а третий дополнительный эле тре1магни 7 установлен на торцовой стенке накопителя.
Устройство работает следующим образом.
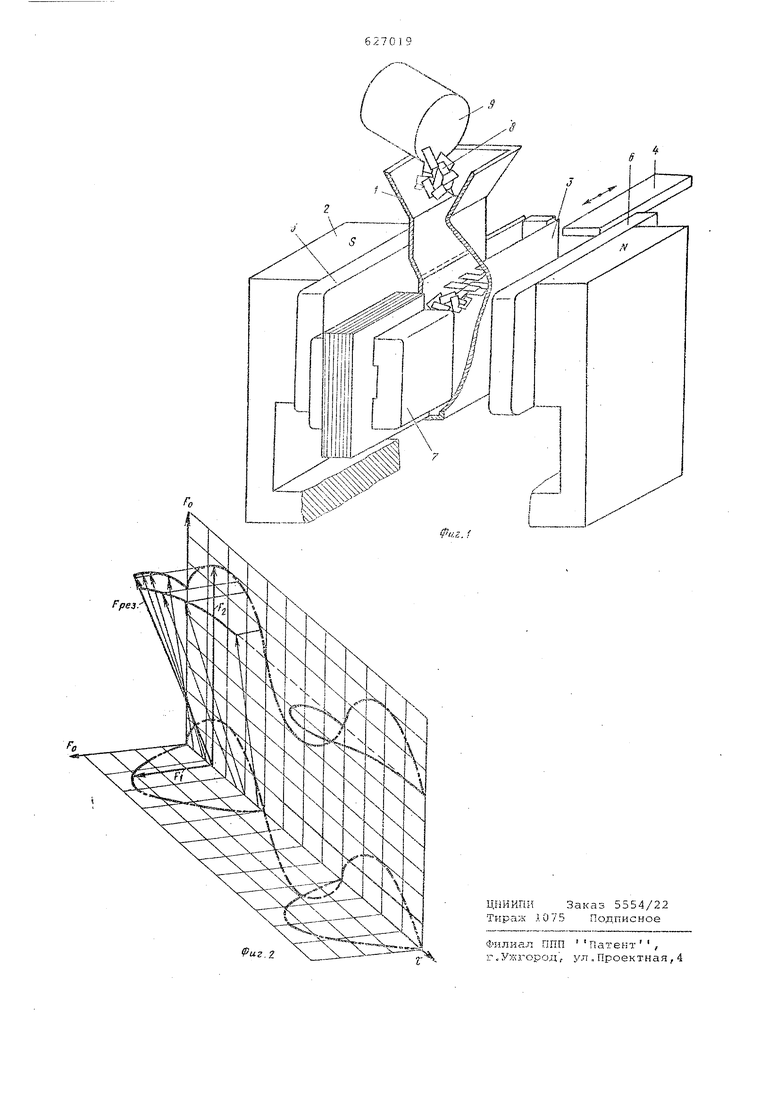
Детали 8 из технологической тары 9 подаются навалом через питающий лоток 1 в накопитель 3. Питающий лоток исключает воздействие полей на детали перед входом их в межполгосное пространство, устраняя образование плотных цепочек деталей. При входе деталей в магнитное поле их .взаимодействие с полем сопровождается появлением магнитной силы, равной производной энергии магнитного поля по координате, которую сила.стремится изменить:
dWrr.
d
Вследствие этого ферромагнитные детали устанавливаются в поле длинной стороной вдоль магнитныхсиловых линий.
Однако при помещении в магнитное поле деталей навалом возникают помехи их перехода в указанное выше устойчивое положение в результате давления верхних деталей на нижние и действия сил трения. Магнитная сила Р прямо пропорциональна магнитодвижущей силе 1 рез. результирующего поля. В момент включения пульсирую щего поля вектор силы F рез.меняе свое направление (рис.2), обеспечивая колебательное движение деталей в магнитном поле. Это способствует йзаимному смещению деталей, их разделению и повороту длинной стороной вдоль магнитных силовых линий.
Выбор частоты колебания пульсирующего поля, близкой к частоте собственных колебаний деталей в постоянном поле, обеспечивает, максимальную амплитуду смещения деталей под действием силы F; . Переменное поле периодически меняет величину силы
f f обеспечивая колебание деталей в вертикальной плоскости, что устраняет влияние трения деталей о стенки накопителя при их равномерном распределении в межполюсном пространстве Шосле заполнения накопителя деталями электромагниты отключаются, и детали укладываются в расположенную ниже приемную кассету 4. Процесс I укладки заканчивается изБлечением приемной кассеты из накопителя.
Предлагаемое устройство более эффективно по сравнению с известными, так как повышает производительность и устраняет повреждения поверхностей -деталей, неизбежные при бункеризации и механическом разделении загружаег 1ь1х деталей .
Формула изобретения
Устройство для групповой укладки ферромагнитных деталей, содержащее питатель для деталей и расположенный под ним С-образный постоянный электромагнит с накопителем для деталей, установленным между полюсами электромагнита, отличающееся тем,что, с целью предотвращения пов-рождения деталей при ориентированной
укладке, оно снабжено дополнительно тремя электромагнитами- два из .которых смонтированы на полюсах С-образнего электромагнита вдоль накопителя, а третий - на торцовой стенке накопителя так,что его пульсирующее магнитное поле направлено перпендикулярно полю постоянного электромагнита, при этом частота пульсирующего магнитного поля соответствует
частоте собственных колебаний деталей в постоянном поле.
Источники информации, принятые во внимание при экспертизе: 1. Патент ФРГ № 1199684, кл. В 65 В 25/00, 1965.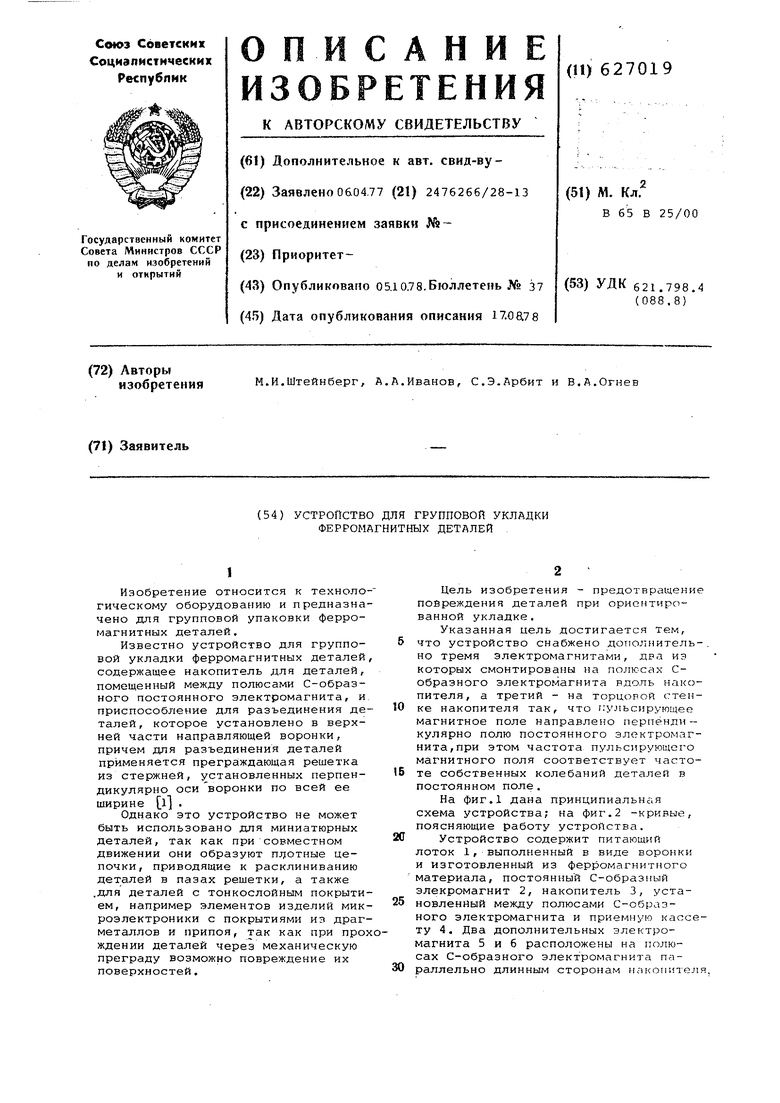
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки плоскихфЕРРОМАгНиТНыХ дЕТАлЕй | 1979 |
|
SU806535A1 |
| Устройство для поштучной выдачи ферромагнитных деталей | 1979 |
|
SU856925A1 |
| Способ перемещения деталей в процессе обработки | 1978 |
|
SU787293A1 |
| Устройство для упаковки цилиндрических деталей с осевыми ферромагнитными выводами | 1975 |
|
SU543556A1 |
| Устройство автоматического кассетирования корпусов | 1981 |
|
SU1009935A1 |
| Устройство для транспортирования и накопления ферромагнитных деталей | 1986 |
|
SU1313630A1 |
| Устройство для поштучной выдачи ферромагнитных деталей | 1982 |
|
SU1047793A1 |
| Устройство для групповой укладки изделий в тару или кассету | 1990 |
|
SU1752658A1 |
| Устройство для ориентирования и укладки ферромагнитных стержнеобразных деталей | 1986 |
|
SU1346487A1 |
| Устройство для ориентированной загрузки деталей | 1974 |
|
SU524262A1 |