Изобретение относится к производству многопустотных панелей из бетонных, смесей.
Цель изобретения - повышение производительности и улучшение качества изделий.
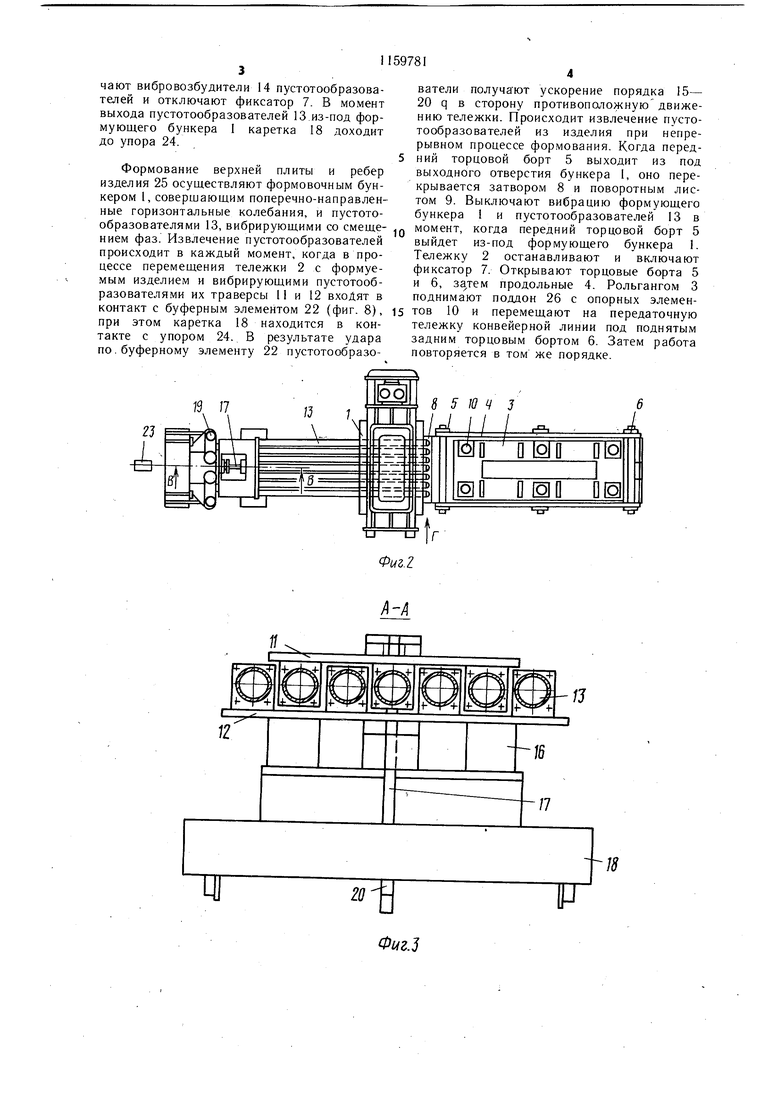
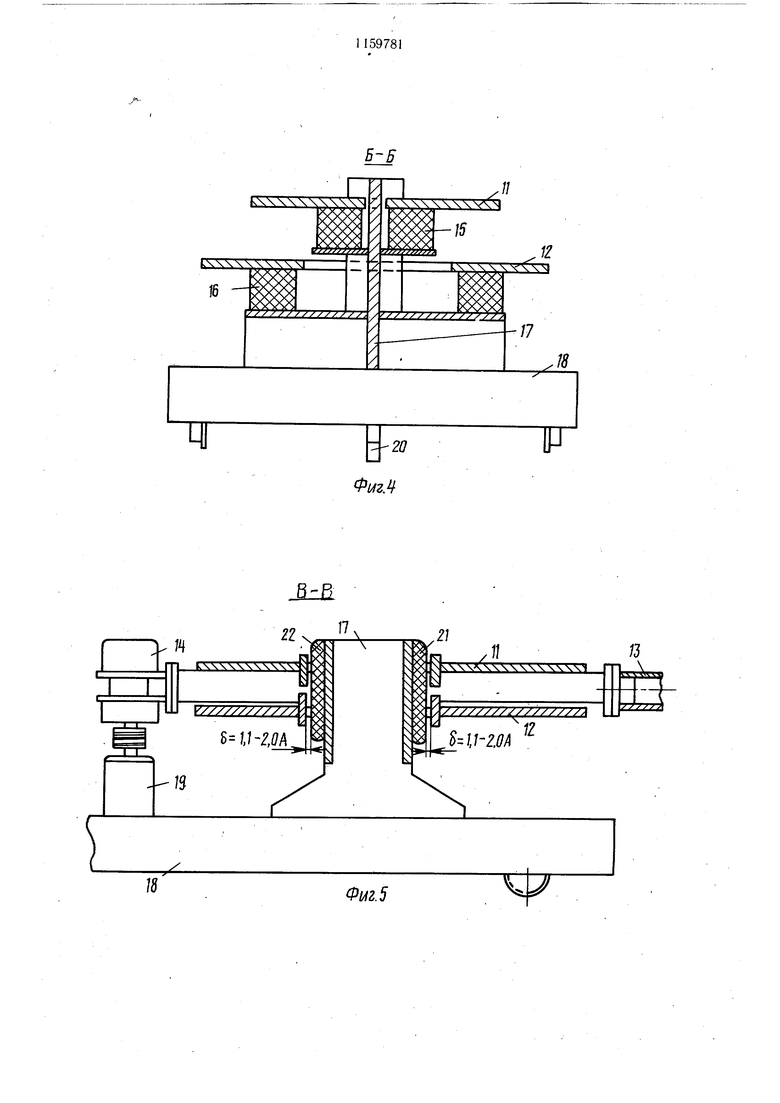
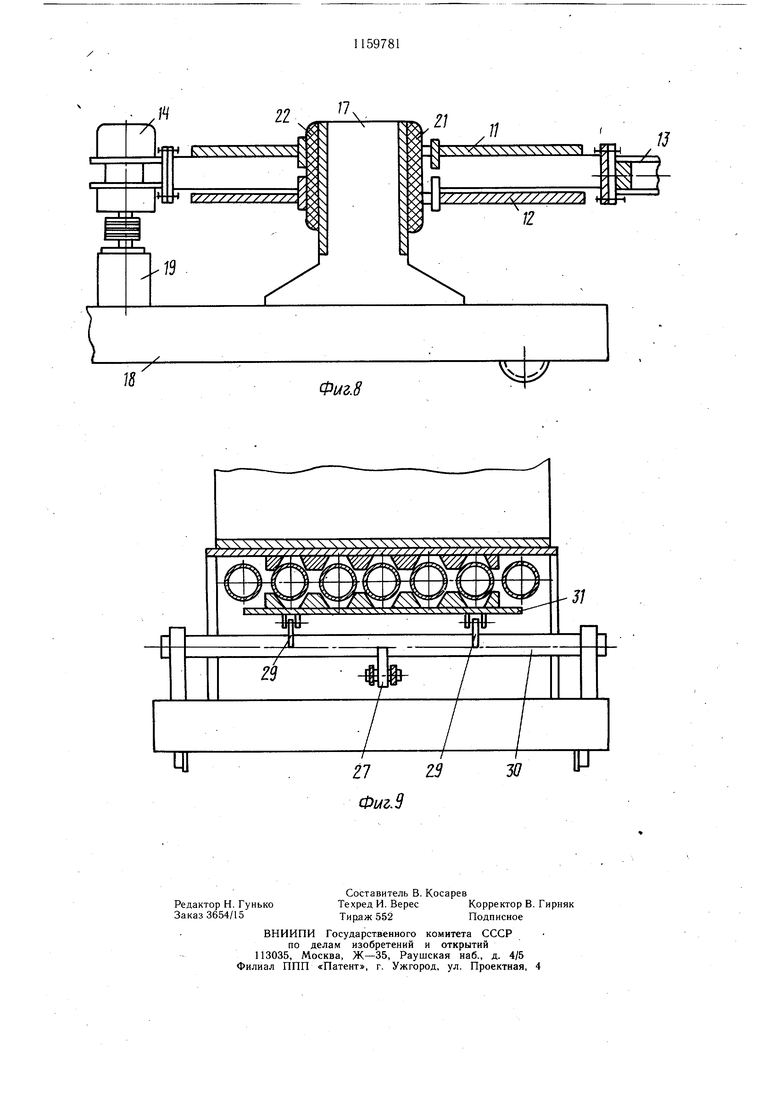
На фиг. 1 показана установка, обш,ий вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5- разрез В-В на фиг. 2; на фиг. 6 - вид Г на фиг. 2; на фиг. 7 - положение траверс при формовании нижней плиты; на фиг. 8 - то же, при извлечении пустотообразователей и формовании верхней плиты; на фиг. 9 - фиксатор в виде двуплечего рычага.
Установка состоит из формуюплего бункера 1, тележки 2, на которой шарнирно закреплены рольганг 3, продольные борта 4, передний торцовой борт 5, задний торцовой борт б и фиксатор 7, управляемый силовым цилиндром.
На тележке 2 жестко закреплен затвор 8, снабженный поворотным листом 9, и опорные элементы 10, размещенные в прое.мах рольганга 3. Тележку 2 перемешают с помошью тяговой цепи и электропривода (не показаны).
На каждой из траверс 1 1 и 12 жестко закреплена группа пустотообразователей 13, причем пустотообразователи каждой груп пы чередуются между собой, и вибровозбудители 14.
Траверсы 11 и 12 выполнены с проемами и установлены на амортизаторах 15 и 16, закрепленных на выступе 17 каретки 18, на которой установлены приводные двигатели 19 вибраторов 14, связанных клиноременной передачей, и кронштейн 20. На выступе 17 каретки 18 с двух сторон по ходу движения закреплены буферные элементы 21 и 22, размещенные в проемах траверс 11 и 12 с зазором б, например, равным 1,1-2,0 амплитудам колебаний пустотообразователей в ударном режиме, обеспечиваюшим одностороннее контактирование буферных элементов с траверсами.
Наличие зазора б обеспечивает работу пустотообразователей 13 в режиме односторонних ударных колебаний: в процессе формования нижней плиты - за счет контакта траверс с буферным элементом 21 (фиг. 7) и в процессе формования верхней плиты и извлечения пустотообразователей - за счет контакта с элементом 22. Каретка 18 занимает два крайних положения при контакте с упорами 23 и 24. Формование изделия 25 производят на поддоне 26. Фиксатор 7 выполнен в виде двуплечего рычага, одно плечо 27 (фиг. 9) которого шарнирно связано с силовым цилиндром 28 (фиг. 6), а другое состоит из двух кронштейнов 29, разнесенных вдоль оси 30 относительно плеча 27, щарнирно
связанных с прижимным элементом 31, выполненным в виде профильной плиты.
Установка работает следующим образом. Поддон 26 перемещают по рольгангу 3 с передаточной тележки конвейерной линии 5 (не показана). Опускают рольганг 3 и устанавливают поддон 26 на опорные элементы 10 тележки 2. Закрывают продольные борта 4, затем торцовые 5 и 6, образующие форму вместе с поддоном 26, Q фиксируют в, бортах 4 петли.
Шремещают тележку 2 вместе с пустотообразователями 13 в сторону формующего бункера 1, при этом пустотообразователи 13 через траверсы 11 и 12 входят в контакт с буферным элементом 21, 5 смещаясь на амортизаторах 15 и 16, и перемещают каретку 18 к упору 23. Когда пустотообразователи 13 выйдут из зоны выходного отверстия бункера 1, фиксатор 7 отключают и пустотообразователи 13 расцепляются с тележкой 2, при этом каретка 18 0 доходит до упора 23. Одновременно включается формующий бункер 1 и из него производится подсыпка бетонной смеси в форму, а пустотообразователи 13 входят в отверстия переднего торцового борта 5. Включают вибровозбудители 14 и производят формование нижней плитЫ изделия 25 до тех пор, пока пустотообразователи 13 не войдут в отверстия заднего торцового борта 6. В этот момент вибрацию пустотообразователей прекращают, останавливают 0 тележку 2 и включают фиксатор 7.
Формование нижней плиты изделия 25 осуществляют за счет вибрации пустотообразователей 13. В момент контакта траверс 11 и 12 с буферным элементом 21 пустотообразователи получают ударный импульс и с ускорением 15-20 q перемещаются относительно бетона нижней плиты навстречу подсыпаемому из бункера 1 слою смеси и уплотняют его. Траверсы 11 и 12 и соответственно две группы пустотообразователей колеблются со смещением фаз. Фиксацию пустотообразователей 13 на тележке 2 осуществляют тем, что фиксатор 7 прижимает пустотообразователи к профильной поверхности затворов, где они удерживаются трением.
5 Формующий бункер 1 выключают при формовании нижней плиты, когда задний торцовой борт 6 входит в зону его выходного отверстия. В форму устанавливают арматурные сетки. Тележку 2 перемещают вместе с пустотообразоватеЛями 13 в обратном направлении.
При этом пустотообразователи 13 через траверсы 11 и 12 входят в контакт с буферным элементом 22, смещаясь на амортизаторах 15 и 16, и перемещают каретку 18 к упору 24. В момент выхода заднего торцового борта 6 из зоны выходного отверстия формующего бункера 1 включают его вибровозбудитель и начинают заполнение формы бетонной смесью. Включают вибровозбудители 14 пустотообразователей и отключают фиксатор 7. В момент выхода пустотообразователей 13 из-под формующего бункера 1 каретка 18 доходит до упора 24.
Формование верхней плиты и ребер изделия 25 осуществляют формовочным бункером I, совершающим поперечно-направленные горизонтальные колебания, и пустотообразователями 13, вибрирующими со смещением фаз. Извлечение пустотообразователей происходит в каждый момент, когда в процессе перемещения тележки 2 с формуемым изделием и вибрирующими пустотообразователями их траверсы 11 и 12 вхоДят в контакт с буферным элементом 22 (фиг. 8), при этом каретка 18 находится в контакте с упором 24. В результате удара по. буферному элементу 22 пустотообразователи получают ускорение порядка 15- 20 q в сторону противопаюжную движению тележки. Происходит извлечение пустотообразователей из изделия при непрерывном процессе формования. Когда передНИИ торцовой борт 5 выходит из под выходного отверстия бункера 1, оно перекрывается затвором 8 и поворотным листом 9. Выключают вибрацию формующего бункера 1 и пустотообразователей 13 в момент, когда передний торцовой борт 5 выйдет из-под формующего бункера 1. Тележку 2 останавливают и включают фиксатор 7. Открывают торцовые борта 5 и 6, за,тем продольные 4. Рольгангом 3 поднимав поддон 26 с опорных элементов 10 и перемещают на передаточную тележку конвейерной линии под поднятым задним торцовым бортом 6. Затем работа повторяется в том же порядке.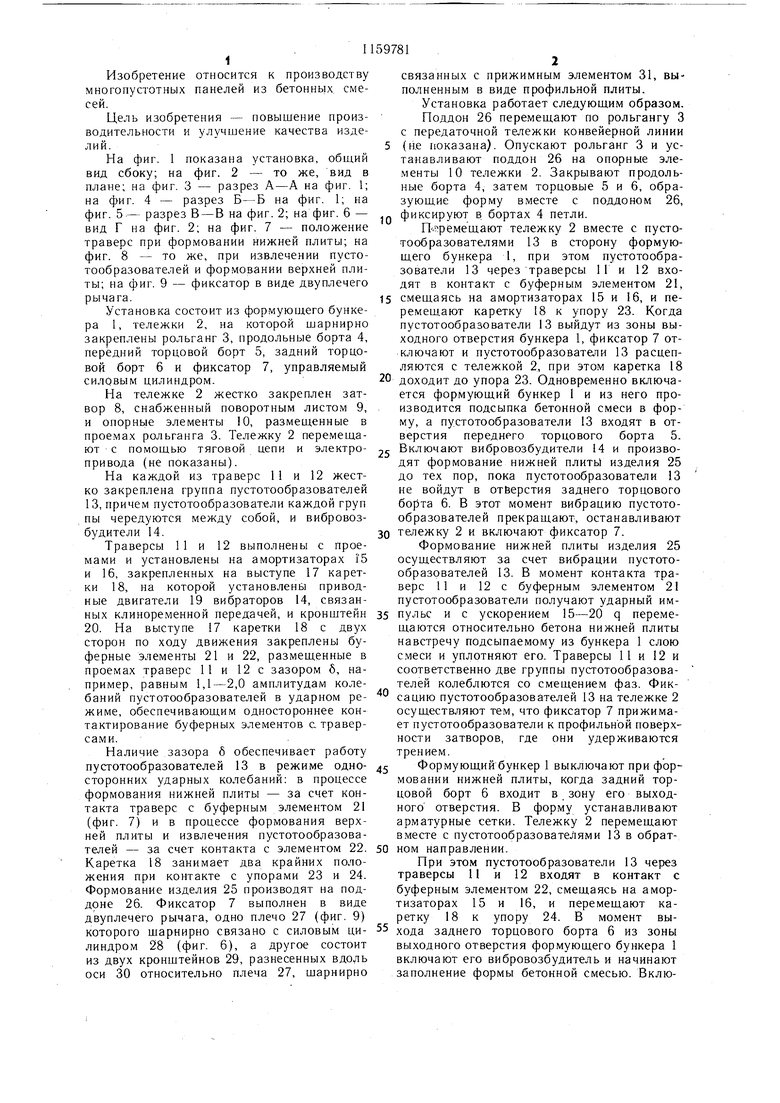
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования пустотных железобетонных изделий | 1979 |
|
SU961976A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1519876A1 |
| Установка для формования многопустотных изделий | 1980 |
|
SU963860A1 |
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
| Установка для формования многопустотных панелей | 1990 |
|
SU1735015A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПЛИТ ПУСТОТНОГО НАСТИЛА | 1992 |
|
RU2023588C1 |
| Установка для непрерывного формования многопустотных изделий из бетонных смесей | 1986 |
|
SU1454697A1 |
| Установка для формования многопустотных строительных изделий | 1987 |
|
SU1502326A1 |
| Подвижная экструзионная машина для непрерывного изготовления многопустотных железобетонных изделий | 1979 |
|
SU974931A3 |
| Установка для формования многопустотных изделий из бетонной смеси | 1990 |
|
SU1761506A1 |
УСТАНОВКА ДЛЯ ФОРМОВАНИЯ МНОГОПУСТОТНЫХ ПАНЕЛЕЙ, содержащая виброформующий бункер, тележку с затвором и бортоснасткрй, две группы пустотообразователей, жестко закр епленных на соответствующих траверсах, каретку с буферными элементами и вибровозбудители, отличающаяся тем, что, с целью повышения производительности и улучщения качества изделий, траверсы выполнены с проемами, каретка - с выступом, а буферные элементы размещены с двух сторон на выступе каретки по ходу движения в проеме траверс с зазором, обеспечивающим одностороннее контактирование буферных элементов. ел СП со 00
/5
Р
Фиг.
.Д::
17
22
.
/9
12
Р
.Ч
1
/
г
.0A
X
/5
Фиг. 5
Фиг. 6
Фиг.7 .8
ч ч , /J
| РЕЗОНАНСНАЯ ВИБРОПЛОЩАДКА | 0 |
|
SU355011A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ МНОГОПУСТОТНЫХ БЕТОННЫХ БЛОКОВ | 0 |
|
SU408802A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
