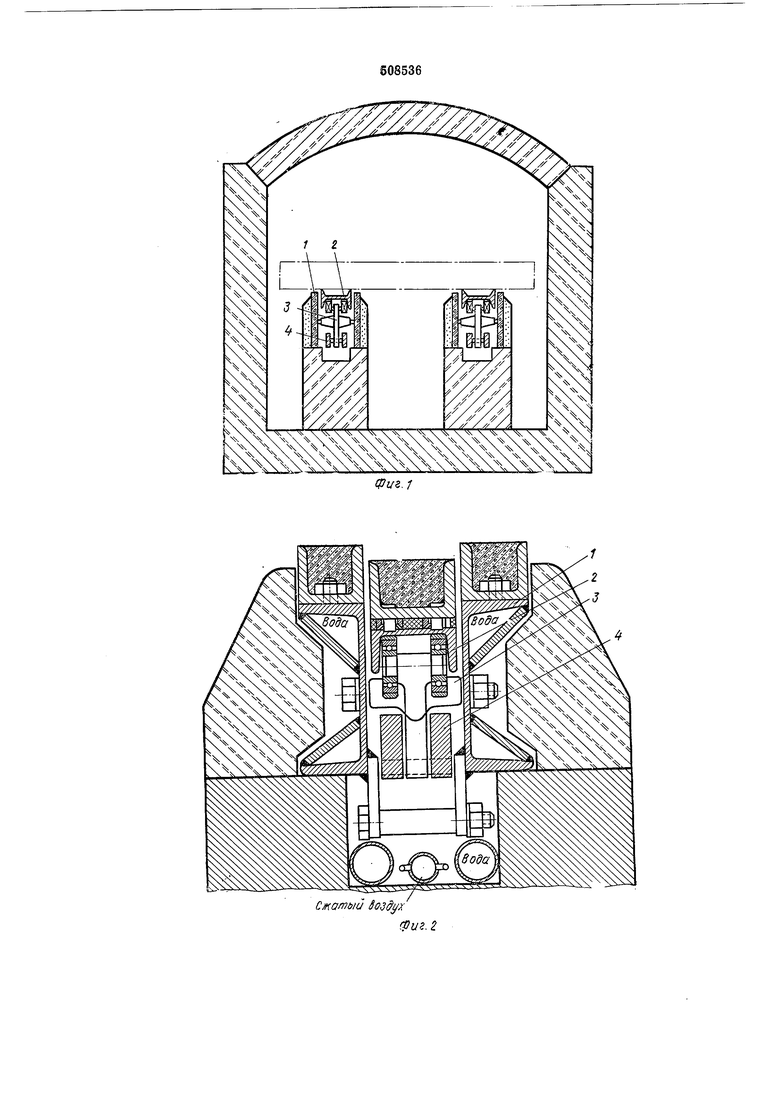
дятся в движение от привода, расположенного в конце печи.
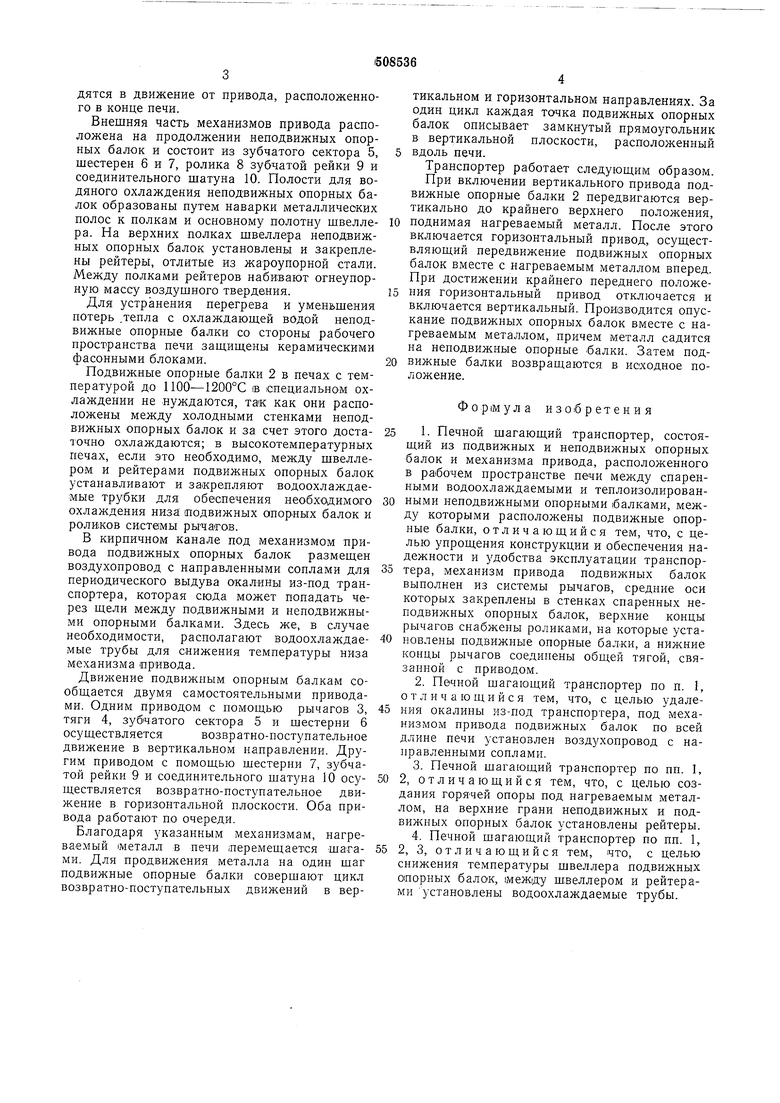
Внешняя часть механизмов привода расположена на продолжении неподвижных опорных балок и состоит из зубчатого сектора 5, шестерен 6 и 7, ролика 8 зубчатой рейки 9 и соединительного шатуна 10. Полости для водяного охлаждения неподвижных опорных балок образованы путем наварки металлических полос к полкам и основному полотну швеллера. На верхних полках швеллера неподвижных опорных балок установлены и закреплены рейтеры, отлитые из жароупорной стали. Между полками рейтеров набивают огнеупорную массу воздушного твердения.
Для устранения перегрева и уменьшения потерь .тепла с охлаждаюш,ей водой неподвижные опорные балки со стороны рабочего пространства печи заш,ищены керамическими фасонными блоками.
Подвижные опорные балки 2 в печах с температурой до 1100-1200°С IB специальном охлаждении не нуждаются, так как они расположены между холодными стенками неподвижных опорных балок и за счет этого достаточно охлаждаются; в высокотемпературных печах, если это необходимо, между швеллером и рейтерами подвижных опорных балок устанавливают и закрепляют водоохлаждаемые трубки для обеспечения необходимого охлаждения низа подвижных опорных балок и роликов системы рычагов.
В кирпичном канале под механизмом привода подвижных опорных балок размещен воздухопровод с направленными соплами для периодического выдува окалины из-под транспортера, которая сюда может попадать через ш:ели между подвижными и неподвижными опорными балками. Здесь же, в случае необходимости, располагают водоохлаждаемые трубы для снижения температуры низа механизма привода.
Движение подвижным опорным балкам сообщается двумя самостоятельными приводами. Одним приводом с помощью рычагов 3, тяги 4, зубчатого сектора 5 и шестерни 6 осуществляетсявозвратно-поступательное
движение в вертикальном направлении. Другим приводом с помощью шестерни 7, зубчатой рейки 9 и соединительного щатуна 10 осуществляется возвратно-поступательное движение в горизонтальной плоскости. Оба привода работают по очереди.
Благодаря указанным механизмам, нагреваемый металл в печи перемещается шагами. Для продвижения металла на один шаг подвижные опорные балки совершают цикл возвратно-поступательных движений в вертикальном и горизонтальном направлениях. За один цикл каждая точка подвижных опорных балок описывает замкнутый прямоугольник в вертикальной плоскости, расположенный вдоль печи.
Транспортер работает следующим образом. При включении вертикального привода подвижные опорные балки 2 передвигаются вертикально до крайнего верхнего положения,
поднимая нагреваемый металл. После этого включается горизонтальный привод, осуществляющий передвижение подвижных опорных балок вместе с нагреваемым металлом вперед. При достижении крайнего переднего положения горизонтальный привод отключается и включается вертикальный. Производится опускание подвижных опорных балок вместе с нагреваемым металлом, причем металл садится на неподвижные опорные балки. Затем подвижные балки возвращаются в исходное положение.
Формула изобретения
1- Печной щагающий транспортер, состоящий из подвижных и неподвижных опорных балок и механизма привода, расположенного в рабочем пространстве печи между спаренными водоохлаждаемыми и теплоизолированными неподвижными опорными балками, между которыми расположены подвижные опорные балки, отличающийся тем, что, с целью упрощения конструкции и обеспечения надежности и удобства эксплуатации транспортера, механизм привода подвижных балок выполнен из системы рычагов, средние оси которых закреплены в стенках спаренных неподвижных опорных балок, верхние концы рычагов снабжены роликами, на которые установлены подвижные опорные балки, а нижние концы рычагов соединены общей тягой, связанной с приводом.
2.Печной щагающий транспортер по п. 1, отличающийся тем, что, с целью удаления окалины из-под транспортера, под механизмом привода подвижных балок по всей длине печи установлен воздухопровод с направленными соплами.
3.Печной шагающий транспортер по пп. 1, 2, отличающийся тем, что, с целью создания горячей опоры под нагреваемым металлом, на верхние грани неподвижных и подвижных опорных балок установлены рейтеры.
4.Печной шагающий транспортер по пп. 1, 2, 3, отличающийся тем, что, с целью
снижения температуры швеллера подвижных опорных балок, между швеллером и рейтерами установлены водоохлаждаемые трубы.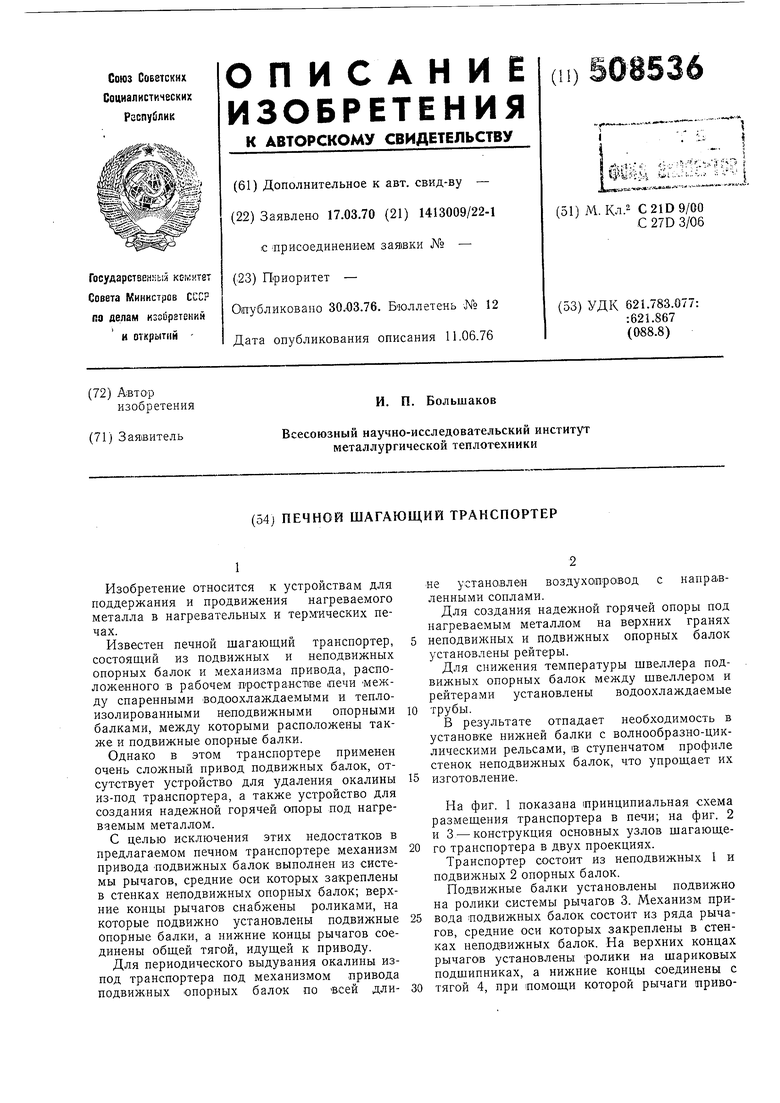
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для термической обработки изделий | 1978 |
|
SU836153A1 |
| ПЕЧНОЙ ТРАНСПОРТЕР | 1970 |
|
SU283267A1 |
| Шагающий под нагревательной печи | 1980 |
|
SU934170A1 |
| Под печи | 1981 |
|
SU1070410A1 |
| Печь с шагающими балками дляНАгРЕВА длиННОМЕРНыХ зАгОТОВОК(EE ВАРиАНТы) | 1979 |
|
SU846956A1 |
| Нагревательная печь с шагающим подом | 1983 |
|
SU1135993A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ, ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ АГЛОМЕРАЦИОННОГО, ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2138557C1 |
| Печь для нагрева | 1983 |
|
SU1145226A1 |
| Устройство для перемещения длинномерных заготовок в нагревательной печи с нижней загрузкой и выгрузкой | 1987 |
|
SU1453139A1 |
| Способ транспортирования слябов в нагревательной печи | 1986 |
|
SU1366832A1 |
1оздух
