Для штамповочных работ требуется прокатанную заготовку резать на куски длиной порядка 200-300 мм. Имеющиеся при прокатных станах пилы не могут успевать за производительностью станов и режут ее,на куски длиной, примерно, 2-4 м, что не удовлетворяет потребителя, который вынужден сам разрезать куски на меньшие размеры.
Между тем, заготовка выходит из прокатного стана при температуре 800-900°, вполне достаточной для резки ее пилами на требуемую длину.
Изобретением предлагается станок для этой цели. В этом станке использованы некоторые известные устройства, например, установленные на общем шпинделе несколько дисковых пил, кривошипный механизм для подачи заготовки-, но отличие станка заключается в том, что подвижная балка подающего механизма укреплена на ползунах, имеющих наклонные поверхности. Последние взаимодействуют при подаче заготовки к пилам с соответствующими поверхностями подушек. Благодаря этому заготовка поднимается над рольгангом к свободно подается к пилам. Разорванная заготовка зажимается
подвижной плиткой с упором. Плитка находится под действием груза.
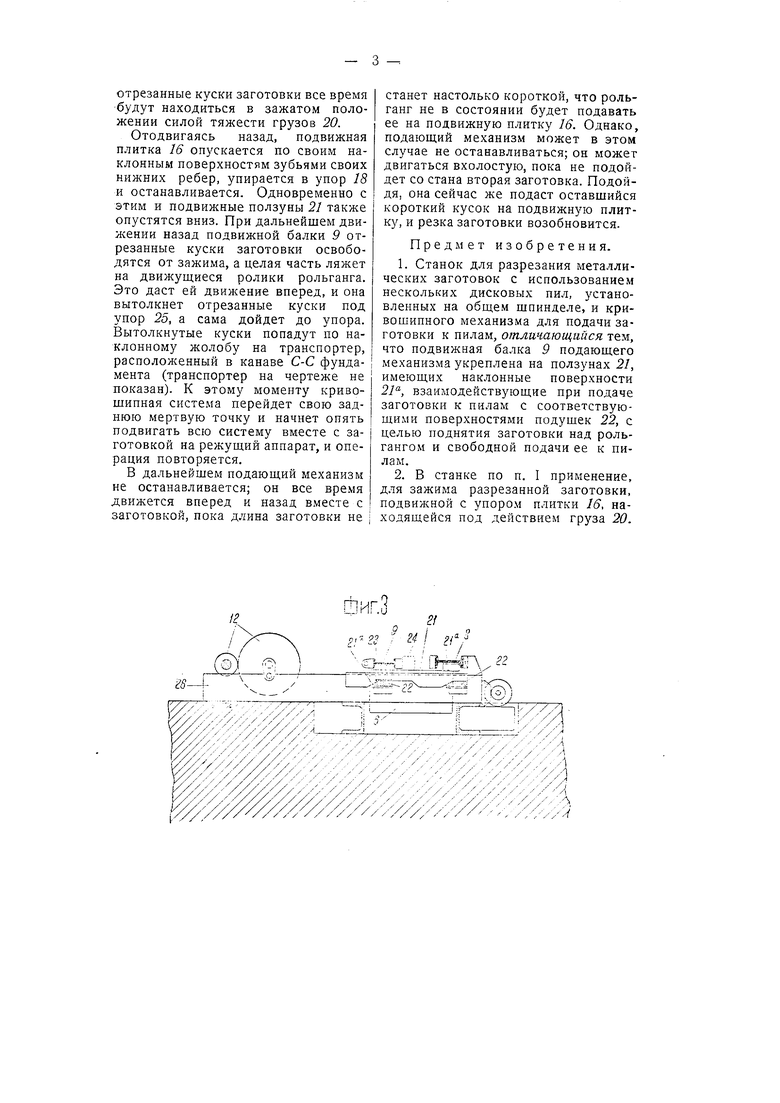
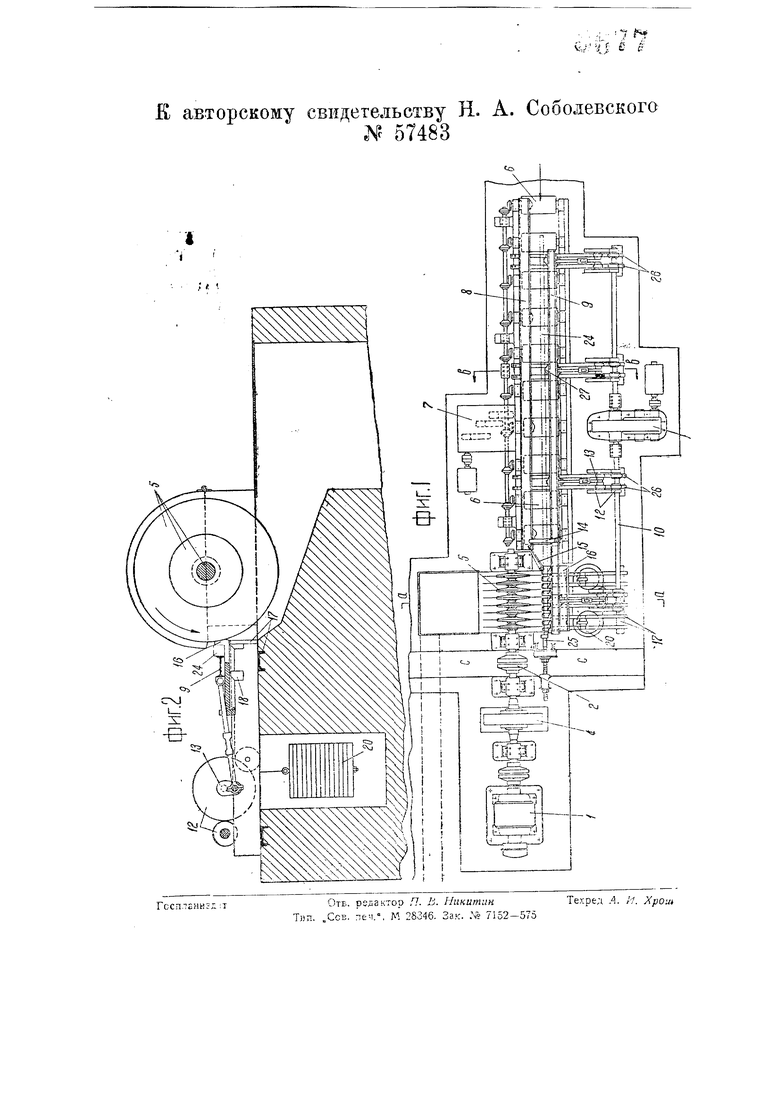
На чертеже фиг. 1 изображает предлагаемый станок в плане; фиг. 2- разрез по аа фиг. 1; фиг. 3 - разрез по bb фиг. 1.
Дисковые пилы 5 и рольганг 6 приводятся в движение от электродвигателя / через маховик 4 и муфту 2.
Режущий аппарат состоит из группы пил, закрепленных шайбами и кожухами на валу. Шайбы с пилами могут перемещаться на валу и закрепляться на нем конусами и любом месте, что дает возможность устанавливать расстояние между пилами на ту длину, на которую требуется резать подаваемую со стана заготовку.
Рольганг б состоит из ряда роликов, приводимых в движение от отдельного электродвигателя через редуктор 7. Над рольгангом укреплена упорная балка 8 с несколькими кулаками, приклепанными или приваренными к ней со стороны подаваемой заготовки 24. Эта балка может переставляться на некоторую вел :чину в сторону заготовки помощью закладок между этой балкой и ее упорами.
Подающий механизм состоит из подвижной плитки 16 с прорезями против пил, контргрузов 20 и подвижной балки 9, получающей движение вперед и назад над рольгангом 6 и плиткой 16 от отдельного двигателя через редуктор //, вал 10, зубчатые передачи 12 и кривощипы 13. Подвижная плитка 16 опирается на железную раму 17, а вал 10 и зубчатая передача 12 покоятся на подшипниках, укрепленных частично на раме 17 и частично на поперечных балках 2S. На противоположных концах этих же балок крепится упорная 6a.;ijca- 8. Подвижная плитка 16 оттягивается назад контргрузами 20 до flopOB 18, укрепленных на балках ра;мБ1 17. На подвижной плитке /б укреплена на щарнире направляющая линейка 15, а на подвижной балке 9 также на щарнире укреплен откидной упор М и кулаки 27, расположенные таким образом, чтобы они приходились посередине между такими же кулаками, укрепленными на упорной балке 8. Опорные балки 26 скреплены возле рольганга подушками 22, имеющими наклонные поверхности, как указано на фиг. 3. На горизонтальных площадках этих подушек покоятся ползуны 21, также имеющие наклонные поверхности 21 на нижних своих ребрах. Подвижная балка 9 укреплена на ползунах 2/ при помощи угольников 23. Таких опорных ползунов 21 в станке имеется три. Верхние ребра ползунов 21 в нижнем своем положении находятся несколько ниже верхних образующих роликов рольганга 6. Передний конец подвижной балки 9 свободно опирается на подвижную плитку 16.
Упор 25 состоит из винта, имеющего на своем переднем конце упорную головку. Винт упора покоится в солидных гайках, опирающихся на ряд балок, прочно заделанных в фундамент. При помощи гаек и контргаек винт может устанавливаться на том же расстоянии его головки от первого диска режущего аппарата, какое установлено между самими дисками.
Станок работает следующим образом. Пилы 5 и рольганг 6 все время
находятся в движении. При начале работы подающий механизм установлен так, чтобы кривошипы находились в заднем нулевом положении, что дает наибольшее удаление подвижной балки 9 от упорной балки 8. Так как рольганг б является продолжением выходного рольганга от чистовых валков прокатного стана, то выщедшая со стана горячая заготовка идет по направлению стрелки и поступает на рольганг . Если заготовка 24 кривая, то откидной упор 14 закрывается. Как только заготовка упрется в этот упор, пускается в ход подающий механизм, причем подвижная балка 9 подвинет вперед ползуны 2/. Последние своими наклонными поверхностями поднимутся на подушках 22, их верхние ребра поднимутся выше роликов рольганга и тем самым разъединят заготовку с рольгангом. Тем временем подвижная балка 9 своими кулаками прижмет заготовку. Кривая заготовка выходит из валков в виде исключения, что случается только во время настройки работы стана. Во время же нормальной работы стана заготовка выходит со стана прямой, не требующей правки. При входе на рольганг прямой заготовки 24 откидной упор 14 отводится назад и заготовка идет до установки ее упором 25. Как только заготовка остановилась, пускают в ход подающий механизм. Подвижная балка 9 подается вперед, прижимает заготовку 24 к передним выступам подвижной плитки 16 и вместе с этой плиткой подвижными ползунами 21 подается вперед и по наклонным поверхностям линеек и плитки поднимается кверху вместе с заготовкой, освобождая ее от рольганга. Под тяжестью грузов 20 передний конец заготовки 24 прочно зажимается между передними зубцами плитки 16 и выступами переднего конца подвижной балки 9. В таком положении вся система подвигается на режущий аппарат, и заготовка разрезается в стольких местах, сколько имеется дисков в режущем аппарате. Перейдя мертвую точку, кривощипы автомата потянут всю систему назад, однако
отрезанные куски заготовки все время будут находиться в зажатом положении силой тяжести грузов 20.
Отодвигаясь назад, подвижная плитка 16 опускается по своим наклонным поверхностям зубьями своих нижних ребер, упирается в упор 18 и останавливается. Одновременно с этим и подвижные ползуны 21 также опустятся вниз. При дальнейшем движении назад подвижной балки 9 отрезанные куски заготовки освободятся от зажима, а целая часть ляжет на движущиеся ролики рольганга. Это даст ей движение вперед, и она вытолкнет отрезанные куски под упор 25, а сама дойдет до упора. Вытолкнутые куски попадут по наклонному жолобу на транспортер, расположенный в канаве С-С фундамента (транспортер на чертеже не показан). К этому моменту кривошипная система перейдет свою заднюю мертвую точку и начнет опять подвигать всю систему вместе с заготовкой на режуш.ий аппарат, и операция повторяется.
В дальнейшем подаюш,ий механизм не останавливается; он все время движется вперед и назад вместе с заготовкой, пока длина заготовки не
станет настолько короткой, что рольганг не в состоянии будет подавать ее на подвижную плитку 16. Однако, подаюш;ий механизм может в этом случае не останавливаться; он может двигаться вхолостую, пока не подойдет со стана вторая заготовка. Подойдя, она сейчас же подаст оставшийся короткий кусок на подвижную плитку, и резка заготовки возобновится.
Предмет изобретения.
1.Станок для разрезания металлических заготовок с использованием нескольких дисковых пил, установленных на общем шпинделе, и кривошипного механизма для подачи заготовки к пилам, отличающийся тем, что подвижная балка 9 подающего механизма укреплена на ползунах 21, имеющих наклонные поверхности 21, взаимодействующие при подаче заготовки к пилам с соответствующими поверхностями поду щек 22, с целью поднятия заготовки над рольгангом и свободной подачи ее к пилам.
2.В станке по п. I применение, для зажима разрезанной заготовки, подвижной с упором плитки 16, находящейся под действием груза 20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к прокатному стану для сворачивания в бунты тонких полос при выходе их из валков | 1937 |
|
SU55117A1 |
| Система автоматической непрерывной прокатки проволоки | 1927 |
|
SU8911A1 |
| Подаватель полос к ножницам | 1923 |
|
SU3665A1 |
| Ножницы для автоматической разрезки металлических полос с приспособлением для контроля развески кусков | 1921 |
|
SU796A1 |
| Пильно-кольная установка для изготовления древесного топлива в мелких кусках | 1932 |
|
SU32147A1 |
| Механизм крепления первых роликов обжимных станов | 1937 |
|
SU54281A1 |
| Цилиндрический поворотный горн для нагревания заготовок | 1928 |
|
SU17983A1 |
| Приспособление для подачи оберточной бумаги в упаковочных машинах | 1925 |
|
SU9319A1 |
| Проводка к триостану для автоматического задавания полосы из нижней пары валков в верхнюю | 1937 |
|
SU53949A1 |
| Моталка | 1937 |
|
SU53009A1 |
12
пигЗ
2f
иIо
; 2 24 I { .
