(54) ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ ПРОХОДНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU383751A1 |
| Печной рычажный толкатель | 1989 |
|
SU1735702A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ В НАГРЕВАТЕЛЬНЫХ И ТЕРМИЧЕСКИХ ПЕЧАХ | 2015 |
|
RU2592012C1 |
| Устройство для контроля положения изделий в термическом агрегате | 1980 |
|
SU943306A1 |
| Секционная печь непрерывного скоростного нагрева заготовок и труб | 1955 |
|
SU115345A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВКИ ИЗДЕЛИЙ | 1972 |
|
SU323458A1 |
| Печной шагающий транспортер | 1970 |
|
SU508536A1 |
| Поточная линия обработки холоднодеформированных труб | 1982 |
|
SU1135783A1 |
| Печь с шагающими балками дляНАгРЕВА длиННОМЕРНыХ зАгОТОВОК(EE ВАРиАНТы) | 1979 |
|
SU846956A1 |
| ТРАНСПОРТЕР С ШАГАЮЩИМИ БАЛКАМИ ДЛЯ ПРОХОДНОЙ ПЕЧИ ДЛЯ РАЗОГРЕВА АЛЮМИНИЕВЫХ СЛИТКОВ | 2002 |
|
RU2224965C2 |
1
Изобретение относится к металлургии, а точнее к устройствам для термической обработки изделий.
Изобретение наиболее эффективно может быть использовано в трубной промышленности в устройствах для термической обработки. Оно позволяет решить проблему нагрева труб на малых производственных площадях.
Известно устройство для термической обработки длинномерных изделий, включаюш,ее печь с шагающими и стационарными балками и загрузочный и выгрузочный рольганги }. Стационарные балки снабжены приводными , колесами, образующими ручьи для нагреваемых изделий. По загрузочному рольгангу изделие, например труба, задается в печь. Шагающие балки с помощью цилиндров подъема и перемещения периодически поднимаются и перемещаются на шаг, перекладывая трубу на ручья в ручей до рольганга выгрузки.
Недостатком известного устройства является сложность конструкции, а также значительные потери тепла на охлаждение балоки колес.
Известно устройство, содержащее подвижный под, выполненный в виде шагающих балок, а также загрузочный и выгрузочный рольганги, включающие ряд водоохлаждаемых печных роликов с индивидуальными приводами вращения, состоящими из консольно соединенного с печным роликом редуктора и электродвигателя. Узел каждого ролика смонтирован на индивидуальной раме, каждая из которых жестко установлена на фундаменте. Механизм шагающих балок содержит охлаждаемые двухопорные балки, связанные с приводом трансмиссией, состоящей из двух рядов коленвалов, несущих ролики под балки, и соединительных валов с редукторами 2.
По загрузочному рольгангу труба поступает в нагревательную печь. В печи труба перемещается шаг за шагом с помощью шагающих балок, совершающих движение замкнутого цикла и затем поступает на разгрузочный рольганг.
Недостатком известного устройства является наличие сложного, громоздкого и металлоемкого механизма шагающих балок. Кроме того, в конструкции устройства с
шагающими балками трудно обеспечить герметизацию в местах прорезей, необходимых для продольного движения балок и для их вертикального хода, вследствие чего увеличиваются потери тепла и, следовательно, расход топлива.
Целью изобретения является упрощение конструкции и улучщение качества изделий.
Поставленная цель достигается тем, что печь, содержащая подвижный под, загрузочный и разгрузочный рольганги с водоохлаждаемыми роликами, установленными консольно на индивидуальных рамах и соединенными с приводами вращения, снабжена механизмами качания, соединенными с щарнирно установленными рамами, а под печи выполнен в виде цепного транспортера с лотками-захватами, при этом механизм качания выполнен в виде роликов, установленных в направляющих рам и связанных через систему рычагов с приводом.
Такое выполнение устройства позволяет исключить сложный, громоздкий и металлоемкий механизм щагающих балок с коленвалами. Благодаря этому конструкция устройства значительно упрощается, уменьщаются затраты на изготовление, снижается масса оборудования, приходящаяся на 1 м площади пода. Кроме того, уменьщаются потери тепла в печи, вследствие чего снижается расход топлива.
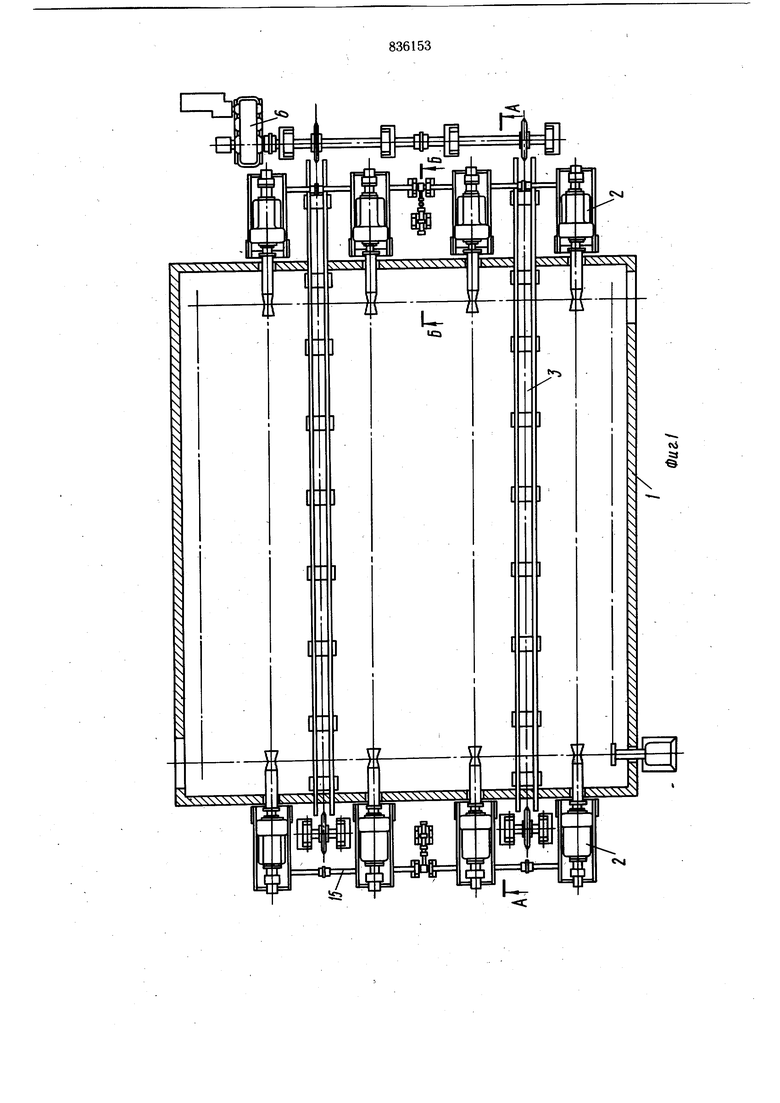
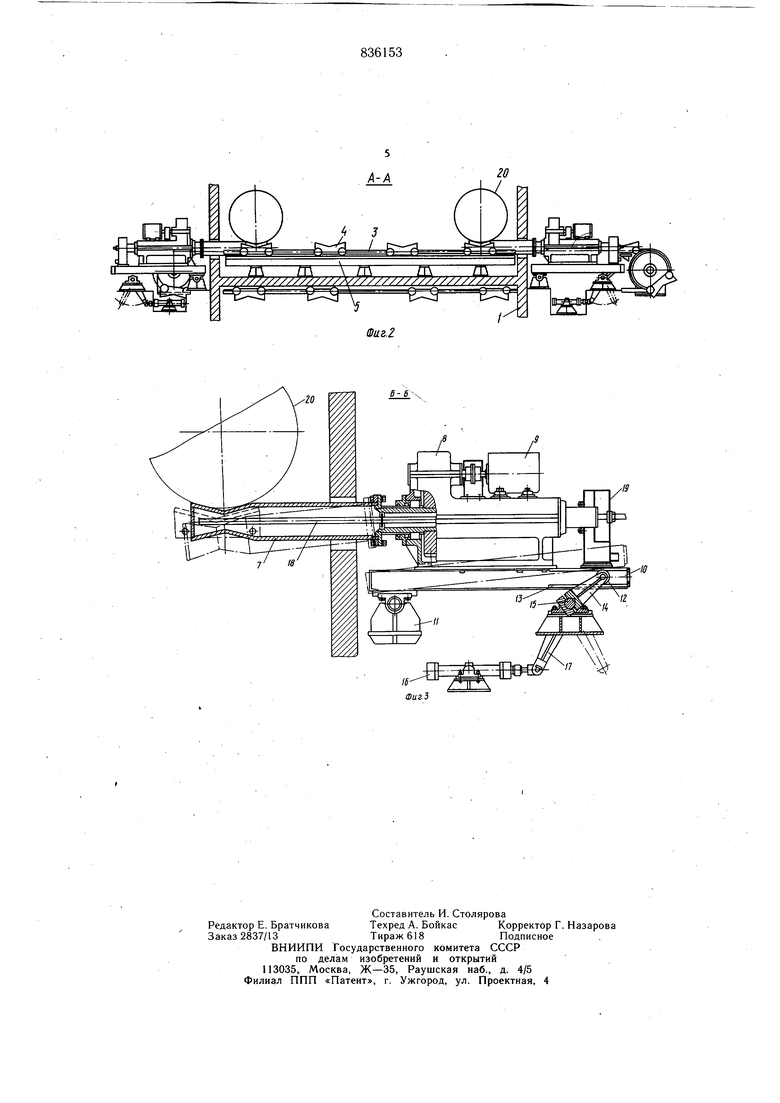
На фиг. 1 изображена предлагаемая печь, вид в плане; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1.
Дечь для термической обработки изделий 1 содержит загрузочный и выгрузочный рольганги 2. Под нагревательной печи образован цепным транспортером 3 с лотками - захватами 4, рельсовой рещетки 5 и приводом 6. Загрузочный и выгрузочный рольганги 2 включают ряд полых печных роликов 7 с индивидуальными приводами вращения. Каждый привод вращения состоит из консольно соединенного с печным роликом 7 редуктора 8 и электродвигателя 9. Узел каждого печного ролика 7 смонтиро.ван на индивидуальной сварной раме 10. Каждая из индивидуальных рам 10 со стороны, обращенной к нагревательной печи, щарнирно закреплена на неподвижной стойке 11, установленной на фундаменте, а с противоположной стороны снабжена механизмом качания. Механизм качания рам 10 каждого из рольгангов 2 выполнен в виде роликов 12, установленных в имеющихся в рамах 10 направляющих 13 и связанных рычагами 14 с трансмиссионным валом 15, приводимым от гидроцилиндра 16 через рычаг 17. Через печные ролики 7 и выполненные в редукторах 8 полости пропущены охладители 18, по которым проходит вода, а на индивидуальных рамах 10 установлены воронки 19 для слива воды.
Устройство работает следующим образом. .
Подлежащее термообработке изделие, например труба 20, с подводящего рольганга (на чертежах не показан) поступает на. загрузочный рольганг 2. Под действием гидроцилиндра 16 трансмиссионный вал 15 поворачивается на определенный угол. В свою очередь, закрепленные на валу 15 рычаги 14 через ролики 12, проскальзывающие в направляющих 13, поворачивают рамы 10 вокруг неподвижных стоек 11, опуская сторону рам 10, обращенную к нагревательной печи. При этом печные ролики 7, описывая дуговую траекторию, опускают лежащую на них трубу 20 на неподвижную рещетку 5. Захватами 4 цепного транспортера 3 труба перемещается внутри нагревательной печи tio неподвижной рещетке 5, подвергаясь термообработке. Из нагревательной печи горячая труба 20 выводится с помощью выгрузочного рольганга 2, посредством его механизма качания рамы 10 поворачиваются вокруг неподвижных стоек 11 (в направлении, обратном направлению поворота рам 10 загрузочного рольганга), а печные ролики 7, описывая дуговую траекторию, поднимают лежащую на неподвижной рещетке 5 трубу 20 и подают на отводящий рольганг (на чертежах не показан).
Предложенное устройство для термической обработки изделий по сравнению с известными имеет более простую конструкцию, позволяет снизить металлоемкость, уменьщить затраты на изготовление.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
№ 267669, С 21 D 9/68; F 27 D 3/00, 1968.
