Известны агрегаты для непрерывного изготовления маканых резиновых изделий, например хирургических перчаток из резинового клея, включающие камеры сушки, вулканизации и охлаждения, разделенные в корпусе, на верхних и нижних рамах которого смонтированы транспортные средства шагового перемещения формодержателей с формами, воздуховоды приточной и вытяжной вентиляции, макательные ванны и устройства для нанесения глицерина на формы и талька на изделия, для закатки венчика и съема на отборочный транспортер готовых изделий.
В известных агрегатах формодержатели с формами для их шагового перемещения, подъема и опускания связаны с цепным бесконечным конвейером, непригодным для применения сменных подвижных и периодически фиксируемых поворотных или вращаемых плит-формодержателей, на каждой из двух и более сторон которых жестко закреплены группы форм для изготовления маканых изделий заданной конфигурации, поэтому эти агрегаты имеют сравнительно низкую производительность, при невысоком качестве изделий, и не рассчитаны на расширение диапазона изготовления различных видов маканых изделий.
Предлагаемый агрегат отличается тем, что формы жестко закреплены на плитах-формодержателях, поворотных на осях рам, подвижных от силовых цилиндров шагового перемещения, подъема и опускания их, с помощью горизонтально расположенных рельсовых направляющих, смонтированных на верхних и нижних продольных рамах корпуса и на столах, подвижных по вертикали и связанных с отсекателями подвижных рам.
Этот агрегат отличается также тем, что каждая из подвижных рам выполнена со втулками их фиксации и с осью поворота формодержателя, на конце которой закреплен двухсторонний лопастной поводок, выполненный с двумя концевыми и одним боковым роликами, взаимодействующими с деталями механизмов фиксации и поворота формодержателя.
Кроме того, каждый из механизмов поворота формодержателя, смонтированных на рамах корпуса над макательными ваннами и устройствами для нанесения талька и съема изделий, выполнен в виде гидроцилиндра со штоком-зубчатой рейкой, входящей в зацепление с зубчатым колесом, на оси которого закреплен проходной поводок, взаимодействующий с боковым роликом двухстороннего поводка.
А каждый из механизмов фиксации формодержателя, смонтированных на рамах корпуса над макательными ваннами, выполнен в виде силового цилиндра со штоком, на котором закреплена планка, взаимодействующая с двухсторонним поводком.
В агрегате применены подвижные скользящие шиберы, перекрывающие проемы в переборках камер и отсеков корпуса, и формы, жестко закрепленные с двух и более сторон на формодержателе, выполненном в виде прямоугольной плиты или многоугольной призмы.
Такая конструкция агрегата повышает производительность труда и качество изделий с расширением диапазона изготовления различных видов маканых изделий за счет применения сменных и периодически фиксируемых при шаговом перемещении подвижных рам с поворотными или вращающимися плитами-формодержателями, на которых жестко закреплены с двух и более сторон группы форм для изготовления маканых изделий заданной конфигурации.
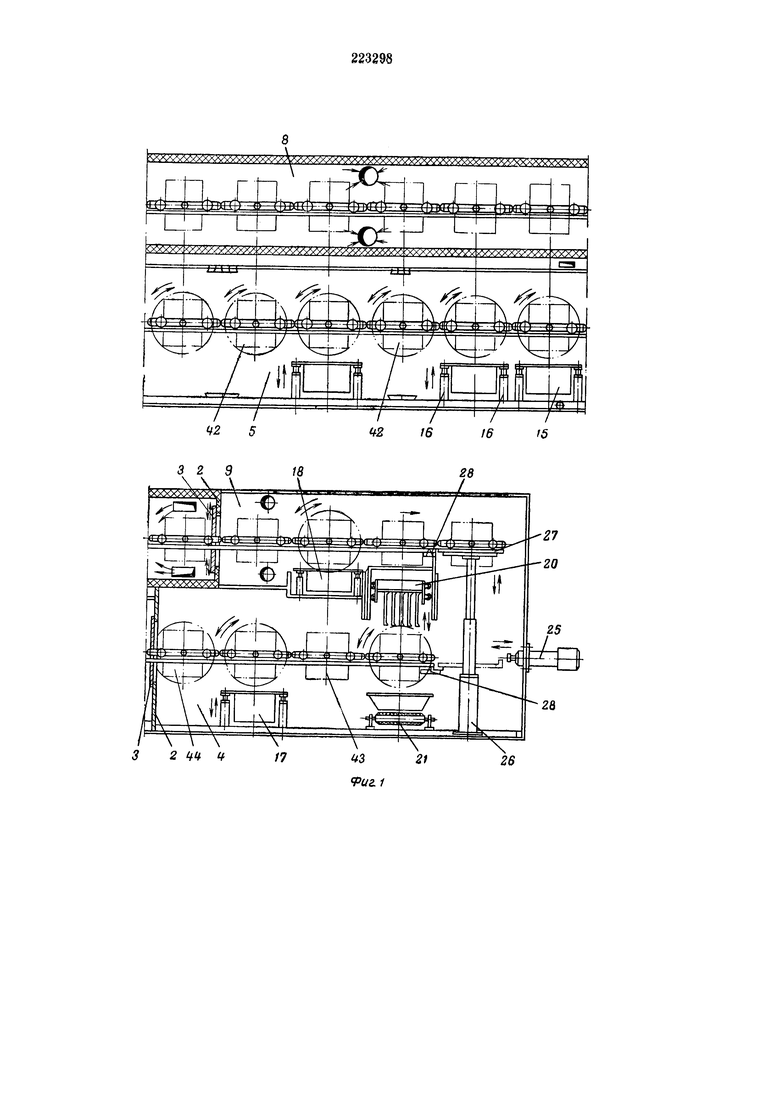
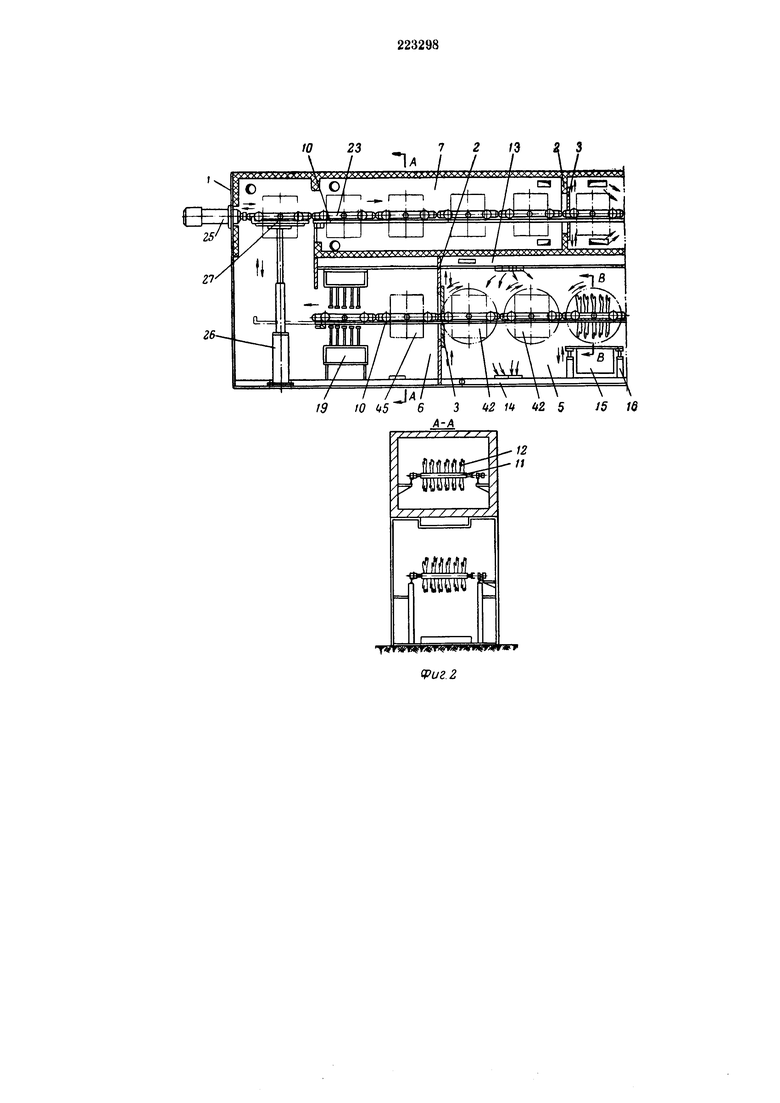
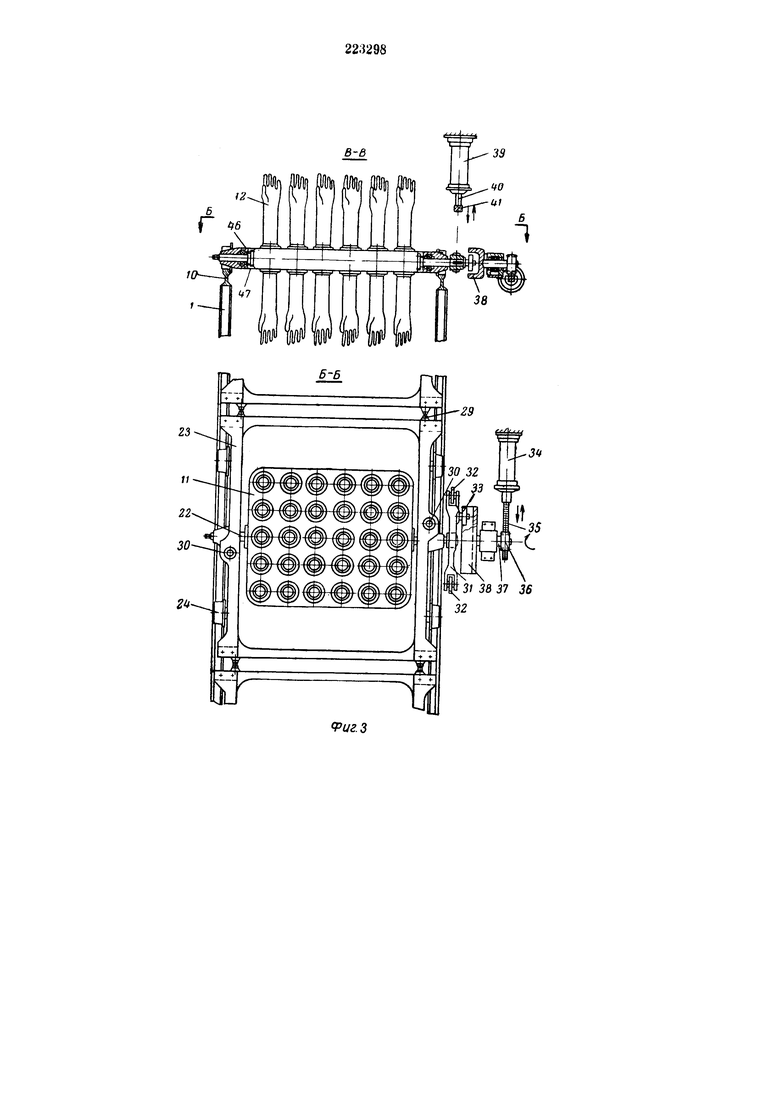
На фиг. 1 показана схема агрегата; на фиг. 2 - поперечное сечение агрегата, разрез по А-А на фиг. 1; на фиг. 3 - подвижная рама в двух проекциях с механизмами фиксации и поворота формодержателей.
Корпус 1 агрегата разделен переборками 2 и подвижными скользящими шиберами 3 на отсеки 4, 5 и 6 для установки устройств агрегата и на камеры 7, 8 и 9 для сушки, вулканизации и охлаждения изделий. На верхних и нижних продольных рамах корпуса 1 смонтированы рельсовые направляющие 10 для шагового перемещения формодержателей 11 с формами 12, воздуховоды 13 и 14 приточной и вытяжной вентиляции, макательные ванны 15, подвижные по вертикали от силовых цилиндров 16, устройства 17 и 18 для нанесения глицерина на формы 12 и талька на изделия, а также устройства 19 и 20 для закатки венчика и съема на отборочный конвейер 21 готовых изделий.
Формы 12 жестко закреплены на плитах-формодержателях 11, поворотных или вращающихся в подшипниках на осях 22 рам 23. Последние подвижны на роликах 24 от силовых цилиндров 25 и 26 шагового перемещения, подъема и опускания рам с помощью горизонтально расположенных рельсовых направляющих 10, смонтированных на верхних и нижних продольных рамах корпуса 1 и на столах 27. Столы в свою очередь подвижны по вертикали и связаны с отсекателями 28 подвижных рам.
Каждая из подвижных рам 23 выполнена с буферными упорами 29, втулками 30 для фиксации рам на позициях съема готовых изделий, нанесения глицерина на формы и закатки венчиков. На конце оси 22 вращения формодержателя закреплен двухсторонний лопастной поводок 31, выполненный с двумя концевыми роликами 32, взаимодействующими с копирами (на чертеже не показаны), или с деталью механизма фиксации формодержателя и с третьим боковым роликом 33, взаимодействующим с деталью механизма поворота формодержателя 11.
Механизм поворота формодержателя выполнен в виде гидроцилиндра 34 со штоком - зубчатой рейкой 35, входящей в зацепление с зубчатым колесом 36, на оси 37 которого закреплен проходной поводок 38, взаимодействующий с боковым роликом 33 двухстороннего поводка 31.
Механизм фиксации формодержателя выполнен в виде силового цилиндра 39 со штоком 40, на котором закреплена планка 41, взаимодействующая с двухсторонним поводком 31.
В агрегате применены подвижные скользящие шиберы 3, перекрывающие проемы в переборках 2 камер 7, 8 и 9 сушки, вулканизации и охлаждения изделий и отсеков 4, 5 и 6 установки устройств для нанесения глицерина на формы, макания форм и закатки венчика изделий, а также формы 12, жестко закрепленные с двух и более сторон на плитах-формодержателях 11, выполненных в виде прямоугольной плиты или многоугольной призмы (на чертеже не показана).
Подвижная рама 23 выполнена с осью 22 для поворота формодержателя 11 на позициях макания, талькирования и съема готовых изделий и для вращения на позициях 42 подсушки изделий в отсеке 5. В отсеках 4 и 6 предусмотрены контрольные позиции 43, 44 и 45. Подвижные рамы 23 выполнены с верхними и нижними параллельными плоскостями 46 и 47 для осуществления плотного смыкания шиберов 3.
После съема готовых изделий на отборочный конвейер подвижную раму с формодержателем и формами, с помощью верхнего силового цилиндра-толкателя, отсекателей и силового цилиндра подвижного стола, подают на нижнюю ветвь рельсовых направляющих. Подвижные рамы, сомкнутые на нижних направляющих пооредством буферных упоров, последовательно с шаговым перемещением подают с помощью нижних силовых цилиндров-толкателей к устройству для нанесения глицерина на формы, к макательным ваннам, к позициям подсушки и контроля качества заготовок, далее к устройству для закатки венчика. Затем подвижные рамы с формодержателями и формами с помощью силового цилиндра подъема стола последовательно подают на верхнюю ветвь рельсовых направляющих в камеры сушки, вулканизации и охлаждения изделий, к устройствам для талькирования и съема готовых изделий на отборочный конвейер. Таким образом, цикл непрерывной автоматической работы агрегата для изготовления маканых изделий повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕПНОЙ КОНВЕЙЕР СО ЗВЕНЬЯМИ ДЛЯ КРЕПЛЕНИЯ, | 1971 |
|
SU304146A1 |
| Аппарат для производства маканных изделий | 1960 |
|
SU132793A1 |
| АГРЕГАТ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1966 |
|
SU183933A1 |
| ФОРМОДЕРЖАТЕЛЬ К АГРЕГАТУ ДЛЯ ИЗГОТОВЛЕНИЯ МАКАНЫХ ИЗДЕЛИЙ ИЗ ЛАТЕКСА | 1973 |
|
SU363607A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158200C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЪЕМА С ФОРМ МАКАНЫХ ИЗДЕЛИЙ | 1968 |
|
SU221250A1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ С ФОРМ | 1992 |
|
RU2015899C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| КОНВЕЙЕР-ПЕРЁГРУЗЧИК ШТУЧНЫХ РЕЗИНОВЫХЗАГОТОВОК | 1969 |
|
SU233884A1 |
| УСТРОЙСТВО для ПЕРЕГРУЗКИ ФОРМОДЕРЖАТЕЛЕЙ | 1969 |
|
SU233883A1 |
1. Агрегат для непрерывного изготовления маканых резиновых изделий, например хирургических перчаток из резинового клея, включающий камеры сушки, вулканизации и охлаждения, разделенные в корпусе, на верхних и нижних рамах которого смонтированы транспортные средства перемещения формодержателей с формами, воздуховоды приточной и вытяжной вентиляции, макательные ванны, подвижные по вертикали от силовых цилиндров, и устройства для нанесения глицерина на формы и талька на изделия, для закатки венчика и съема на отборочный конвейер готовых изделий, отличающийся тем, что, с целью повышения производительности агрегата и качества изделий, с расширением диапазона изготовления различных видов маканых изделий, формы жестко закреплены на плитах-формодержателях, поворотных на осях рам, подвижных от силовых цилиндров шагового перемещения, подъема и опускания их с помощью рельсовых направляющих, смонтированных на верхних и нижних продольных рамах корпуса и на столах, подвижных по вертикали и связанных с отсекателями подвижных рам.
2. Агрегат по п. 1, отличающийся тем, что каждая из подвижных рам выполнена со втулками их фиксации и с осью поворота формодержателя, на конце которой закреплен двухсторонний лопастной поводок, выполненный с двумя концевыми и одним боковым роликами, взаимодействующими с деталями механизмов фиксации и поворота формодержателя.
3. Агрегат по пп. 1 и 2, отличающийся тем, что каждый из механизмов поворота формодержателя, смонтированных на рамах корпуса над макательными ваннами и устройствами для нанесения талька и съема изделий, выполнен в виде гидроцилиндра со штоком-зубчатой рейкой, входящей в зацепление с зубчатым колесом, на оси которого закреплен проходной поводок, взаимодействующий с боковым роликом двухстороннего поводка.
4. Агрегат по пп. 1-3, отличающийся тем, что каждый из механизмов фиксации формодержателя, смонтированных на рамах корпуса над макательными ваннами, выполнен в виде силового цилиндра со штоком, на котором закреплена планка, взаимодействующая с двухсторонним поводком.
5. Агрегат по пп. 1-4, отличающийся тем, что применены подвижные шиберы, перекрывающие проемы в переборках камер и отсеков корпуса, и формы, жестко закрепленные с двух и более сторон на формодержателе, выполненном в виде прямоугольной плиты или многоугольной призмы.
