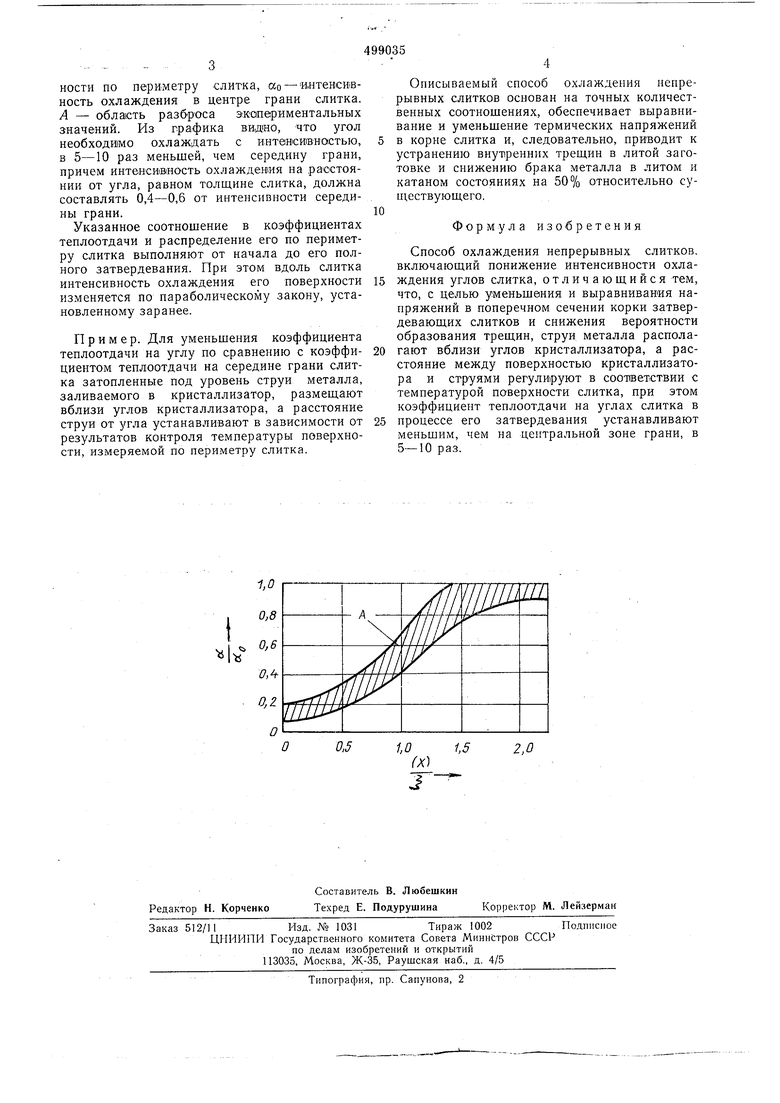
ности по периметру слитка, ао - интенсивность охлаждения в центре грани слитка. А - область разброса эжапериментальных Значений. Из графика видно, что угол необходи1мо охлаждать с интенсивнастью, в 5-10 раз меньшей, чем середину грани, причем интенсивность охлаждения на расстоянии от угла, равном толщине слитка, должна составлять 0,4-0,6 от интенсивности середины грани.
Указанное соотношение в коэффициентах тенлоотдачи и распределение его по периметру слитка выполняют от начала до его полного затвердевания. При этом вдоль слитка интенсивность охлаждения его поверхности изменяется по параболическому закону, установленному заранее.
Пример. Для уменьшения коэффициента теплоотдачи на углу по сравнению с коэффидиентом теплоотдачи на середине грани слитка затопленные под уровень струи металла, заливаемого в кристаллизатор, размещают вблизи углов кристаллизатора, а расстояние струи от угла устанавливают в зависимости от результатов контроля температуры поверхности, измеряемой по периметру слитка.
Описываемый способ охлаждения непрерывных слитков основан на точных количественных соотношениях, обеспечивает выравнивание и уменьшение термических напряжений в корне слитка и, следовательно, при-водит к устранению внутренних трещин в литой заготовке и снижению брака металла в литом и катаном состояниях на 50% относительно существующего.
Формула изобретения
Способ охлаждения непрерывных слитков, включающий понижение интенсивности охлаждения углов слитка, отличающийся тем, что, с целью уменьщвния и выравнивания напряжений в поперечном сечении корки затвердевающих слитков и снижения вероятности образования трещин, струи металла располагают вблизи углов кристаллизатора, а расстояние между поверхностью кристаллизатора и струями регулируют в соответствии с температурой поверхности слитка, при этом коэффициент теплоотдачи на углах слитка в процессе его затвердевания устанавливают меньшим, чем на центральной зоне грани, в 5-10 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывного литья металлов | 1986 |
|
SU1366282A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| ПОГРУЖАЕМЫЙ СТАКАН ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1991 |
|
RU2030958C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2011 |
|
RU2483830C1 |
| Способ охлаждения непрерывнолитых слитков | 1980 |
|
SU952419A1 |
| Устройство для литья плоских слитков | 1984 |
|
SU1253715A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| Способ непрерывной разливки плоских слитков | 1976 |
|
SU602290A1 |
2,0
