В непрерывных станах для прокатки штрипсов и широких листов ставятся приводные вертикальные валы, так называемые эджеры. Эджеры -самостоятельные машины, весьма громоздкие, сложные и потому дорогие как в изготовлении, так и в производстве.
Настоящее изобретение имеет целью устранить применение указанных сложных машин простейшим устройством в виде двух вертикальных холостых валков, установленных на пути выхода проката, но выполняюш,их те же функции, что и приводные эджеры. Дело в том, что в процессе прокатки средний угол захвата примерно вдвое меньше начального угла захвата и потому прокат, при выходе из валов, может развивать такую же силу напора, какая требуется для втягивания его в валки во время прокатки. Этот излишек напора используется для врашения холостых валков. Самый прокат, выходящий из горизонтальных приводных валков, будет вращать вертикальные валы своим излишком напора и, таким образом, будет обжиматься с боков. Теоретически величина этого обжатия может быть с таким же углом захвата, как и на горизонтальных приводных валках. Само собой
разумеется, что ради устранения возможных проскальзываний проката в зеве приводных валков следует давать вытяжку в холостых валках, несколько меньшую, чем в приводных.
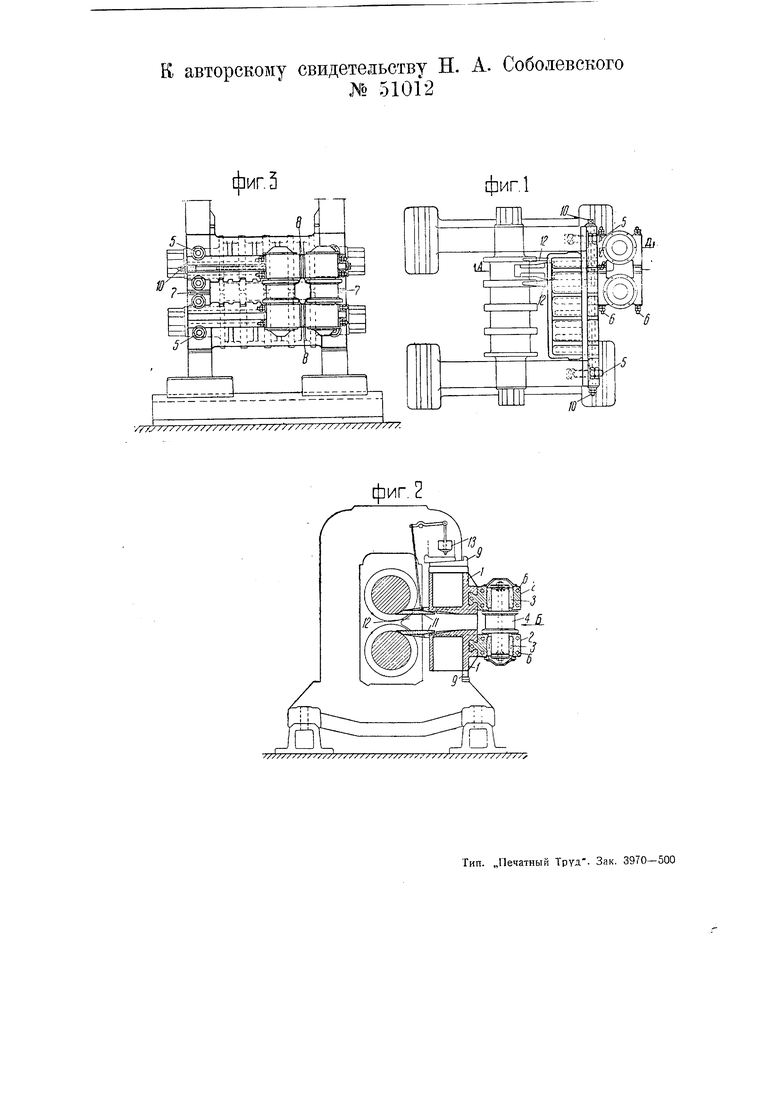
На чертеже фиг. 1 схематически изображает предлагаемый стан в виде сверху, фиг. 2-разрез по ABCD фиг. 1; фиг. 3-вид по стрелке Б фиг. 2.
К прокатным станинам прикреплены две балки 7-/ с продольными пазами, в которые закладываются хвостами корпуса 2-2 роликовых подшипников 3-3. В подшипниках покоятся холостые вертикальные валки 4-4. Балки 7-7 крепятся к прокатным станинам болтами 5-5. Корпуса 2-4 роликовых подшипников связываются между собой болтами 6-6. Расстояние между балками регулируется прокладками 7-7, а расстояние между подщипниками и потому между вертикальными валками регулируется прокладками 8-8. Положение балок 7-7 и с ними вместе подшипников с вертикальными валками 4-4 регулируется в вертикальном направлении клиньями 9-9. Корпуса 2-2 подшипников своими ласточкиными хвостами покоятся свободно в пазах балок 7-7,
а потому они в любое время могут быть передвинуты вместе с вертикальными валками и поставлены против любого калибра приводных горизонтальных валов. Передвижение их производится путем вращения винтов 10- 10, проходящих через гайки, заложенные в хвостах корпусов 2-2. Для правильного направления проката из приводных горизонтальных валков в холостые вертикальные валы ставятся проводки //-11 и линейки 12-12. Верхняя проводка, 77 подвешивается при помощи контргруза 13 и опирается на верхний вал и на верхнюю балку 7, а нижняя проводка // свободно покоится на нижнем валу и на нижней балке /; линейки 12-12 закладываются в пазы балок 1-/ и прижимаются корпусами 2-2 подшипников При перестановке вертикальных валков в положение против другого калибра переставляются,
конечно, проводки //-// и линейки 72-12 в намеченный калибр.
Преимущество предлагаемой конструкции заключается в устранении приводного эджера-стоящего отдельно сложного, громоздкого и дорогого станка путем прикрепления холостых вертикальных валков к станинам рабочих приводных валов.
Предмет изобретения.
1.Непрерывно прокатный стан, отличающийся применением двух вертикальных холостых валков, установленных на пути выхода проката из горизонтальных приводных рабочих валов с целью обжатия проката с боков силой излишнего напора его.
2.Форма вь1полнения стана поп. 1, отличающаяся тем, что подшипники
холостых валков расположены на поперечных балках, прикрепленных к станинам рабочих валков. к авторскому свидетельству Н. А. № 51012 Соболевского
// /,/ // / //////// 7/ //7 / / / /у . /// .
фиг.1
фиг. 2
/ 7 / / / 7/7777
