Автоматическая прокатка проволоки в непрерывном стане Моргана доводит .обслуживающий персонал до минимума и дает огромную производительность, но не может дать такой точности профиля, какой получается в об)1кновенных станах с ручной подачей металла в валки. Кроме того, постройка непрерывного стана значительно труднее постройки обычного стана, ибо изменение давления в одной клети непрерывного стана требует соответствующего изменения давления во всех остальных. Отсюда естественное стремление прокатчиков воспользоваться достоинством непрерывного стана и избежать его недостатков. Одну из таких попыток представляют аппараты Шепфа-Мозанера на подачу металла овального сечения из одного калибра валков в другой. Но эти аппараты весьма трудно поддаются настройке, и после установки все-таки часто фальшивят, расстраивая работу стана. До сих пор вполне надежно действуют только дугообразные аппараты для квадратов и прямые трубки для передачи металла по прямой линии из клети в клеть, как это осуществлено в не; прерывных станах Моргана, или
в обыкновенных станах при пере: даче металла тю прямому желобу из одной прокатной линии в другую. Также известно применение системы
I автоматической непрерывной прокатки проволоки, получаемой при проj ходе металла через несколько прокатных групп с несколькими линиями прокатки в каждой группе.
С целью устранения указанных недостатков в предлагаемой системе автоматической непрерывной прокатки проволоки устанавливаются три
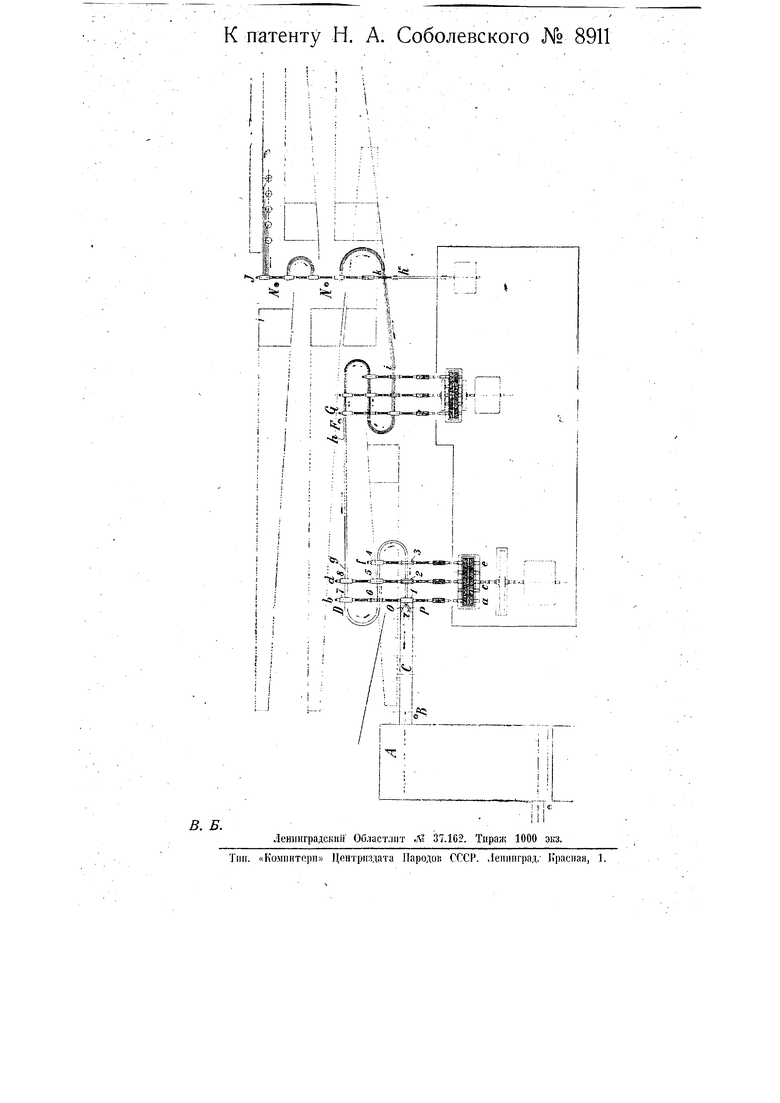
прокатных линии в каждой из групп, при чем валки средней линии имеют большую скорость, чем валки крайних линий. В параллельных друг другу прокатных линиях ряда прокатных групп, изображенных на черj теже, валкам сообщается движение от общего двигателя через редукционную коробку, в которой шестерни рассчитываются таким образом, чтобы произведение из скорости прокатки на сечение калибра, в той или другой клети средней линии, было на несколько процентов больше такого же произведения из скорости проi катки на сечение калибра в той клети крайней линии, откуда материал поступает в валки средней линии. В силу того, что число оборотов валков средней линии больше числа оборотов крайних линий, упомянутая средняя линия успевает убирать металл, подаваемый ей из той или другой крайней линии; при этом металл идет еще между клетями с некоторым растяжением, соответствующим принятому преувеличению одного произведения над другим. Кроме указанного, каждая прокатная линия имеет свою шестеринную клеть: трио для средней линии и дуо для крайних, при чем, если в одной крайней линии дуо для соседних и нижних валков, то в другой - для средних и верхних. При прокатке проволоки, по форме превращения сечений из квадратного в овальное, нагретая в печи А заготовка квадратного сечения подается в первую клеть 1 крайней линии аЬ, где лежат средний и нижний валки с калибрами для овалов. Выходящий из этой клети овал, проходя по прямым трубкам соответствующего профиля, поворачивается на 90 и попадает в квадратный калибр среднего и нижнего валков первой клети 2 средней линии cd. Из этой клети выходит металл квадратного сечения и обыкновенной прямой трубкой проводится под средним холостым валком первой клети 3 крайней линии е/ и направляется в обыкновенный дугообразный аппарат для квадратных сечений металла. По этому аппарату последний проводится в овальный калибр среднего и верхнего валков второй клети 4 той же крайней линии е/. Отсюда металл овального сечения попадает в квадратный калибр среднего и верхнего валков второй клети 5 средней линии cd, совершив предварительно в трубках; между клетями поворот на 90°, как и между клетями 1 и 2. Из клети 5 средней линии металл выходит квадратного сечения, проводится прямой обыкновенной трубкой над средним холостым валком второй клети 6 крайней линии аЬ и направляется в дугообразный аппарат для квадратного сечения металла, по которому подается в третью клеть 7 той же крайней линии аЬ, где лежат средний и нижний валки с овальными калибрами. Из этой клети металл с овальным сечением попадает аналогично предыдущему в квадратный калибр среднего и нижнего валков последней клети 8 средней линии cd. Из этой клети металл квадратного сечения по желобу gh поступает в первую клеть другой прокатной группы G, состоящей также из трех линий, как прокатная группа D, но с большими скоростями прокатки. По этой прокатной группе металл проходит все шесть рабочих клетей совершенно тем же порядком, как и в прокатной группе D. Из прокатной группы G металл выходит опять квадратного сечения и по обыкновенной трубке ik подводится к дугообразному аппарату для квадратных сечений металла. По аппарату металл квадратного сечения попадает в первую клеть третьей группы прокатных клетей, расположенных как в обычных станах в одну линию JK. При выходе из первой клети этой прокатной линии металл овального сечения ловится вальцовщиком N и вручную подается во вторую клеть той же линии. Из второй клети металл выходит квадратного сечения и по аппарату попадает в третью клеть. По выходе из третьей клети прокатываемый металл овального сечения ловится вторым вальцовщиком Л и задается вручную в четвертую и последнюю клеть, откуда выходит готовая проволока и направляется по трубке в мотовило. Таким образом, из шестнадцати калибров только в два металл подается от руки рабочего, а все остальные четырнадцать калибров проходятся автоматически. В описанной первой группе D проводящие аппараты и трубки двойные, а во всех остальных клетях - четверные, для достижения большей производительности всей установки. Для того, чтобы из двойного желоба gh металл разветвлялся во все ручьи четверных аппаратов, этот желоб состоит
иа двух самостоятельных желобов, концы которых перед группой G соединены каждый порознь, с отдельным рычагом. При рычагах стоит чернорабочий F и после каждого прохода металла по тому или другому желобу делает соответствующий поворот рычагом и передвигает соединенный с этим рычагом желоб вправо или влево. Таким образом каждый желоб gh обслуживает два калибра первой клети, что и создает разветвление металла из двух желобов в четыре ручья.
Для того, чтобы металл по выходе из печи А мог направляться по рольгангу С и через валки первой клети 1 крайней линии аЬ попеременно в тот или другой ручей для дальнейшего направления его по желобам двойных проводящих аппаратов, перед этой клетью ставятся две неподвижные направляющие линейки
О и Р, по внешним сторонам приемный коробок, и одна подвижная линейка г, между коробками. Поворотом последней линейки вправо или влево заготовка направится по рольгангу в тот или другой калибр,а затем в тот или другой ручей аппаратов. Линейка поворачивается сварщиком В перед каждой выдачей заготовки из печи А на рольганг С.
Предмет патента.
Система автоматической непрерывной прокатки проволоки, состоящая из ряда прокатных групп с несколькими линиями прокатки в каждой из них, характеризующаяся тем, что каждая из групп D, G состоит из трех прокатных линий аЬ, cd и е/, валки средней cd из каковых линий имеют большую скорость, чем лалки крайних линий аЬ и е/.
| название | год | авторы | номер документа |
|---|---|---|---|
| Проводка к триостану для автоматического задавания полосы из нижней пары валков в верхнюю | 1937 |
|
SU53949A1 |
| Приспособление к прокатному стану для сворачивания в бунты тонких полос при выходе их из валков | 1937 |
|
SU55117A1 |
| Непрерывно скатный стан | 1936 |
|
SU51012A1 |
| Приспособление для пригонки проводок к калибрам прокатных валков | 1931 |
|
SU28091A1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1991 |
|
SU1784294A1 |
| Механизм крепления первых роликов обжимных станов | 1937 |
|
SU54281A1 |
| Непрерывный мелкосортный стан с разделяющей раскат системой калибров | 2016 |
|
RU2680336C1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| Станок для разрезания металлических заготовок | 1939 |
|
SU57483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |