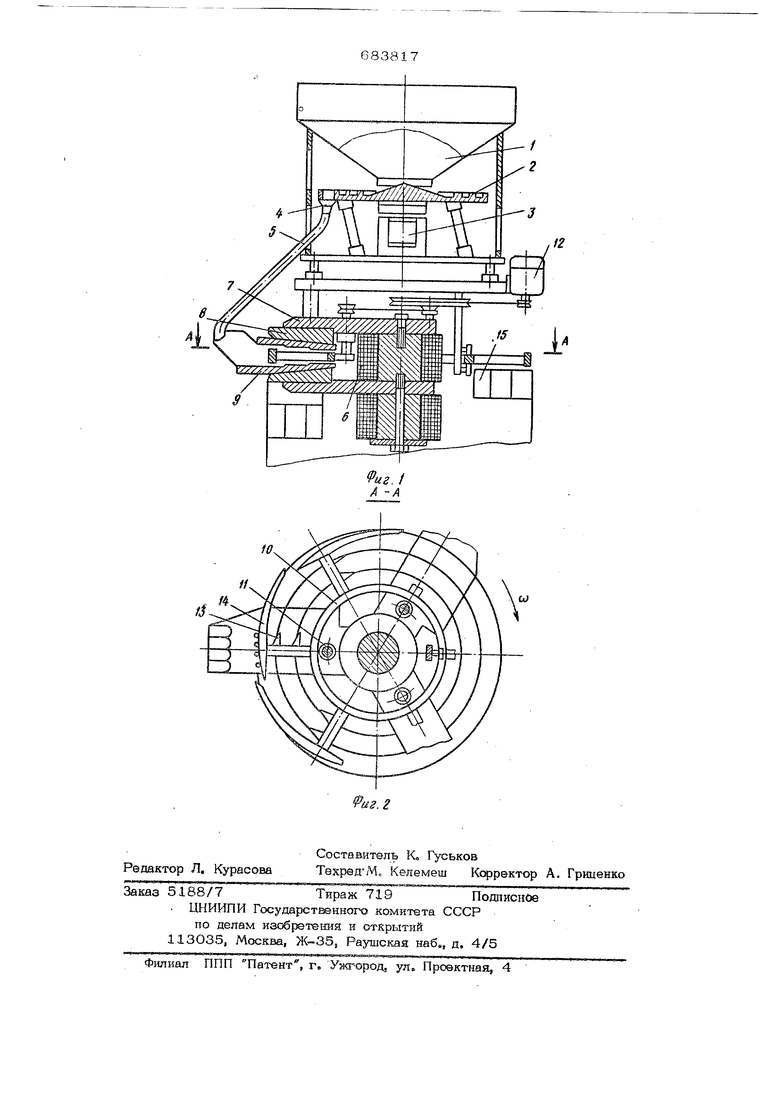
Изобретение относится к машиностроению, а именно к устройствам сортировки по длине ферромагнит 1ых стержневых деталей, н кгожет быть использовано во все отраслях народного хоз51йства, где требуется производить 1ОО%-ный контроль по длине таких деталей, как гвозди, шурупы, валики втулочно-ропиковых цепей, роликов игольчатых подшипников и ТоД, Известно много разнообразных контрол но-сортировочных устройств и автоматов для сортировки удлиненных деталей. Etee известные устройства могкно, в основном, разделить на следующие группы. Устройства, в которых контролируемые детали поштучно в ориентированном ноложении загружаются в транспортный ротор с карманами или пазами для удержания детали в правильном положении относительно измерительных баз |lj. Недостатками таких устройств при испольаоаании их в массовом производстве является низкая производительность, необходимость BTOpiwHoro ориентирования при загрузке в ротор и низкая надежность работы для деталей, имеющих острые концы или грани. Известны устройства для сортировки деталей массового производства, в которых контроль и сортировка производятся со значительной производительностью |2j. Ориентирование в них относительно из мерительных баз производится под действием центробежных сил и сил трения, а сортировка производится в клиновых калибрах, К недостаткам данных устройств относится низкая точность сортировки, так как гравиташюнные силы не обеспечивают точного положения деталей относительно измерительных баз. Более надежное фиксирование ферромагнитных деталей относительно измерительных баз -можно дост1иь при использовании магнитных сил 3j. В этих устройствах также требуется производить ориентирование деталей и по- штучггую подачу irx в зону контроля. Кроме того, все устройства, onvieneH- iihie выше, как правило, не могут устойчиво работать при попадании и деформированных деталей, что часто cnj-naeT ся при сортировке массовых деталей, Для устранения указанных недостатков создаются специальные автоматы 4}, Известно также устройство для сортировки ферромагнитных удлиненных деталей сортировка которых в зависимости от раэ личных магнитных свойств производится в межполюсном пространстве магнитостатического поля. В этом устройстве детали порциями загружаются в межполюсное .трост ранст,во вертикально расположенной магнитной ориентирующей системы, где детали группируются на различных уровнях по высоте полюсников Затем рассортированные таким образом детали селективно выводятся из межполюсного пространства с помощью спешшльных шиберову К недостаткам этого устройства относится низкая производительность, обусловленная необходимостью порционной загру ки и выгрузки деталей в процессе сорти- ровкИ( что усложняет автоматику устройства и его надежность. Целью изобретения является разработка простого и надежного автомата с проиэводительностью не менее 20000 деталей в -час, имеющих острые концы при непрерывной загрузке в зону сортировки, в массе которых могут встречаться и гнутые детали. Поставленная цель достигается тем, что в автомате сортирующее устройство выполнено в виде ротора, установленного с возможностью врапзэния в неоднородном магнитном поле с традиен-том, направленны К центру ротора, и силовыми пиниями, параллельными оси ротора, что обеспечивает бесконтактное одновременное воздействие на несколько контролируемых деталей (воздействия как на нормальные, так и на гнутые детали аналогичны) и вл чет за собой увеличение производительности. Ротор снабжвн спицами с закрепла гвыми на них радиальными рассекателями и сортировочными зубьями, обеспечивающими надежный вывод как нормальных, та и пнутых расхгортированных деталей. На фиг, 1 показан предлагаемый автомат| на фиг, 2 - разрез А-А фиг, 1, Автомат состоит из загрузочного устройства, выполненного в виде бункера-накопктеля 1 и многоручьевого вибрационного питателя 2 с приводом от электромагнита 3. На периферии чаши питателя 2 равномерно расположены воронки 4 с де тале проводам и 5. Под загрузочным устройством расположено магнитно-сортирующее устройство, содержащее электромагнитную катушку б, питаемую постоянным током, магнитопроводы 7 и полюсники 8, образующие меяшу собой V-образный (клиновой) зазор, уменьшающийся к центру магнитной системы. На полюсниках 8 жестко закреплены диамагнитные пластины 9 с выступами, выполненными по радиусам, образующим между собой калибр-классификатор. Между пластинами 9 калибра-классификатора расположен ротор Ю, приводимый во вращение через приводные ролики 13. от электродвигателя 12. На роторе 1О жестко закреплены спицы с закрепленными на них сортировочными зубьями 13 и рассекатели 14, образующие между соседними концами канал для прохода деталей к cooтвeтc.твyющIПv ступеням калибра-классификатора. Сортировочные зубья 13 ротора расположены в соответствии со стуneHHivin пластин 9 калибра-классификатора, нижними пластинами 9 расположены приемные бункера 15, выполненные в виде круговых секций. Автомат работает следующим образок Детали из бункера 1 попадают на мноГОПОЗИ1ШОННЫЙ питатель 2 и под действием вибраций электромагнита 3 по спиральным канавкам движутся к периферии и попадают в приемные воронки 4. Далее по деталепроводу 5 детали попадают в зону действия магнитного неоднородного пол51, создаваемого при подаче постоянного напряжения на электромагнитную катушку 6. Магнитная индукция от катущки- 6 по магнитопроводам 7 проходит к полюсникам 8 и благодаря у-образному зазору в кегнитном пространстве образуется неоднородное магнитное поле, градиент которого направлен в сторону уменьшающихся размеров калибра-классификатора, а силовые линии его перпендикуляр11Ы плоскости симметрии последнего. Поступившие из питателя детали ориентиру1ртся вдоль силовых линий , магнитного поля и под действием градиента неоднородного поля прижимаются к рассекателям 14 с определенным интервалом друг от друга (одноименно намагниченные ферромагнитные детали отталкиваются друг от друга). При врашЕНИи ротора 10 от электродвигателя 12 ориентированные магнитным полем детали скользят по нару жной поверхности рассекателей 14 и при прохожде 1ии щели между соседними концами рассекателей через межполюсное пространство по одной втягиваются в простра ство калибра-классификатора, перемещаясь перпендикулярно оси сик-гметрии калибра, т.е. обеспечивается правильное положение детали относительно измерительных баз. Перемещаемые под действием градиента неоднородного поля детали в зависимости от фактических размеров устанавливаются на соответствующей ступени калибра. Непрерывно вращаюшзшся ротор 1О со тировочными зубьями 13 отводит остановившиеся у выступов детали своими скосами, а затем перемещающиеся по радиусу спицы выводят детали из зоны деистВИЯ магнит ого поля, и они под действием собственного веса падают в соответствую щие приемные бункеры 15. Таким образом, совмещение непрерывной загрузки магнитных сортировочЕШХх устройств с поршюнной выгрузкой позволяет просто и надежно автоматизировать процесс Сортировки ферромагнитных удлиненных деталей. Для повышения производительности автомата относительно электромагнитной ка тушки можно расположить несколько калибров-классификаторов, В предложенном автомате применено три сортирОЕЮчных калибра, расположенных относительно друг друга через 120 . При попадании гнутых деталей их сортировка производится точно таким же образом, а если учесть, что гнутая деталь имеет меньший размер, чем годная, то та кие детали Т1опадают в брак по минимальному размеру. . Таким образом, конструкция данного автомата обеспечивает надежную его работу и при попадании гнутых деталей, На изготовленном опытном образце а&томата сортировалось более 60 тыс, деталей в час при высокой точности сортировки (+ 0,08 мм при 6 40 мм). Формула изобретения 1.Автомат для сортировки ферромагнитных деталей по длине, содержащий загрузочное устройство, сортирующее электромагнитное устройство с калибром-классификатором, 1а{ею1щтм сортировочные ступени и приемные лотки, отличающийся тем, что, с целью повышения производительности и расширения технологических возмохдаостей путем одновременной отбраковки гнутых деталей, сортирующее устройство выполнено в виде ротора, установленного с возможностью врашвния в неоднородном магнитном поле с градиентом, направленным к тнтру ротора, и силовыми линиями, параллельными оси ротора, и снабженнозх) спицами с закрепЛенными на них радиальными рассекателями и сортировочными зубьями, расположенными в соответствии со ступенями калибраклассификатора. 2.Автомат по п. 1, отличающ и и с я тем что калибр-классификатор выполнен в виде диамагнитных плас- тин с радиальной формой ступеней. Источники информащ и, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 336054, кл. В О7 С 5/ОО, 1971. 2.Авторское свидетельство СССР № 35803О, кл, В 07 В 13/О4, 1974. 3.Авторское свидетельство СССР № 349422, кл. В 07 С 5/06, 1977. 4. Патент ФРГ № 1929888, кл. В 07 С 5/06, 1970. 5. Заявка Японии № 51-1856, кл, 72 С 132, 1976.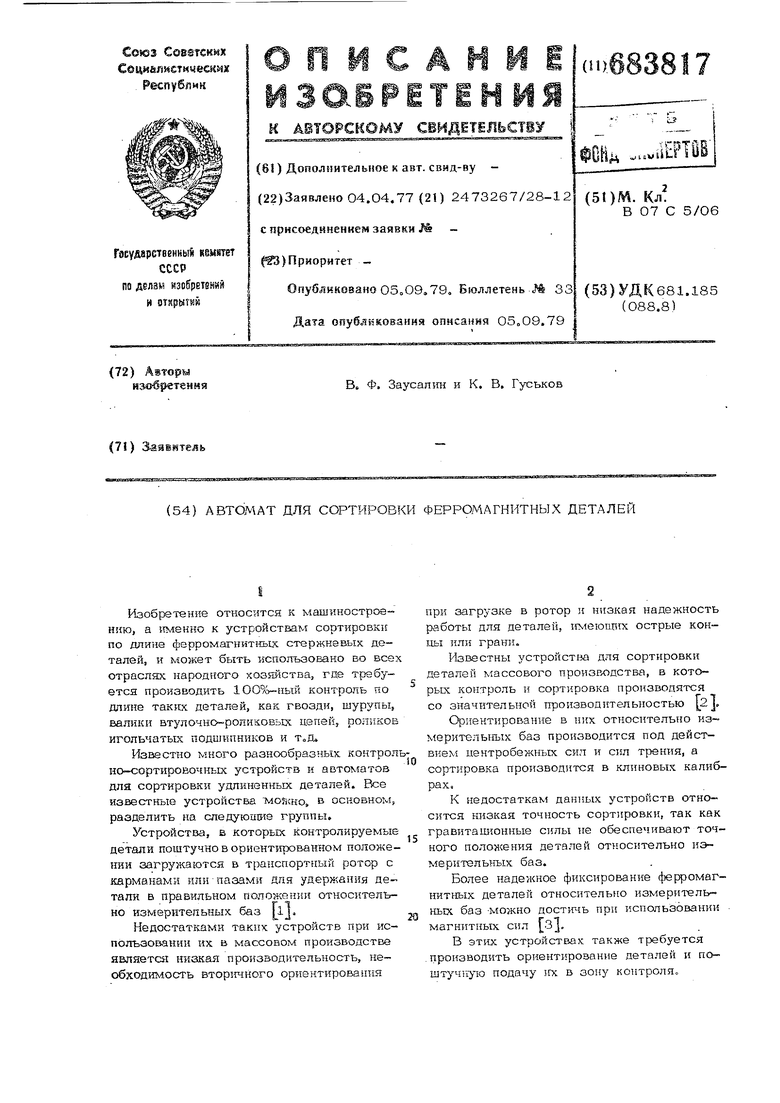

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сортировки ферромагнитных деталей | 1980 |
|
SU919763A2 |
| Автомат для контроля и сортировки ферромагнитных деталей | 1983 |
|
SU1163918A1 |
| Автомат классификации диодов | 1975 |
|
SU562883A1 |
| Устройство для поштучной выдачи ферромагнитных деталей | 1977 |
|
SU671987A1 |
| Устройство для разбраковки и сортировки по длине деталей из ферромагнитного материала | 1973 |
|
SU465233A1 |
| Система управления селективной сборкой | 1979 |
|
SU1054016A1 |
| Автомат для контроля и сортировки ферромагнитных деталей на размерные группы | 1976 |
|
SU588019A1 |
| Автомат с электроконтактными датчиками для контроля линейных величин деталей, например клапанов двигателей внутреннего сгорания | 1961 |
|
SU148247A1 |
| МАГНИТОГИДРОСТАТИЧЕСКИЙ СЕПАРАТОР | 2011 |
|
RU2464101C1 |
| Устройство для сортировки крепежных изделий | 1990 |
|
SU1780864A1 |