Изобретение относится к автоматизации технологических процессов, связанных со сборкой, комплектовкой и транспортированием ферромагнитных деталей при помощи электромагнитного поля, и может быть применено для порционной выдачи группы деталей, установленных с интервалО|М для их последующего кассетирования.
Известен- способ набора стопы ферромагнитных деталей втягиванием их в неоднородное магнитное поле, например в межполюсное пространство электромагнита.
Цель изобретения - обеспечить надежный захват и комплектование группы, состоящей из определенного количества деталей.
Это достигается тем, что на детали воздействуют дополнительной немагнитной силой, выталкивающей их из магнитного поля, причем на границе отсекаемой стопы величина этой силы-сначала равна, а затем превышает силу, создаваемую электромагнитом.
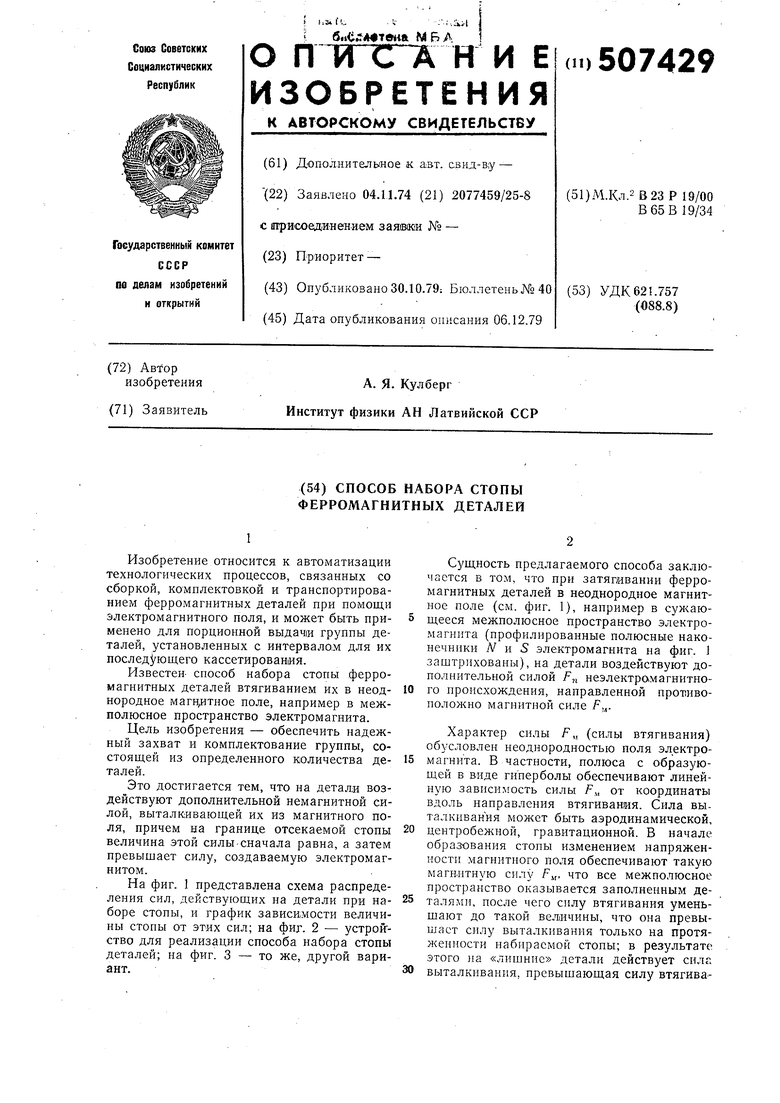
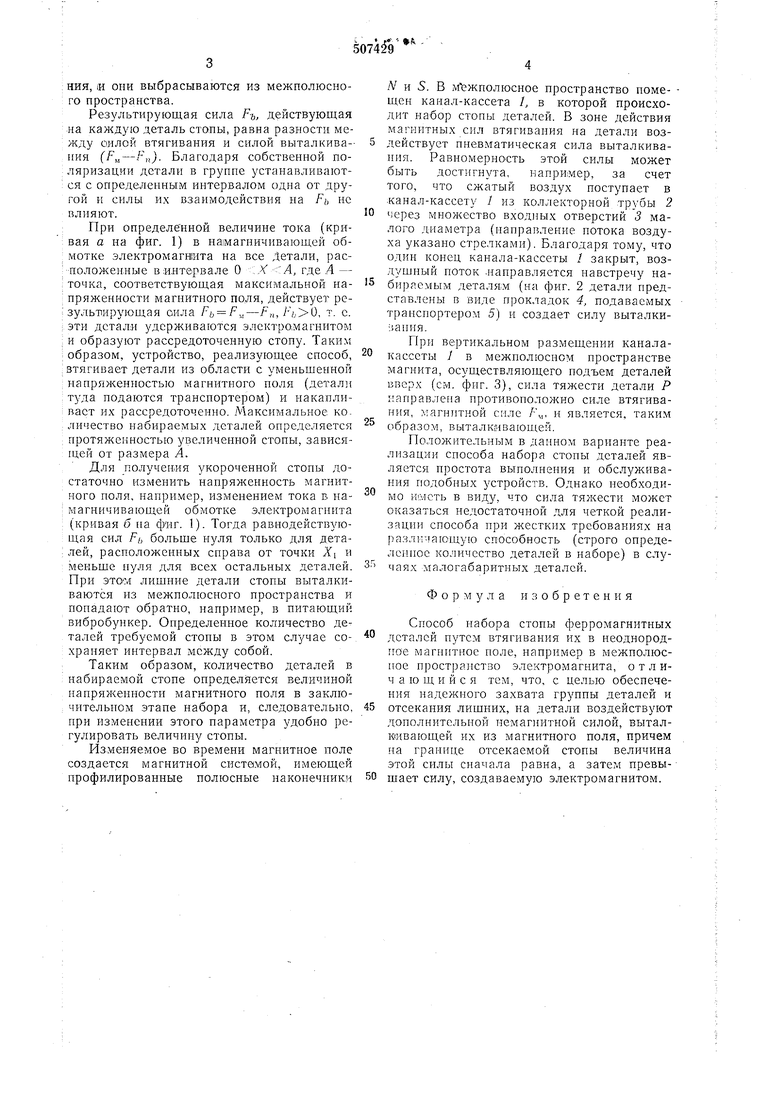
На фиг. 1 представлена схема распределения сил, действующих на детали при наборе стопы, и график зависимости величины стопы от этих сил; на фиг. 2 - ycTpoirство для реализации способа набора стопы деталей; на фиг. 3 - то же, другой вариант.
Сущность предлагаемого способа заключается в том, что при затягивании ферромагнитных деталей в неоднородное магнитное поле (см. фиг. 1), например в сужающееся межполюсное пространство электромагнита (профилированные полюсные наконечники N и S электромагнита на флг. 1 заштрихованы), на детали воздействуют дополнительной силой Fn неэлектрамагнитного происхождения, направленной противоположно магнитной силе F,.,.
Характер силы Р„ (силы втягивания) обусловлен неоднородностью поля электромагнита. В частности, полюса с образующей в виде гиперболы обеспечивают линейную зависимость силы Р„ от координаты вдоль направления втягивания. Сила выталкивания может быть аэродинамической, центробежной, гравитационной. В начале образования стопы изменением напряженности магнитного поля обеспечивают такую магнитную силу F,, что все межполюсное пространство оказывается заполненным деталями, после чего силу втягивания уменьшают до такой величины, что она превышает силу выталкивания только на протяженности набираемой стопы; в результате этого на «лишние детали действует сила
выталкивания, превышающая силу втягивания, и они выбрасываются из межполюсного пространства. Результирующая сила РЪ, действующая на каждую деталь стопы, равна разности между силой втягивания и силой выталкива-иия (F,-F,,j. Благодаря собственной поляризации хТ,етали в группе устанавливаются с оиределенным интервалом одна от другой и силы их взаимодействия на РЪ не влияют. : При определенной величине тока (кри: вая а на фиг. 1) в намагничивающей обмотке электромагнита на все Детали, рас; положенные виитервале О :Х А, где А - точка, соответствующая максимальной напряженности магнитного подя, действует ре: зультирующая сила Рь Р,-/„, f;,,0, т. с. i эти детали удерживаются электрО;магнитом : и образуют рассредоточенную стопу. Таким ; образом, устройство, реализующее способ, втягивает детали из области с уменьшенной напряженностью магнитного иоля (детали : туда подаются транспортером) и иакапливаст их рассредоточенио. Максимальное количество набираемых деталей определяется протяженностью увеличенной стопы, зависящей от размера А. Для получения укороченной стоны достаточно изменить напряженность магнитного иоля, например, изменением тока в намагничивающей обмотке электромагнита (кривая б иа фиг. 1). Тогда равиодействующая сил -Fft больп:е нуля только для дета; лей, расположенных справа от точки Х и меньше нуля для всех остальных деталей. При это(м лишние детали стопы выталкиваются из межиолюсного пространства и попадают обратно, например, в питающий вибробункер. Оиределеиное количество деталей требуемой стопы в этом случае сохраияет интервал между собой. Таким образом, количество деталей в набираемой стопе определяется величиной напряженности магнитного поля в заключительном этапе набора и, следовательно, при изменении этого параметра удобно регулировать величипу стопы. Изменяемое во времени магнитное поле создается магнитной системой, имеющей профилированные полюсные наконечники iV и S. В лГежполюсное пространство номе- щен канал-кассета /, в которой происходит набор стопы деталей. В зоне действия магнитных сил втягиваиия на детали воздействует пневматическая сила выталкивания. РавиомернОСть этой силы может быть достигнута, например, за счет того, что сжатый воздух поступает в канал-кассету / из коллекторной трубы 2 через множество входных отверстий 3 малого диаметра (иаправление потока воздуха указано стрелками). Благодаря тому, что один конец канала-кассеты / закрыт, воздушный поток -направляется навстречу набираемым деталям (на фиг. 2 детали представлены в виде прокладок 4, подаваемых трапсиортером 5) и создает силу выталкинапия. При вертикальном размещеиии каиалакассеты 1 в межполюсиом пространстве магнита, осупдествляющего подъем деталей вверх (см. фиг. 3), сила тяжести детали Р направлена противоположно силе втягивания, магнитной силе /,, и является, таким образом, выталкивающей. Положительным в данном варианте реализации способа набора стопы деталей является простота выполнения и обслуживания подобных устройств. Однако необходимо HiMCTb в виду, что сила тяжести может оказаться недостаточной для четкой реализации способа при жестких требованиях на различающую способность (строго определеппое количество деталей в наборе) в случаях малогабаритных деталей. Формула изобретения Способ набора стопы ферромагнитных деталей путем втягивания их в неоднородное магнитное поле, например в межполюспое пространство электромагнита, отличающийся тем, что, с целью обеспечения надежного захвата группы деталей и отсекания лишпих, на детали воздействуют доиолнительной немагнитной силой, выталКивающей их из магнитного поля, причем иа границе отсекаемой стопы величина этой силы сначала равна, а затем превышает силу, создаваемую электромагнитом.