1
Изобретение относится к области изготовления маканых резиновых или латексных изделий и предназначено, в частности, для устройств для съема с форм маканых изделий, например перчаток.
Известно устройство для съема с форм маканых изделий, например перчаток, содержащее механизм для перемещения фор.модержателей с обращенными макающей частью вниз формами, приводные валики для предварительного съема с обкладками из упругого материала и механизм для окончательного съема.
В известном устройстве для съема изделия с формы предусмотрено применение захватов верхней части перчаток, что приводит к новреждению и браку изделий.
Отличительной особенностью нредлагаемого устройства является то, что механизм для окончательного съема выполнен в виде пары контактирующих приводных валиков с упругими обкладками, установленных но ходу перемещения форм с изделиями за валиками для предварительного съема и расположенных ниже уровня нижних точек форм.
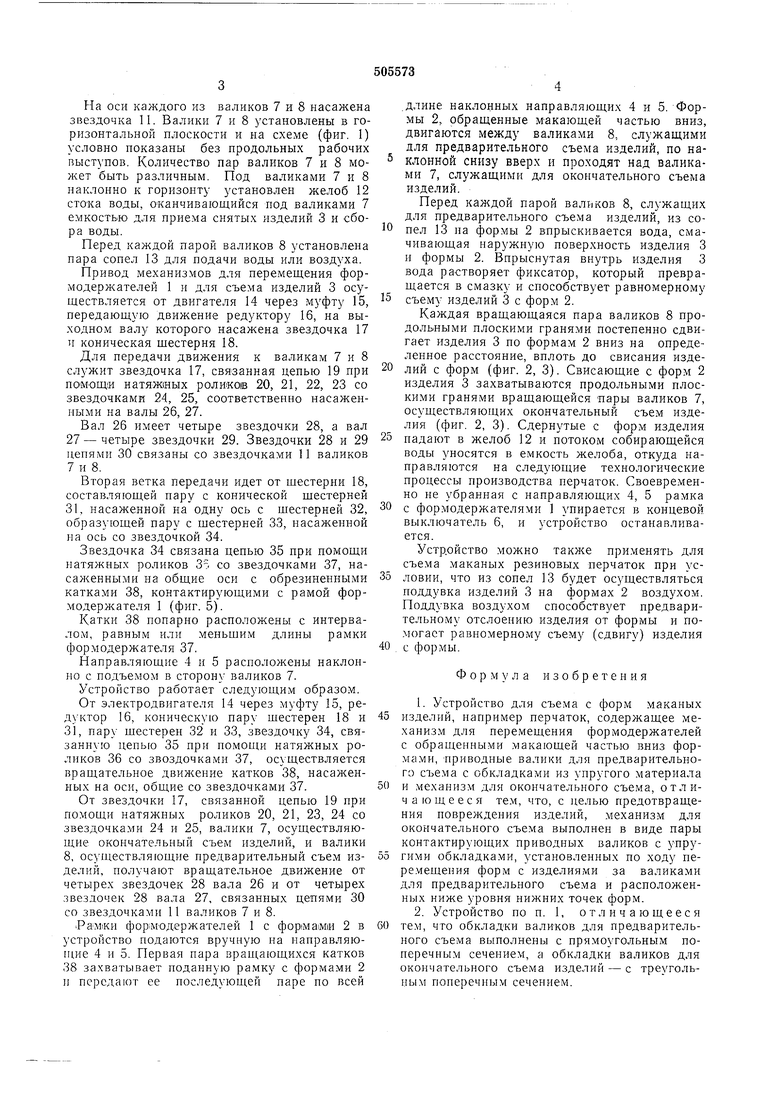
Обкладки валиков для нредварительиого съема выполнены с прямоугольным поперечным сечением, а обкладки валиков для окончательного съема изделия - с треугольным поперечным сечением.
На фиг. 1 схематично показано предлагаемое устройство; на фиг. 2 и 3 - валики, осуществляющие окончательный съем изделий; на фиг. 4 и 5 - валики, осуществляющие
предварительный съем изделий.
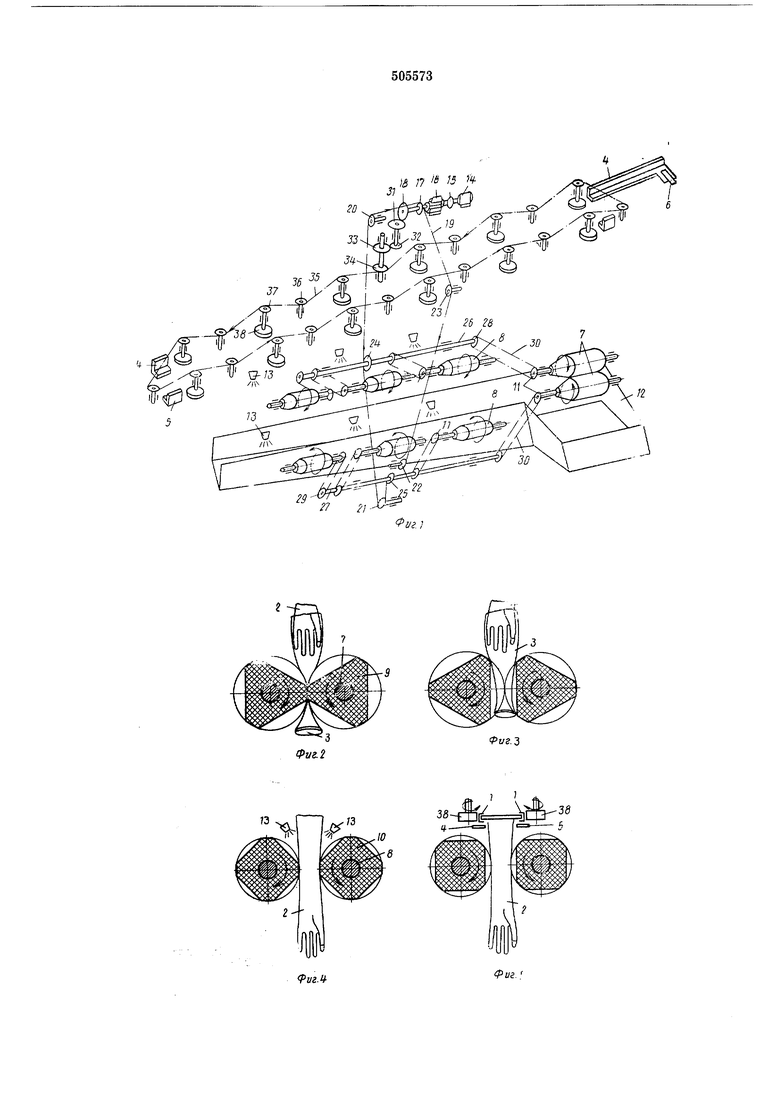
Устройство содержит механизм для перемещения формодержателей 1 с обращенными макающей частью вниз формами 2 с изделиями 3. Направляющие 4 и 5, условно показанные на фиг. 1 только в начале и в конне устройства, служат для перемещения по ним рамок с формодержателями 1. В конце направляющей 4 установлен концевой выключатель 6. Механизм для съел1а изделий 3 содержит
пару приводных валиков 7, осуществляющих окончательный съем изделий, и три пары валиков 8, осуществляющих предварительный съем изделий. Валики 7 установлены по ходу перемещения форм 2 за валиками 8 для нредверительного съема и расноложены ниже уровня нижних точек фор.м 2. Каждый валик снабжен обкладкой из упругого материала, выполненной с продольными плоскими гранями.
Обкладки 9 валиков 7, осуществляющих окончательный съем изделий, выполнены с треугольным поперечным сечением, а обкладки 10 валиков 8, осуществляющих предварительный съем изделий, - с треугольным
ноперечны.м сечением.
На оси каждого из валиков 7 и 8 насал-сена звездочка 11. Валики 7 и 8 установлены в горизонтальной плоскости и на схеме (фиг. 1) условно иоказаны без нродольных рабочих выступов. Количество пар валиков 7 и 8 может быть различным. Под валиками 7 и 8 наклонно к горизонту установлен желоб 12 стока воды, оканчивающийся под валиками 7 емкостью для приема снятых изделий 3 и сбора воды.
Перед каждой парой валиков 8 установлена пара сопел 13 для подачи воды или воздуха.
Привод механизмов для перемещения формодержателей 1 и для съема изделий 3 осуществляется от двигателя 14 через муфту 15, передающую движение редуктору 16, на выходном валу которого насажена звездочка 17 и коническая щестерня 18.
Для передачи движения к вал,икам 7 и 8 служит звездочка 17, связанная цепью 19 при помощи натяжиых роликов 20, 21, 22, 23 со звездочками 24, 25, соответственно насаженными на валы 26, 27.
Вал 26 имеет четыре звездочки 28, а вал 27 -- четыре звездочки 29. Звездочки 28 и 29 цепями 30 связаны со звездочками 11 валиков 7 и 8.
Вторая ветка передачи идет от щестерни 18, составляющей пару с конической щестерней 31, насаженной на одну ось с щестерней 32, образующей пару с щестерней 33, насаженной па ось со звездочкой 34.
Звездочка 34 связана цепью 35 при помощи натяжных роликов 35 со звездочками 37, насаженными на общие оси с обрезиненными катками 38, контактирующими с рамой формодержателя 1 (фиг. 5).
Катки 38 попарно расположены с интервалом, равным или меньшим длины рамки формодержателя 37.
Направляющие 4 и 5 расположены наклонно с подъемом в сторону валиков 7.
Устройство работает следующим образом.
От электродвигателя 14 через муфту 15, редуктор 16, коническую пару щестерен 18 и 31, пару щестерен 32 и 33, звездочку 34, связанную цепью 35 при помощи натяжных роликов 36 со звоздочками 37, осуществляется вращательное движение катков 38, насаженных на оси, общие со звездочками 37.
От звездочки 17, связанной цепью 19 при помощи натяжных роликов 20, 21, 23, 24 со звездочками 24 и 25, валики 7, осуществляющие окончательный съем изделнй, и валики 8, осуществляющие предварительный съем изделий, получают вращательное движение от четырех звездочек 28 вала 26 и от четырех звездочек 28 вала 27, связанных цепями 30 со звездочками 11 валиков 7 и 8.
PaMtKH фор1модержателей 1 с фор1ма1М1И 2 в устройство подаются вручную на направляюHUie 4 и 5. Первая пара вращающихся катков 38 захватывает поданную рамку с формами 2 и передают ее последующей паре по всей
длине наклонных направляющих 4 и 5. Формы 2, обращенные макающей частью вннз, двигаются между валиками 8, служащими для предварительного съема изделий, по наклонной снизу вверх и проходят над валиками 7, служащими для окончательного съема изделий.
Перед каждой парой валиков 8, служащих для предварительного съема изделий, из сопел 13 на формы 2 впрыскивается вода, смачивающая наружную поверхность изделия 3 и формы 2. Впрыснутая внутрь изделия 3 вода растворяет фиксатор, который превращается в смазку и способствует равномерному
съему изделий 3 с форм 2.
Каждая вращающаяся пара валиков 8 продольными плоскими гранями постепенно сдвигает изделия 3 по формам 2 вниз на определенное расстояние, вплоть до свисания издеЛИЙ с форм (фиг. 2, 3). Свисающие с форм 2 изделия 3 захватываются продольными плоскими гранями вращающейся пары валиков 7, осуществляющих окончательный съем изделия (фиг. 2, 3). Сдернутые с форм изделия
иадают в желоб 12 и потоком собирающейся воды уносятся в емкость желоба, откуда направляются на следующие технологические процессы производства перчаток. Своевременно не убранная с направляющих 4, 5 рамка
с формодержателями 1 упирается в концевой выключатель 6, и устройство останавливается.
Устройство можно также применять для съема маканых резиновых перчаток при условии, что из сопел 13 будет осуществляться поддувка изделий 3 на формах 2 воздухом. Поддувка воздухом способствует предварительному отслоению изделия от формы и помогает равномерному съему (сдвигу) изделия
с формы.
Формула изобретения
1.Устройство для съема с форм маканых изделий, иапример перчаток, содержащее механизм для перемещения формодержателей с обращенными макающей частью вниз формами, Приводные валики для предварительного съема с обкладками из упругого материала
и механизм для окончательного съема, отличаю nj, е е с я тем, что, с целью предотвращения повреждения изделий, механизм для окончательного съема выполнен в виде пары контактирующих приводных валиков с упругими обкладками, установленных по ходу перемещения форм с изделиями за валиками для предварительного съема и расположенных ниже уровня нижних точек форм.
2.Устройство по п. 1, отличающееся тем, что обкладки валиков для предварительного съема выполнены с прямоугольным поперечным сечением, а обкладки валиков для окончательного съема изделий - с треугольным поперечным сечением.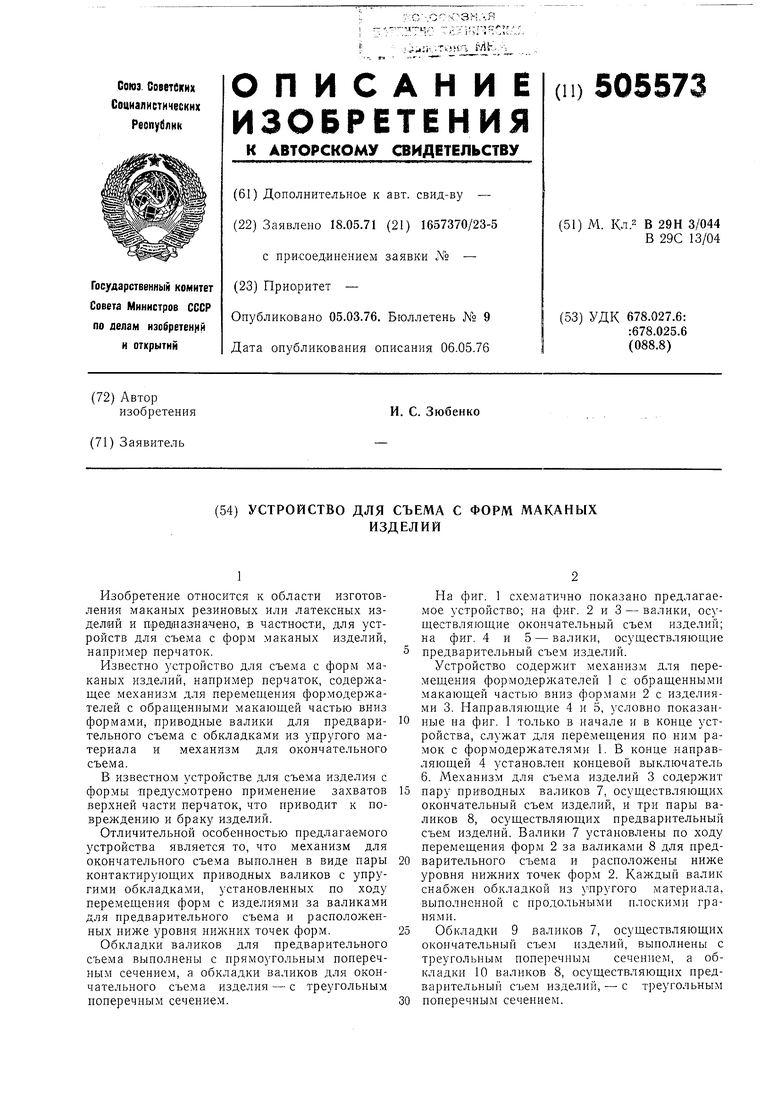
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ ТРАНСПОРТЕР-ПЕРЕГРУЗЧИК ФОРМОДЕРЖАТЕЛ Ей | 1969 |
|
SU238776A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158200C1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU223298A1 |
| Аппарат для производства маканных изделий | 1960 |
|
SU132793A1 |
| ЦЕПНОЙ КОНВЕЙЕР СО ЗВЕНЬЯМИ ДЛЯ КРЕПЛЕНИЯ, | 1971 |
|
SU304146A1 |
| Устройство для отмывки гелия с заготовок маканых изделий | 1979 |
|
SU925660A1 |
| Способ изготовления резино-трикотажных перчаток (его варианты) | 1981 |
|
SU1017704A1 |
| Ванна для изготовления заготовок маканых изделий | 1972 |
|
SU439403A1 |
| УСТРОЙСТВО для ПЕРЕГРУЗКИ ФОРМОДЕРЖАТЕЛЕЙ | 1969 |
|
SU233883A1 |
| Устройство для закатки венчиков маканых изделий на форме | 1972 |
|
SU469609A1 |