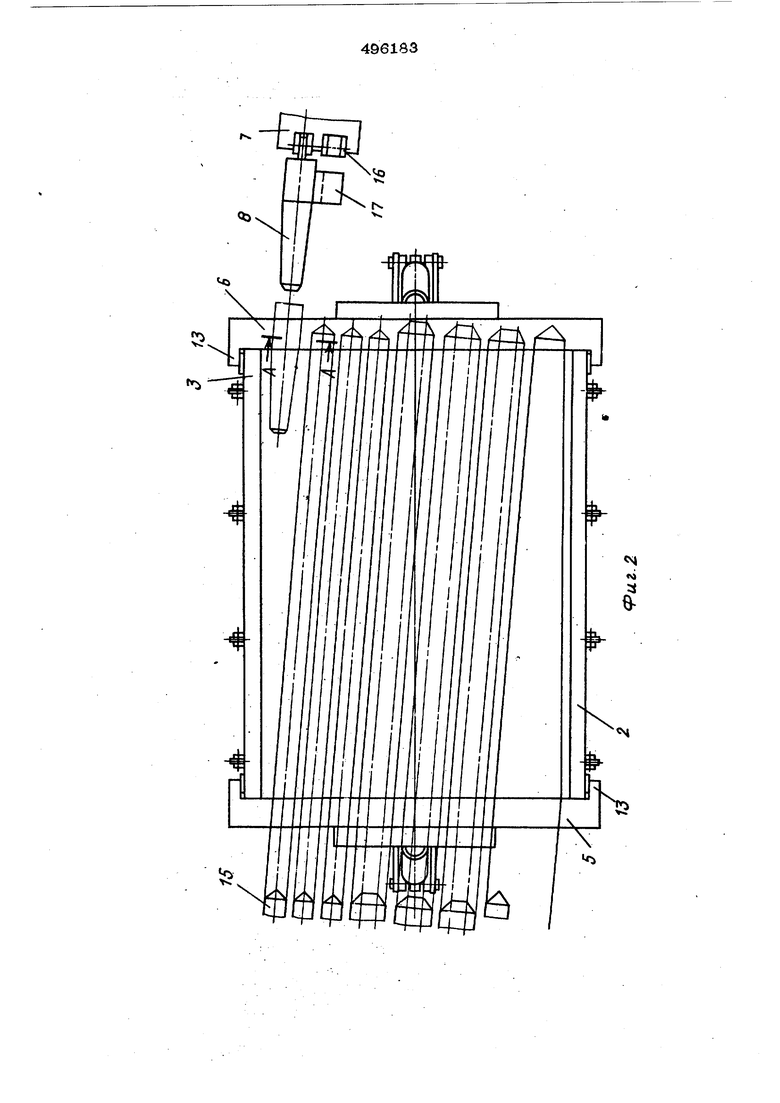
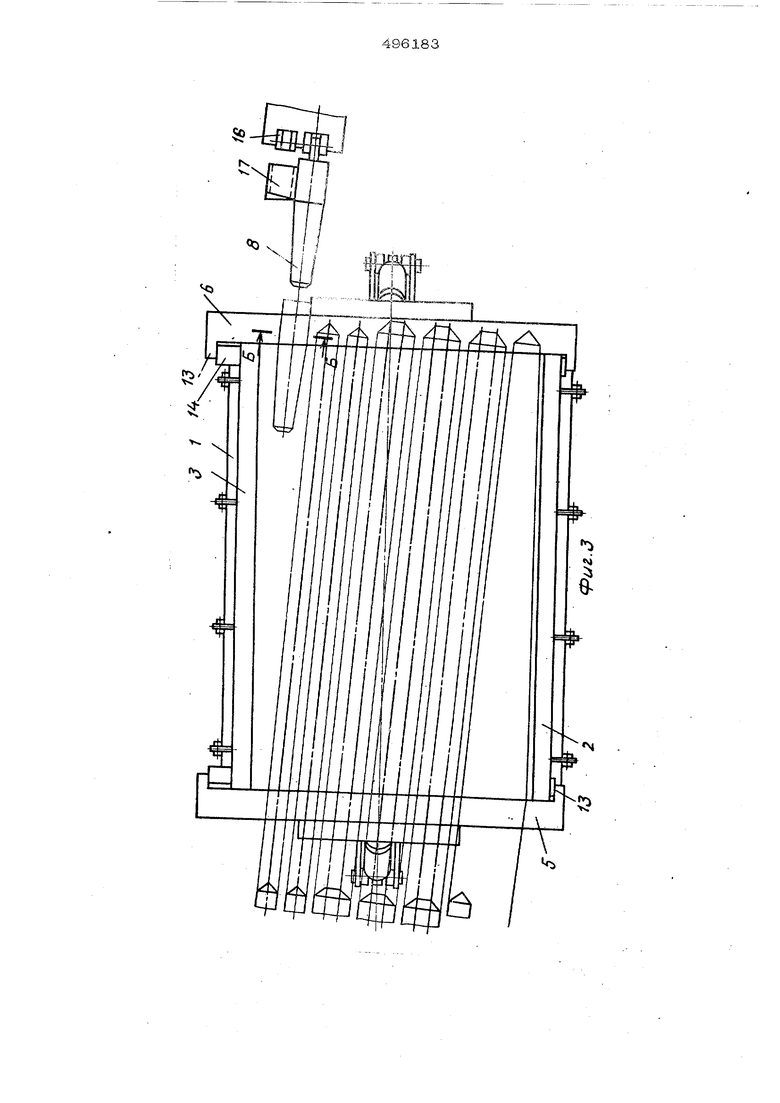
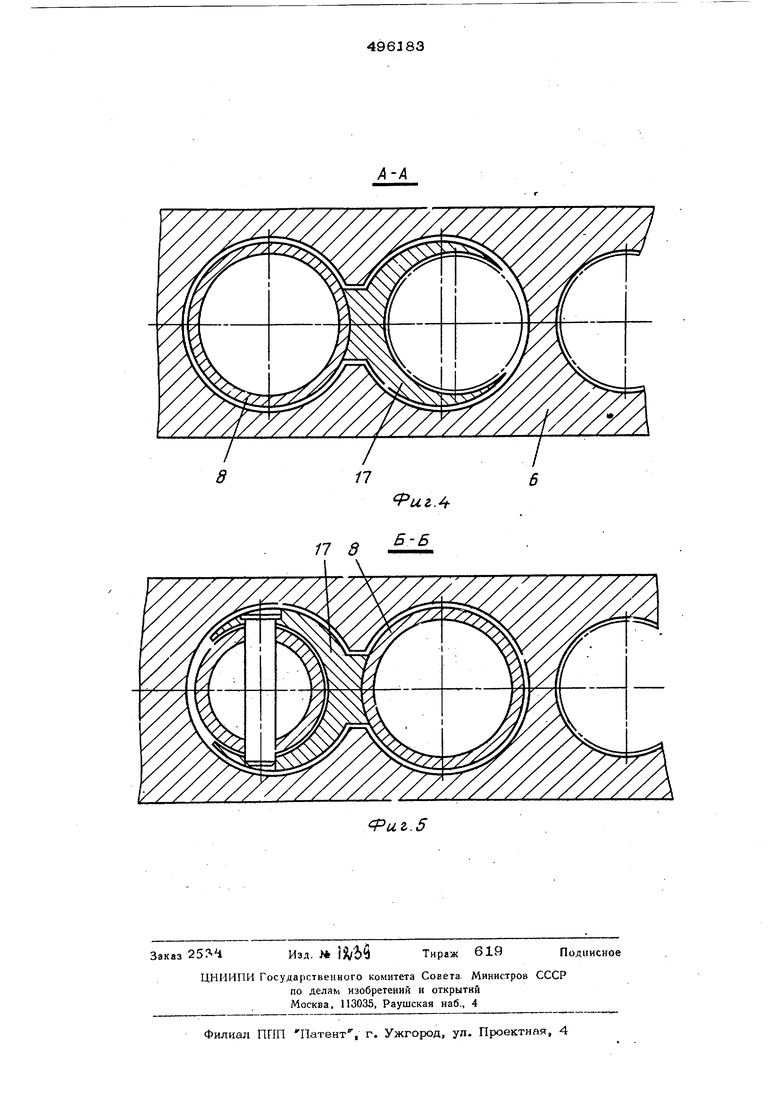
(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОПУСТОТНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ Например, в случае изготовления многопустотных изделий пустотообраэоватепи вставлшотся в форму через торцовые , установленные на виброплощадке, что требует увеличения прочности и жесткости этих бортов. При этом гладкие продольные стороны изделия образуются более простыми бортами закрепленными на поддоне. Наличие половины бортов на поддоне и половины на виброплощадке позволяет повысить точность размеров формуемых изделий и, кроме того, осуществить через борта плотный прижим к виброплощадке, благодаря чему обеспечива|ется синфазность колебаний виброплощадки и формы и, следовательно, повыщается уплотнение бетона и качество изделия. На фиг. 1 изображена предлагаемая уста новка, вид спереди; на фиг. 2 - то же, в плане вариант формования щирокого изделия; на фиг. 3 - то же, вариант формования узкого изделия; на фиг, 4 - разрез по А-А на фиг. 2; на фиг. 5 - разрез по Б-Б на фиг. 3. Установка содержит сменный поддон 1 с продольными бортами 2 и 3, виброплощад ку 4, на которой подвешены торцовые борта 5 и б и каретку 7 с коротким пустото- разователем 8, Продольные борта 2 и 3 -соединены с поддоном 1 щарнирными узлами 9, Торцовые борта 5 и 6 соединены ры чагами 10 с щарнирами 11, смонтированны ми на виброплощадке 4 и открываются и за крываются с помощью механизмов 12, работающих от гидро- или пневмосистем. На торцовых бортах 5 и 6 имеются выступы 1 охватывающие продольные борта и препят ствуюише их произвольному открыванию при формовании. На поддонах, предназначенных для формования, щирокого и узкого изделия, борта установлены соответственно ширине изделия а для сохранения контакта с выступами 13 торцовых бортов, борта поддона имеют платики 14 большей толщины. Выступы 13 выполнены со скосами, облегчающими их взаимодействие с платина ми 14 продольных бортов при закрывании. В торцовых бортах выполнены отверстия для прохода длинных пустотообразователей 15 и короткого пустотообразователя 8, который фиксируется на каретке 7 в кронштейна 16, в правом или левом - в зависимости от т го, какое формуется изделие: узкое или широкое. Торцовый борт, к которому примыкают глухие полости, должен иметь два отверсти под короткий пустотообразователъ. 4 В данном предложении взят частный слуай, когда эти два отверстия касаются или астично перекрывают друг друга. Одно из тих отверстий в каждом из вариантов форьования является лищним и частично или олностью должно быть закрыто со стороны зделия. С этой целью на коротком цустотообразо- вателе 8 закреплена серповидная заглушка17. Поперечные сечения пустотообразователя. 8 с серповидной заглушкой 17 и спаренного отверстия в торцовом борту 6 симметричны по внешнему контуру относительно горизонтальной оси и соответствуют друг другу. Благодаря этому, пустотообразователь / с серповидной заглушкой может занимать в борту последовательно два положения, получаемых поворотом соединения на 180° во. круг горизонтальной оси, параллельной оси пустотообразователя 8. Это обеспечивает формование двух изделий, различных по ширине и раслоложению пустот. Предлагаемая установка работает следующим образом. Сменный поддон 1 с закрытыми продольными бортами 2 и 3 устанавливают на виброплршадку 4 с раскрытыми торцовыми бортами 5 и 6. Затем приводными механизмами 12 закрывают торцовые . борта, которые своими выступами 13 взаимодействуют с платиками 14 продольных бортов, фиксируя последние от произвольного открывания. В закрытом положении торцовые борта взаимодействуют с поддоном, прижимая его к виброплощадке. Затем в форму вводят цустотообразовате- : ли 15 и 8 (последний находится в одном j из двух возможных положений, см. фиг. 2). При этом, при формовании широкого изд&ЛИЯ серповидная заглущка 17 имеет отвер- . стия для прохода в него соседнего дустото- рбразователя. После укладки и уплотнения бетонной смеси выводятся пустотообразователи, открывают -торцорые борта, снимают поддон с изделием с виброплощадки и на- правляют в камеру термообработки. ZUia переналадки формовочной мащины на изготовление узксго изделия пустотообразовлтель 8 с серповидной заглушкой 17 отсоединяют от кронштейна 16 на каретке 7, пово- раяивают иа 180 вокруг оси, параллельной оси цустотообразователя 8, и закрепляют по- след1ний на соседнем кронштейне 16. Полость серповидной заглушки закрывают пробкой. Далее технологический процесс повто|ряется.
Предмет изобретени 1. Установка для изготовления многопу- стотных железобетонных изделий, содержащая виброплошадку со сменными поддонами и с шарнирно установленными и снабженными б приводом торцовыми бортами с отверстиями, каретку с пустотообразователями, набор пуансонов и продольные борта, о т л и ч а юш а я с я тем, что, с целью упрощения конструкции установки и повышения ее на- 10. дежности, продольные борта укреплены на сменном поддоне, а на концах торцовых выполнены выступы,, взаимодействующие с продольными бортами в рабочем положении
2. Установка по п. 1,отлича юш а я с я тем, что, с целью упрошентя переналадки на различные типоразмеры из:делий, один из торцовых бортов выполнен с дополнительными -отверстиями, соответству; юшими пустотам в изделиях, а соответствутошие им пустотообразователя снабжены серповидной заглушкой и установлены с возможностью их перестановки с поворотом на 180.
V
bo
(4
| название | год | авторы | номер документа |
|---|---|---|---|
| Виброформующий узел | 1980 |
|
SU903115A1 |
| Установка для изготовления многопустотных строительных конструкций | 1982 |
|
SU1092041A1 |
| Установка для формования многопустотных изделий из бетонной смеси | 1990 |
|
SU1761506A1 |
| Установка для формования многопустотных панелей | 1982 |
|
SU1159781A1 |
| Установка для формования многопустотных изделий из бетонных смесей | 1987 |
|
SU1502349A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1350014A1 |
| Установка для формования многопустотных панелей | 1988 |
|
SU1523352A1 |
| Установка для изготовления изделий с пустотами из бетонных смесей | 1980 |
|
SU1038233A1 |
| Установка для изготовления многопустотных изделий на основе неорганических вяжущих материалов | 1980 |
|
SU1043012A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ МНОГОПУСТОТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2101170C1 |
17
иг.5 8
